|
|
Prefeasibility Study Report for
the
Wheeler River Uranium
Project
Saskatchewan, Canada
|
|
|
|
Report Prepared
for
Denison Mines Corp.
 |
|
|
|
Effective date:
September 24, 2018
Signature date: October 30,
2018
|
|
|
|
Report Prepared
by
|
|
|
|

|
|
|
|
Main Author
|
|
|
|
Mark Liskowich,
P.Geo.
Practice Leader, SRK
Consulting (Canada) Inc.
|
|
|
|
|
|
|
|
Qualified
Persons
|
|
|
|
Mark Hatton, P.Eng.
– Stantec Consulting Ltd.
William McCombe,
P.Eng. - Hatch Ltd.
Douglass Graves,
P.Eng. – Woodard & Curran Inc.
Mark B. Mathisen,
C.P.G. – RPA
William E. Roscoe,
Ph.D., P.Eng. – RPA
Gordon Graham,
P.Eng. – Engcomp Engineering and Computing Professionals
Inc.
Geoff Wilkie, P. Eng
- Engcomp Engineering and Computing Professionals Inc.
|
|
|
|
Greg Newman, P.Eng.
– Newmans Geotechnique Inc.
Roland Tosney,
P.Eng. – North Rock Mining Solutions Inc.
|
|
|
|
Michael Royle,
P.Geo. – SRK Consulting (Canada) Inc.
Michael Selby,
P.Eng. – SRK Consulting (Canada) Inc.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Prefeasibility Study Report for
the
Wheeler River Uranium
Project
Saskatchewan,
Canada
Denison Mines Corp.
1100 – 40
University Avenue
Toronto, Ontario,
Canada
M5J 1T1
Website:
www.denisonmines.com
Tel: +1 416 979
1991
Fax: +1 416 979
5893
|
SRK Consulting (Canada)
Inc.
205 – 2100
Airport Drive
Saskatoon,
Saskatchewan, Canada
S7L 6M6
Website:
www.srk.com
Tel: +1 306 955
4778
Fax: +1 306 955
4750
|
|
Effective date:
September 24, 2018
Signature date: October 30,
2018
Main Author
|
Mark Liskowich,
P.Geo.
Practice Leader,
SRK
|
|
Table of
Contents
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
i
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
ii
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
iii
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
iv
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
v
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
vi
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
vii
|
|
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
viii
List
of Tables
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
ix
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
x
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
xi
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
xii
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
xiii
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
xiv
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
xv
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
xvi
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
xvii
|
|
1
|
Summary
|
|
|
1.1
|
Introduction
|
The Wheeler River uranium
project is an advanced exploration stage joint venture owned by
Denison Mines Corp. (Denison) at 90% with the remaining 10% by JCU
(Canada) Exploration Company Ltd. (JCU). The greenfield project
site is located in northern Saskatchewan in the eastern Athabasca
Basin approximately 35km north of Key Lake operation. The Wheeler
River property is located in close proximity to important
infrastructure, including provincial electrical transmission lines
and an all-season provincial highway.
The Wheeler River property
has been explored since the late 1970’s. In 2004 Denison
entered into an agreement with the Wheeler River Joint Venture
(WRJV) partners to earn into a majority 60% interest and become
operator of the joint venture. Since Denison became the operator,
the project has achieved several milestones,
including:
|
|
●
|
Discovery and delineation of the Phoenix deposit in
2008-2014, including the completion of the May 2014 mineral
resource estimate;
|
|
|
●
|
Discovery and delineation of the Gryphon deposit in
2014-2017, including the completion of the January 2018 mineral
resource estimate; and
|
|
|
●
|
Completion of a Preliminary Economic Assessment in
May 2016.
|
From an ownership
standpoint Denison has recently entered into two separate
agreements to increase its ownership interest in the
project.
|
|
●
|
In January 2017, Denison executed an agreement with
the partners of the WRJV that is expected to increase Denison's
ownership of the Wheeler River project up to approximately 66% by
the end of 2018. Under this agreement, Denison is funding 50% of
Cameco’s ordinary share of joint venture expenses in 2017 and
2018 (based on Cameco’s 30% interest at the time of the
agreement). On January 31, 2018, Denison announced that it had
increased its interest in the Wheeler River project, based on
spending on the project during 2017, from 60% to 63.3% in
accordance with this agreement.
|
|
|
●
|
On September 4, 2018, Denison entered into an
agreement with Cameco to increase its ownership in the Wheeler
River project through the acquisition of 100% of Cameco's minority
interest. The acquisition of Cameco's interest in the Wheeler River
JV is expected to increase Denison's interest in the project to
90%.
|
In December 2017, the WRJV
commissioned a Prefeasibility Study (PFS) for the project to be
completed in accordance with the Canadian Securities
Administrator’s National Instrument 43-101 Standards of
Disclosure for Mineral Projects (NI 43-101), the Canadian Institute
of Mining, Metallurgy and Petroleum (CIM) standards and best
practices, the AACE International Cost Estimate Classification
system as well as other standards. Denison has authorized a select
group of qualified and experienced engineering firms (SRK
Consulting Inc., Stantec Consulting Ltd, Hatch Ltd, RPA Inc., and
Woodard and Curran Inc.) to lead in the preparation of the NI
43-101 PFS. Certain other specialized firms have also contributed
to the PFS including Arcadis Canada Inc., Engcomp Engineering and
Computing Professionals Inc., Newmans Geotechnique Inc., North Rock
Mining Solutions Inc., Paterson and Cooke Canada Inc. and Clifton
and Associates amoung others. The objective of the PFS is to assess
the technical and economic viability of uranium production at
Wheeler River and to provide input into the strategic development
of the property. This technical report aims to provide a full
description of the work completed on all aspects of the project in
accordance with the above standards.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
1
1.2
Technical Summary
|
|
1.2.1
|
Property Description, Location, and Access
|
The property is located
along the eastern edge of the Athabasca Basin in northern
Saskatchewan, Canada, approximately 35 km north-northeast of the
Key Lake mill and 35 km southwest of the McArthur River uranium
mine.
Access to the property is
by road or air from Saskatoon. The property is well located with
respect to all-weather roads and the provincial power grid. Vehicle
access to the property is by the provincial highway system to the
Key Lake mill, then by the ore haul road between the Key Lake and
McArthur River operations to the eastern part of the property. The
Fox Lake access road also runs between Key Lake and McArthur River
and provides access to most of the northwestern side of the
property. Gravel and sand roads and drill trails provide access by
either four-wheel-drive or all-terrain-vehicle to the rest of the
property.
|
|
1.2.2
|
Land Tenure
|
The property consists of
19 mineral claims totalling 11,720 ha with an aggregate annual
requirement of CAD$293,000 in either work or cash to maintain title
to the mineral claims. Based on previous work submitted and
approved by the province of Saskatchewan, title is secure until
2035.
Any uranium produced from
the Wheeler River property is subject to uranium mining royalties
in Saskatchewan, in accordance with Part III of the Crown Mineral
Royalty Regulations. There is a 10% Net Profits Interest (NPI)
associated with the property held by the WRJV in approximate
proportion to the ownership interests of each WRJV participant.
There are no other back-in rights or third party royalties
applicable to this property.
There are no known
environmental liabilities associated with the property, and there
are no other known significant factors and risks that may affect
access, title, or the right or ability to perform work on the
property. All necessary permits for surface exploration on the
property are in place and current. Additional permits and licenses
will be required (refer to section 20) prior to commencement of
development and production activities.
|
|
1.2.3
|
Geology and Mineralization
|
The Wheeler River property
is located near the southeastern margin of the Athabasca Basin in
the southwest part of the Churchill Structural Province of the
Canadian Shield. The Athabasca Basin is a broad, closed, and
elliptically shaped cratonic basin with an area of 425 km
(east-west) by 225 km (north-south). The bedrock geology of the
Athabasca basin area consists of Archean and Paleoproterozoic
gneisses unconformably overlain by up to 1,500 m of flat-lying
unmetamorphosed sandstones and conglomerates of the mid-Proterozoic
Athabasca Group.
The Wheeler River property
is located near the transition zone between two prominent
litho-structural domains within the Precambrian basement, namely
the Mudjatik Domain to the west and the Wollaston Domain to the
east. The Mudjatik Domain is characterized by elliptical domes of
Archean granitoid orthogenesis separated by keels of metavolcanic
and metasedimentary rocks, whereas the Wollaston Domain is
characterized by tight to isoclinal, northeasterly trending, doubly
plunging folds developed in Paleoproterozoic metasedimentary rocks
of the Wollaston Supergroup, which overlie Archean granitoid
orthogenesis identical to those of the Mudjatik Domain. The area is
cut by a major northeast-striking fault system of Hudsonian Age.
The faults occur predominantly in the basement rocks but often
extend up into the Athabasca Group due to several periods of
post-depositional movement.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
2
Local geology is comprised
of relatively undeformed late Paleoproterozoic to Mesoproterozoic
Athabasca Group strata comprised of Manitou Falls Formation
sandstones and conglomerates which unconformably overlie the
crystalline basement and have a considerable thickness from 170
metres over the quartzite ridge to at least 560 m on the western
side of the property. Basement rocks beneath the Phoenix and
Gryphon deposits are part of the Wollaston Domain and are comprised
of metasedimentary and granitoid gneisses. The metasedimentary
rocks include graphitic and non-graphitic pelitic and semipelitic
gneisses, meta-quartzite, and rare calc-silicate rocks. Pegmatitic
segregations and intrusions are common in all units with garnet,
cordierite, and sillimanite occurring in the pelitic strata,
indicating an upper amphibolite grade of metamorphism. Graphitic
pelite and quartzite units appear to play important roles in the
genesis of Athabasca Basin unconformity-type deposits. Thus, the
presence of extensive subcrop of both units (18 km of quartzite and
152 line-km of conductors, assumed to be graphitic pelite) greatly
enhances the geological potential of the Wheeler River property.
The Wheeler River property is partially covered by lakes and
muskeg, which overlie a complex succession of glacial deposits up
to 130 m in thickness. These include eskers and outwash sand
plains, well-developed drumlins, till plains, and glaciofluvial
plain deposits. The orientation of the drumlins reflects
southwesterly ice flow.
The Phoenix uranium
deposit was discovered in 2008 and can be classified as an
unconformity-related deposit of the unconformity-hosted variety.
The deposit straddles the sub-Athabasca unconformity approximately
400 m below surface and comprises three zones (A, B, and C) which
cover a strike length of 1.1 km. The deposit consists of an
exceptionally high-grade core surrounded by a lower grade shell.
The deposit is interpreted to be structurally controlled by the WS
shear, a prominent basement thrust fault which occurs in the
footwall of a graphitic-pelite and the hangingwall of a
garnetiferous pelite and quartzite unit. Mineralization within the
Phoenix deposit lenses is dominated by massive to semi-massive
uraninite associated with an alteration assemblage comprising
hematite, dravitic tourmaline, illite, and chlorite. Secondary
uranium minerals (including uranophane) and sulphides are trace in
quantity.
The Gryphon uranium
deposit was discovered in 2014 and can be classified as an
unconformity-related deposit of the basement-hosted variety. The
deposit occurs within southeasterly dipping crystalline basement
rocks of the Wollaston Supergroup below the regional sub-Athabasca
Basin unconformity. The deposit is located from 520 m to 850 m
below surface, has an overall strike length of 610 m and dip length
of 390 m, and varies in thickness between 2 m and 70 m, depending
on the number of mineralized lenses present. The mineralized lenses
are controlled by reverse fault structures, which are largely
conformable to the basement stratigraphy and dominant foliation.
The A, B, and C series of lenses are comprised of stacked, parallel
lenses which plunge to the northeast along a fault zone (G-Fault)
which occurs between hangingwall graphite-rich pelitic gneisses and
a more competent pegmatite-dominated footwall. A ubiquitous zone of
silicification (Quartz-Pegmatite Assemblage) straddles the G-Fault
and the A, B, and C series of lenses occur in the hangingwall of,
within, and in the footwall of the Quartz-Pegmatite Assemblage
respectively. The D series lenses occur within the
pegmatite-dominated footwall along a secondary fault zone (Basal
Fault) or within extensional relay faults which link to the
G-Fault. The E series lenses occur along the G-Fault, up-dip and
along strike to the northeast of the A and B series lenses, within
the upper basement or at the sub-Athabasca unconformity.
Mineralization within the Gryphon deposit lenses is dominated by
massive, semi-massive, or fracture-hosted uraninite associated with
an alteration assemblage comprising hematite, dravitic tourmaline,
illite, chlorite, and kaolinite. Secondary uranium minerals
(including uranophane and carnotite) and sulphides are trace in
quantity.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
3
|
|
1.2.4
|
Sampling, Analysis and Data Verification and Mineral
Resources
|
The updated mineral
resource estimate for the Gryphon deposit was prepared for Denison
by RPA in accordance with CIM Definitions (2014). The effective
date of the updated Gryphon mineral resource estimate is January
30, 2018. The mineral resource estimate for the Phoenix deposit
with an effective date of May 28, 2014 remains current, as no
further resource drilling has been completed on this deposit. The
Phoenix cut-off grade of 0.8% U3O8 is based on internal
conceptual studies by Denison and a price of USD$50/lb
U3O8,
while the cut-off grade of 0.2% U3O8 for Gryphon is based
on RPA estimates using assumptions based on historical and known
mining costs from mines operating in the Athabasca Basin,
incremental operating costs for low-grade material, and a price of
USD$55/lb U3O8.
As provided in Table 1-1
below, the total indicated mineral resources for both the Phoenix
and Gryphon deposits are estimated at 1,809,000 tonnes at an
average grade of 3.3% U3O8 containing 132.1
million pounds of U3O8. Total inferred
mineral resources are estimated at 82,000 tonnes at an average
grade of 1.7% U3O8 containing 3.0
million pounds of U3O8. Mineral resources
that are not classified as mineral reserves do not have
demonstrated economic viability.
Table
1-1. RPA Mineral Resource
Estimate – Wheeler River Project – January 30,
2018
|
Deposit
|
Category
|
Tonnes
|
Grade
(% U3O8) |
Million lbs U3O8
(100% Basis) |
Million lbs U3O8
(Denison 63.3%) |
|
Gryphon
|
Indicated
|
1,643,000
|
1.7
|
61.9
|
39.2
|
|
Phoenix
|
Indicated
|
166,000
|
19.1
|
70.2
|
44.4
|
|
Total Indicated
|
1,809,000
|
3.3
|
132.1
|
83.6
|
|
|
Gryphon
|
Inferred
|
73,000
|
1.2
|
1.9
|
1.2
|
|
Phoenix
|
Inferred
|
9,000
|
5.8
|
1.1
|
0.7
|
|
Total Inferred
|
82,000
|
1.7
|
3.0
|
1.9
|
|
Notes:
1. CIM definitions (2014)
were followed for classification of mineral resources.
2. Mineral resources for
the Gryphon deposit are estimated at an incremental cut-off grade
of 0.2% U3O8 using a long-term uranium price of USD$50/lb and a
USD$/CAD$ exchange rate of 0.75. The cut-off grade is based on
incremental operating costs for low-grade material.
3. Mineral resources for
the Phoenix deposit are reported above a cut-off grade of 0.8%
U3O8. Mineral resources for the Phoenix deposit were last estimated
in 2014 to reflect the expansion of the high-grade zone. As no new
drilling has been completed at Phoenix since that time, the mineral
resource estimates for the Phoenix deposit remain
current.
4. Bulk density is derived
from grade using a formula based on 196 measurements from Phoenix
and 279 measurements from Gryphon.
5. Numbers may not add due
to rounding.
6. Mineral resources are
inclusive of mineral reserves.
7. Mineral resources that
are not mineral reserves do not have demonstrated economic
viability.
Phoenix
Deposit Estimation Methodology
The mineral resource
estimate at Phoenix is based on data collected from several surface
diamond drilling campaigns from 2008 to 2014.
Geology, structure, and
the size and shape of the mineralized zones have been interpreted
using data from 243 diamond drill holes, which resulted in
three-dimensional wireframe models that represent 0.05%
U3O8 grade envelopes. The
mineralization model consists of a higher-grade zone within an
envelope of lower grade material, resulting in two main estimation
domains - higher grade and lower grade. Additionally, a new domain
representing a small zone of structurally controlled basement
mineralization was added at the north end of the
deposit.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
4
Based on 196 dry bulk
density determinations, Denison developed a formula relating bulk
density to uranium grade which was used to assign a density value
to each assay. Bulk density values were used to weight grades
during the resource estimation process and to convert volume to
tonnage.
Uranium grade times
density (GxD) values and density (D) values were interpolated into
blocks in each domain using an inverse distance squared
(ID2)
algorithm. Hard domain boundaries were employed such that drill
hole grades from any given domain could not influence block grades
in any other domain. Very high-grade composites were not capped but
grades greater than a designated threshold level for each domain
were subject to restricted search ellipse dimensions in order to
reduce their influence. Block grade was derived from the
interpolated GxD value divided by the interpolated D value for each
block. Block tonnage was based on volume times the interpolated D
value.
The mineral resource
estimate for the Phoenix deposit was classified as indicated and
inferred based on drill hole spacing and apparent continuity of
mineralization. The block models were validated by comparison of
domain wireframe volumes with block volumes, visual comparison of
composite grades with block grades, comparison of block grades with
composite grades used to interpolate grades, and comparison with
estimation by a different method.
Gryphon
Deposit Estimation Methodology
The updated mineral
resource estimate for the Gryphon deposit is based on a total of
210 drill holes. The three-dimensional mineralized wireframes were
created by Denison utilizing Gemcom software following detailed
interpretation of the deposit geology and structure, and then
audited for completeness and accuracy by RPA using Vulcan software.
The wireframes were defined using a threshold of 0.05%
U3O8
and minimum thickness of two metres. One higher grade domain was
defined within the A1 lenses and three higher grade domains were
defined in the D1 lenses based on a threshold of 4.0% U3O8.
Based on 279 dry bulk
density determinations, a polynomial formula was determined
relating bulk density to uranium grade, which was used to assign a
density value to each assay. Bulk density values were used to
weight grades during the resource estimation process and to convert
volume to tonnage. GxD values and D values were interpolated into
blocks measuring five metres by one metre by two metres using an
ID2
algorithm since variograms were not considered appropriate to
derive kriging parameters. Hard domain boundaries were employed at
the wireframe edges, so that blocks within a given wireframe were
only informed by grade data from that wireframe. For the A1
high-grade domain, assays were capped at 30% U3O8 with a search
restriction applied to composite grades over 20%, and for the D1
high-grade domains, assays were capped at 20% U3O8 with no search
restriction. For the A1-A4, B3-B7, C4-C5, and D2-D4 low-grade
domains, assays were capped at 10% U3O8. For the C1
low-grade domain, assays were capped at 20% U3O8 with a search
restriction applied to composite grades over 10%. For the B1, B2,
E1, and E2 low-grade domains, assays were capped at 15%
U3O8 with search
restrictions applied to composite grades over 10% U3O8 for the B1 domain
and 5.0% U3O8 for the E2 domain.
For the D1 low-grade domain, assays were capped at 5% U3O8. Block grade was
derived from the interpolated GxD value divided by the interpolated
D value for each block. Block tonnage was based on volume times the
interpolated D value.
The mineral resource
estimate for the Gryphon deposit was classified according to the
drill hole spacing and the apparent continuity of mineralization,
as either indicated mineral resources (generally, drill hole
spacing of 25 m x 25 m) or inferred mineral resources (generally,
drill hole spacing of 50 m x
50 m). The block models were validated by comparison of domain
wireframe volumes with block volumes, visual comparison of
composite grades with block grades, comparison of block grades with
composite grades used to interpolate grades, and comparison with
estimation by a different method.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
5
|
|
1.2.5
|
Mineral Reserves within PFS Design Plan
|
Phoenix
The mineral reserve for
Phoenix is estimated at 59.7 million pounds of U3O8 at an average grade
of 19.1% over 141,000 tonnes as summarized in Table 1-2. The
mineral reserve was prepared by Woodard & Curran Inc. based on
the mineral resources prepared by RPA and the use of In situ
Recovery (ISR) mining method. The ISR process has been designed to
a level appropriate for a PFS. The mineral reserve estimate stated
herein is consistent with CIM definitions and is suitable for
public reporting. As such, the mineral reserves can only be based
on measured and indicated mineral resources and cannot include any
inferred mineral resources. The Phoenix mineral resource does not
include any measured resource material. Indicated resources are
converted directly to probable reserves.
Table
1-2. Mineral Reserve Estimate -
Phoenix
|
Category
|
Million lbs U3O8
|
Grade
|
Tonnes
|
|
Proven
|
0
|
0
|
0
|
|
Probable
|
59.7
|
19.1%
|
141,000
|
|
TOTAL
|
59.7
|
19.1%
|
141,000
|
Notes:
1.
CIM definitions (2014) were followed
for classification of mineral reserves.
2.
Mineral reserves are stated at a
processing plant feed reference point.
3.
Mineral reserves for the Phoenix
deposit are reported at the mineral resource cut-off grade of 0.8%
U3O8. The mineral
reserves are based on the block model generated for the May 28,
2014 mineral resource estimate. A mining recovery factor of 85% has
been applied to the mineral resource above the cut-off
grade.
Gryphon
The Gryphon mine
production plan is based on using longhole mining methods to
recover the ore located between approximately -30 and -280 metres
above sea level (MASL). The mineral reserve for Gryphon is
estimated at 49.7 million pounds U3O8 (1.2M tonnes grading
at 1.8% U3O8) as summarized in
Table 1-3. The mineral reserve has been estimated by Stantec based
on the resource block model prepared by RPA.
The mine design and
mineral reserve estimate have been completed to a level appropriate
for a PFS. The mineral reserve estimate stated herein is consistent
with CIM definitions, based on indicated mineral resources, and
does not include any inferred mineral resources. The Gryphon block
model did not include any measured resource material. Indicated
resources are converted directly to probable reserves. The inferred
resources contained within the mine design are classified as
waste.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
6
Table
1-3. Mineral Reserve Estimate -
Gryphon
|
Category
|
Tonnes
|
Grade
(% U3O8) |
Million lbs U3O8
|
|
Proven
|
0
|
0.0
|
0
|
|
Probable
|
1,257,000
|
1.8
|
49.7
|
|
TOTAL
|
1,257,000
|
1.8
|
49.7
|
Notes:
1.
CIM definitions (2014) were followed
for classification of mineral reserves.
2.
Mineral reserves are stated at a
processing plant feed reference point.
3.
Mineral reserves for the Gryphon
deposit are estimated at a cut-off grade of 0.58% U3O8 using a long-term
uranium price of USD$40/lb and a USD$/CAD$ exchange rate of 0.80.
The mineral reserves are based on an operating cost of $574/tonne,
milling recovery of 97%, and 7.25% fee for Saskatchewan royalties.
Mineral reserves include for diluting material and mining
losses.
|
|
1.2.6
|
Hydrogeology
|
Hydrogeological conditions
at the Wheeler River deposits were assessed during drilling
programs in 2015 through 2018. Data from the hydraulic testing,
pressure transducer systems, water levels surveys, water chemistry,
and lab testing of core samples were combined with geological
modelling and structural interpretation to build an understanding
of the hydrogeological system.
The natural groundwater
elevation at Phoenix is shallow, within a few meters of surface
elevation. The deposit, sitting at the unconformity at a nominal
420 m depth, is below the natural ground water elevation and is
therefore subject to the full hydrostatic head of the water in the
overlying sandstone. The sandstone formation surrounding the
deposit and in the hangingwall is highly fractured and
unconsolidated, resulting in highly permeable ground conditions.
Rock quality in the basement rock below the deposit and the
associated paleo weathering profile indicates fair to good rock
mass conditions with the presence of fault structures. These units
are much more competent with localized fractures and structures. As
a whole, the basement units have lower permeability (restricting
water flow) with localized structures or fractures bearing higher
permeability. The deposit itself is a highly variable mass with
localized zones of competent and lower permeable conditions,
intermixed with areas of unconsolidated zones with much higher
permeability.
The hydrogeological system
surrounding the Phoenix deposit has been assessed as it pertains to
the proposed ISR mining option. The mine design, with the
encapsulating freeze dome and underlying basement formations,
provides a controlled groundwater system that will greatly simplify
control of ISR fluids due to the hydraulic containment. Testing to
date indicates that fluid flow through the mineralized portion of
the deposit is expected to be viable at rates required for designed
production.
The Gryphon deposit has an
extensive data set with data covering the overlying Athabasca
formations, the regional unconformity, and the basement complex.
This data, captured during drill programs in 2015-2018, was used to
model potential inflows to the basement hosted deposit and
underground workings, with results comparing very closely to
similar mines in the Athabasca Basin.
Similar
to Phoenix, the natural groundwater elevation is at or close to
surface and is hydraulically connected to the unconformity located
at approximately 465 m below surface. The sandstone above the
unconformity features a smaller alteration signature with generally
competent sandstone with lower permeability features. With the
exception of the shafts, no mine development occurs in the
sandstone, thus no geotechnical assessments were completed in this
unit. The excavation method and liner for both the production and
ventilation shafts were designed considering the results of the
shaft test hole program completed in 2017.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
7
Potential for inflow of
water from the overlying unconformity and Athabasca formations was
assessed both numerically and benchmarked against other mines in
the Athabasca Basin. Based on the low hydraulic conductivity of the
unconformity in all tests to date at Gryphon and the lack of
identified hydraulic connection between the unconformity and the
mining zones, the risk of inflow in this geological zone is
considered to be lower than at other Athabasca basin operations.
Inflow control and risk mitigation from the overlying sedimentary
units is considered to be feasible through mine design (avoidance
of thin crown pillar) and mining practice (assessment and
mitigation through probe and grout) in potential areas of suspected
steep angle structure, etc.
|
|
1.2.7
|
Mine Geotechnical
|
For the Gryphon deposit,
the PFS mine plan proposes two underground mining methods,
longitudinal and transverse long hole stoping with cemented rock
backfill (CRF). A 15 m level spacing is proposed with longitudinal
stopes averaging 5.9 m wide, 17 m along strike. Stope dimensions
were analyzed and defined using the empirical open stope design
methodology known as Mathews-Potvin or the Stability Graph Method
(Hutchinson & Diederichs 1996). Application of the method
indicates the deposit is amenable to the planned longitudinal and
transverse long hole stoping (refer to section 16).
Rock mass quality
throughout the Gryphon
deposit typically ranges from predominantly “FAIR” to
“GOOD” using established rock mass classification
terminology (Rock Mass Rating (RMR) and Q-systems). Within the
Basement units the intact rock strength can vary between R0 (very
weak) to R5 (very strong). ‘Typical’ fresh basement
rock is classified as R3 (strong rock, 50-100 MPa). In the mine
plan a standard ground support pattern of bolts and screen has been
designed to control rock movement during operations. However,
during operations there are likely to be localized areas that may
be subject to mining-induced deterioration of ground conditions
which may require additional ground support.
Recent hydrogeological
assessment completed by SRK indicates relatively low hydraulic
conductivity rock mass conditions within the basement units at
Gryphon. For geotechnical engineering purposes the rock masses have
been considered wet but dewatered (i.e. not subject to significant
water pressure or flows). In the event that permeable geological
structures are encountered during mine development, localized water
control grouting campaigns may be required. Rock discontinuities
generally appear amenable to cementitious grout
injection.
The upper portion of the
mining horizon is located ~25 m below the unconformity and below
the paleo weathering profile. It is recommended to complete this
and other high-risk development under probe and grout cover programs to reduce
the risk of uncontrolled water inflow.
|
|
1.2.8
|
Phoenix Mining
|
In situ recovery (ISR),
also known as solution mining, involves leaving the ore in the
ground and extracting the minerals from the ore by dissolution
using a leaching solution (lixiviant) and recovering the uranium
bearing solution. Once recovered, the solution is transported to a
mineral processing facility, where the uranium is recovered in much
the same way as in any other uranium mill (World Nuclear
Association, October 2017, “In Situ Leach Mining of
Uranium”). Consequently with ISR mining there is minimal
surface disturbance and no tailings or waste rock
generated.
Denison plans to mine
the Phoenix deposit using the ISR extraction method with a low pH
lixiviant. This same method is successfully used in global ISR
operations in areas such as Kazakhstan and Australia. Uranium ISR
uses the native groundwater in the orebody, which is fortified with
a low pH solution and in most cases an oxidant. Pumping the
solution through the ore zone and allowing the solution to contact
the ore requires sufficient permeability of the ground. As noted in
Section 1.2.6, the Phoenix deposit does exhibit the required
permeability conditions and is expected to be amenable for ISR
mining.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
8
Physically ISR mining is
conducted through drill holes from surface to the orebody, known as
wells. Wellfields are the groups of wells, installed and completed
in the mineralized zones that are designed to effectively target
delineated mineralization and reach the desired production goals.
The mineralized zones are the geological sandstone units where the
leaching solutions are injected and recovered via wells in an ISR
wellfield. At present, the drilling of individual wells will be
carried out utilizing either air rotary or mud rotary methods. The
wellfield at Phoenix has been designed using a standard hexagonal
pattern with 10m spacing between wells. Table 1-4 includes the
total meters and drillholes required for the life of mine using
this design and Figure 1-1 shows an isometric view of the
drillholes from surface.
Table
1-4. Cumulative Wells and
Meterage for the Phoenix Orebodies
|
Well Type
|
Number of Wells
|
Meterage
|
|
Recovery
Wells
|
94
|
40,420.00
|
|
Injection
Wells
|
199
|
85,570.00
|
|
Monitoring
Wells
|
17
|
7,310.00
|
|
Total
|
310
|
133,300.00
|
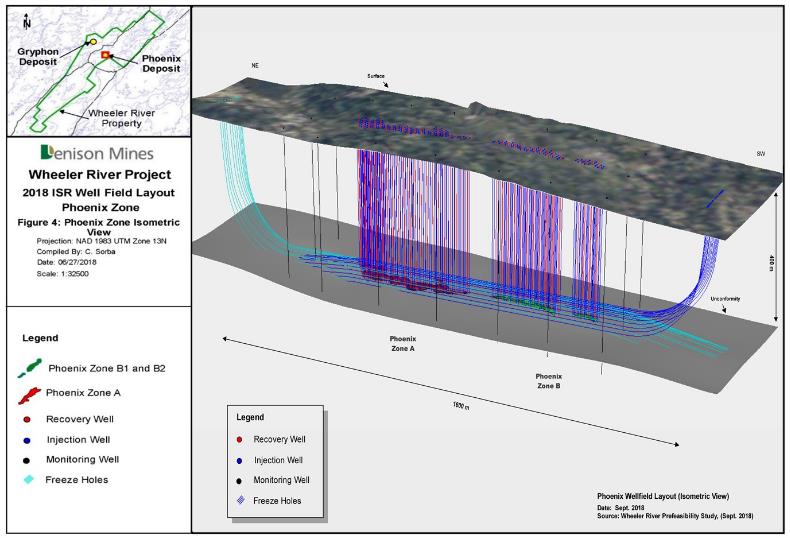
Figure
1-1. Isometric View of Phoenix
Wellfield Layout
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 9
The uranium ISR process proposed in this PFS
will involve the dissolution of the water-soluble uranium compound
from the mineralized host sandstones at low pH ranges using acidic
solutions. The acidic solution will dissolve and mobilize the
uranium, allowing the dissolved uranium to be pumped to the surface
within the mining solution.
Containment of the
solution is a requirement in ISR operations to ensure recovery of
the uranium and to minimize regional groundwater infiltration into
the ore zone and associated dilution of the mining solution. In
typical ISR operations, this is normally achieved through natural
clay or other impermeable geological layers. At Phoenix, the
basement rock below the orebody achieves this purpose but the
sandstone formation which hosts and surrounds the ore zone is not
impermeable and is hydraulically connected to the regional
groundwater system throughout the Athabasca basin. As a result, in
order to maintain containment, the entire orebody will be isolated
by use of an artificial freeze wall that will cover all sides and
above the orebody to create an impermeable dome to surround the
deposit. This dome will be keyed into the impermeable basement
rocks on all sides. The freeze wall will be established by drilling
a series of cased holes from surface and across the orebody, and
keyed into the basement rock. Circulation of a low temperature
brine solution in the holes will remove heat from the ground,
freezing the natural groundwater, and establishing an impermeable
frozen wall encapsulating the deposit (Figure 1-2).
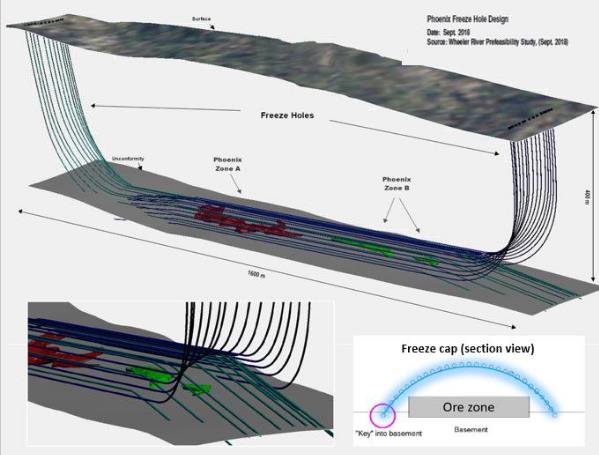
Figure
1-2. Phoenix Freeze Cap
Design
After the low pH solution
has passed through the deposit, dissolving uranium, it will be
pumped to a surface processing plant for uranium recovery. Due to
the low impurity levels in the ore and the high uranium
concentration of the solution expected to be recovered (due to the
high grade nature of Phoenix mineralization), processing of the
uranium bearing solution is not expected to require certain typical
recovery circuits (i.e. ion exchange and solvent extraction) and
may be directly precipitated out of solution. The precipitates are
then dried and packaged for sale. The barren solution is then
re-fortified with reagents and recycled through the process,
resulting in a closed loop system with no expected discharge to the
environment. Figure 1-3 shows the ISR mining process designed for
Phoenix.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
10

Figure
1-3. Phoenix ISR
Design
The authors have estimated
the mine life based on head grade, estimated resource, flow rates,
and closure requirements for the Phoenix deposit. Production will
occur consecutively and simultaneously across the Phoenix deposit
over a period of approximately 11 years (including a one-year ramp
up and one-year ramp down period). Restoration and reclamation will
be implemented following production and will continue for
approximately 5 years beyond the production period. Accordingly,
the overall mine life of the Phoenix deposit is approximately 18
years from initiation of construction activities to completion of
restoration and decommissioning/reclamation.
Development and Production
Schedule
A Gantt style schedule was
prepared to demonstrate the wellfield drilling, processing plant
construction, and other site surface construction of the Phoenix
project (Figure 1-4). Construction is expected to take
approximately 2.5 years with the critical path to production being
establishing the freeze wall to encapsulate the deposit and
construction of the processing plant. The production period will be
approximately 11 years. Total annual production is estimated at 6M
U3O8 lbs per year with
Figure 1-5 illustrating life of mine production.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
11

Figure
1-4. Phoenix Construction
Schedule

Figure
1-5. Phoenix Production
Profile
|
|
1.2.9
|
Gryphon Mining
|
The PFS mine plan allows
for Gryphon to be accessed via two shafts from surface, the
production shaft (full-service, 5 m diameter, 550 m deep) and the
ventilation shaft (4.5 m diameter, 500 m deep), to support
underground development and production. Heated fresh air will be
delivered via the production shaft, with return air exhausted up
the ventilation shaft. An emergency hoist/conveyance will be
installed in the ventilation shaft. Figure 1-6 shows an isometric
view of the Gryphon mine.
The Gryphon resource
extends from -2 MASL elevation to the -306 MASL elevation. A
minimum 25 m permanent pillar will be left below the
unconformity, with the first underground longhole mining level
located at the 567 Level or -32 MASL elevation.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
12

Figure
1-6. Isometric View –
Gryphon 3D Mine Model
Access from the production
shaft to the mine workings will be via a single ramp (4.5 m wide x
5.0 m high at a typical gradient of -15 percent) to be
developed from the 500 Level (Shaft Station) to the 815 Level.
The main haulage ramp will be located on the hangingwall side of
the deposit and will be used to provide access for personnel and
materials from the shaft to the mine workings, for movement of
mining equipment from level to level within the mine, and for
ore/waste haulage to the rockbreaker station near the
shaft.
Each mining sublevel (15 m
vertical intervals) is connected to an internal fresh air raise and
an internal exhaust raise. The fresh air raise will serve as a
second means of exit from the sublevels. The Gryphon deposit
plunges to the northeast and the access ramp is designed to follow
the plunge. Short sections of ventilation transfer drifts are
included in the design to allow the ventilation raise systems to
follow the plunge.
Ore will be truck hauled
to a rockbreaker/grizzly station on the 500 Level near the
production shaft and hoisted to surface. The underground mine is
expected to produce approximately 605 tonnes per day of ore and an
average of 330 tonnes per day of waste rock during the steady state
operating period.
Underground production
will be from the longhole stoping mining method, primarily
longitudinal retreat. Longitudinal retreat involves accessing the
resource from a central access point on each sublevel, developing
ore sills (overcut and undercut drifts) along strike to the extents
of each zone, and mining stopes from the extents back to the
initial access. Mined stopes will be backfilled using a combination
of rockfill, cemented rockfill, and hydraulic fill. The hydraulic
fill will be directed to the empty stopes by means of boreholes and
pipelines. Waste rock and cemented rockfill will be directed to the
stopes via underground haulage trucks and LHDs.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
13
The mine has been divided
into five mining blocks, E Zone, Lower D, Upper and Lower Main, and
Upper SW. Each mining block will be mined from the bottom
up.
Stope overcut and undercut
drifts will be driven at an average of 5.9 m wide x 4.0 m high and
will include 100% shotcrete coverage and 150 mm of ballast on the
floor to reduce the potential for radiation exposure.
The mine ventilation
system will consist of two ventilation openings to surface. The
production shaft will supply fresh air and the ventilation shaft
will exhaust the air. Fresh air will split on the 500 Level
down the haulage ramp and across to the 500 Level fresh air raise
(FAR). Fresh air will transfer down a series of FARs and will be
pulled off on the levels and into the active working areas. Rigid
ducting will be installed close to the face and will pull the
exhaust air from the face back to the return air raises (RAR),
which are connected to the ventilation shaft on 500 Level. The
ventilation shaft will also serve as a second egress from the
mine.
The main mine dewatering
system will consist of a clean water pumping system, using
decanting sumps on the 500 Level to settle solids. The decanted
water will be pumped to surface via piping in the ventilation
shaft. A series of boreholes and sumps will stage the water to the
500 Level decanting station.
In the case of a major
inflow of water, an emergency sump/pump station will be established
on the 582 Level. Water staged from the underground workings
will be directed to the unconsolidated waste-filled stopes above
the 582 Level sump. The water will be collected at the bottom of
the stopes (using the fill to filter out some of the suspended
material) and pumped directly to the main pump station on 500
Level, bypassing the decanting sumps. Bulkheads will be constructed
in the ramp at strategic locations to reduce the risk of the
inflows overwhelming the dewatering system.
Development and Production
Schedule
A Gantt style schedule was
prepared to demonstrate the surface construction, shaft sinking,
and the construction, development, and production phases of the
Gryphon project (Figure 1-7). There will be slightly more than six
years of pre-production period from the time the shaft construction
starts in Q3 of 2023 until first production begins in Q1 2029. The
production period will be approximately six years. Average annual
production is ~600 tonnes per day equating to ~6M lbs per year and
is driven to match expected mill capacity.

Figure 1-8 shows the
Gryphon mine summary production schedule. Estimated life of mine
(LOM) production totals 1.26 Mt of mill feed at an average grade of
1.79% U3O8 containing 49.7 Mlbs
of U3O8.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
14
Figure
1-7. Underground Production and
Development Schedule
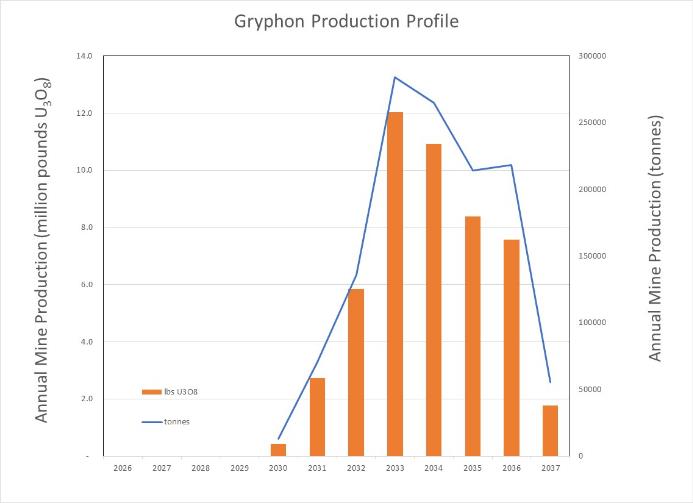
Figure
1-8. Gryphon Production
Profile
Underground Mine
Development
Mine development will be
completed using traditional drill and blast mining methods. The
development of the haulage ramp is expected to be on the critical
path for the mine development. As development progresses to the
production levels, additional headings will become available. The
estimated LOM lateral development requirements are summarized in
Table 1-5.
Table
1-5. LOM Lateral Development
Requirements
|
Item
|
Quantity (m)
|
|
Capital
|
9,658
|
|
Ramp
|
3,576
|
|
Access/Infrastructure
|
6,082
|
|
Operating
|
407
|
|
Access
|
407
|
|
Ore Body Development
(Silling)
|
9,544
|
|
Ore
|
3,829
|
|
Marginal
|
1,184
|
|
Waste
|
4,531
|
|
Total Lateral
|
19,609
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 15
Table 1-6 shows the
estimated LOM vertical development requirements planned for
Gryphon.
Table
1-6. LOM Vertical Development
Requirements
|
Item
|
Quantity
(m) |
|
Vertical Development
|
|
|
Production Shaft (5.0 m
dia. finished)
|
550
|
|
Ventilation Shaft (4.5
m dia. finished)
|
500
|
|
Internal Ventilation
Raise (4.0 m dia.)
|
317
|
|
Internal Ventilation
Raise (3.0 m dia.)
|
285
|
|
Total Vertical
|
1,652
|
Waste Rock
Broken and Backfill Requirements
Table 1-7 shows estimated
LOM quantities of development waste rock broken and rock required
for backfilling. Underground waste rock is considered potentially
acid generating. For the Gryphon orebody, early waste development
rock will be hoisted to surface as required and stored in a
suitably designed containment area. A total of 320,000 tonnes
of hoisted waste rock has been identified over years 1 through 4,
inclusive, during the LOM (excludes waste produced during shaft
sinking).
Table
1-7. Waste Rock Broken, Backfill,
and Ballast Quantities
|
Item
|
2028
|
2029
|
2030
|
2031
|
2032
|
2033
|
2034
|
2035
|
2036
|
2037
|
|
Waste Material Produced
|
||||||||||
|
Marginal Ore
|
0
|
0
|
0
|
0
|
7,763
|
11,749
|
10,692
|
11,161
|
0
|
0
|
|
Special Waste
|
0
|
0
|
11,156
|
18,668
|
27,714
|
47,903
|
48,612
|
40,577
|
23,697
|
2,893
|
|
Other
Waste
|
0
|
57,579
|
153,896
|
136,394
|
83,344
|
62,899
|
55,390
|
22,700
|
0
|
0
|
|
Consumed Underground
|
||||||||||
|
Backfill
|
0
|
0
|
7,016
|
43,826
|
89,676
|
107,994
|
101,365
|
65,099
|
19,366
|
2,197
|
|
Ballast
|
0
|
5,606
|
16,739
|
15,936
|
13,240
|
14,558
|
13,330
|
9,338
|
4,331
|
696
|
|
Hoisted
(waste only) |
0
|
51,972
|
141,297
|
95,300
|
15,905
|
0
|
0
|
0
|
0
|
0
|
|
|
1.2.10
|
Phoenix Mineral Processing
|
The uranium bearing
solution from the Phoenix wellfield will be directed to a
self-contained processing facility located adjacent to the
wellfield. The processing plant will house most of the process
equipment in a 46,500 square foot pre-fabricated metal building.
The proposed processing plant for the Phoenix ISR process will have
four major circuits: impurities removal, yellowcake precipitation,
dewatering/drying, and packaging. The processing plant will also
have filtration systems, bulk chemical storage, process solution
storage tanks, and a control room.
Uranium bearing solution
from the wellfields will be pumped to the processing plant for
beneficiation as described below:
|
|
●
|
Impurities removal – Uranium liberated from
underground in the Phoenix deposit will be routed to an iron/radium
removal circuit, where the pH of the solution will be adjusted to
allow the precipitation of iron hydroxide and other metals. Once
the iron hydroxide has precipitated out of the solution, the
solution will be routed to the primary yellowcake precipitation
circuit.
|
|
|
●
|
Yellowcake precipitation – The solution will
be pH adjusted to optimal levels for uranium precipitation with
sodium hydroxide, then yellowcake product will be precipitated with
hydrogen peroxide, using sodium hydroxide to maintain optimal pH.
Following uranium precipitation into yellowcake slurry, the barren
mining solution will be reconstituted to the proper acid level
prior to being pumped back to the wellfield for reinjection.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 16
|
|
●
|
Yellowcake dewatering/drying and packaging –
The precipitated yellowcake slurry will be transferred to a filter
press, where excess liquid will be removed. Following a fresh water
wash step that will further clean the yellowcake product, the
resulting yellowcake will be transferred to the dryer, which will
further reduce the moisture content, yielding the final dried,
free-flowing product. Refined yellowcake will be packaged in
55-gallon drums.
|
For the PFS, a process
flowsheet and mass balance of the process has been completed, as
well as a general arrangement of the plant itself, including all
major mechanical equipment (Figure 1-9).
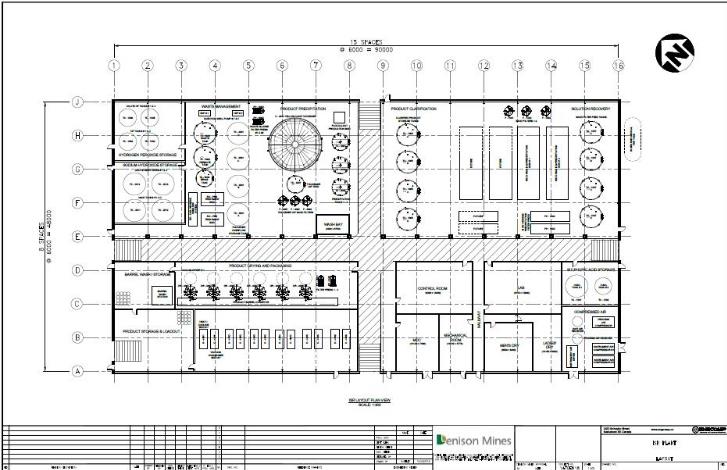
Figure
1-9. General Arrangement of the
ISR Plant
The different types of
chemical reagents will be stored, used, and managed to ensure
worker and environmental safety in accordance with standards
developed by regulatory agencies and vendors. Taken together, it is
expected to achieve 98.5% recovery of metal delivered to the
plant.
|
|
1.2.11
|
Gryphon Mineral Processing
|
The PFS plan assumes that
Gryphon ore will be transported to the McClean Lake mill for
processing. The mill is currently processing material from the
Cigar Lake mine; however, it has additional licenced processing
capacity to a total annual production of up to 24,000,000 lbs
U3O8.
The mine plan for Wheeler
River aligns well with known available capacity at the McClean Lake
mill. Proposed Gryphon deposit production scenarios do not exceed
McClean Lake’s currently licenced capacity of 24 Mlbs/a
U3O8 production, given
certain assumptions regarding future production from the Cigar Lake
mine. Gryphon ore is expected to be milled in parallel to Cigar
Lake Phase 2 production. Cigar Lake Phase 2 production, which is
not fully defined, is assumed to be 15 M
lbs/a U3O8, allowing for
Gryphon ore processing at 9 M lbs/a U3O8.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
17
The results of the
metallurgical test work program completed for the PFS indicate that
the Gryphon deposit is amenable to recovery utilizing the existing
McClean Lake mill flowsheet. Moreover, the deposit is amenable for
processing under similar conditions to those currently used in the
McClean Lake mill. Overall process recovery based on metallurgical
test work conducted to date has been estimated at 98.4%
(co-processed with Cigar Lake) for Gryphon ore. Uranium recoveries
of 98.2% have been applied in the financial modelling for
Gryphon.
|
|
1.2.12
|
Surface Infrastructure
|
Main land access to the
sites is from Saskatchewan Highway 914, the existing haul road
between the McArthur River mine and the Key Lake processing
plant.
Site preparation
earthworks will first be undertaken at the Phoenix site including
areas for the wellfield and freeze hole drilling, precipitation
plant and designated camp and services areas.
A 1,600 m long airstrip is
planned to be positioned in a natural, relatively flat valley to
the northeast of the Phoenix deposit.
Figure 1-10 is a plan view
of the Wheeler River project, showing the Gryphon and Phoenix
deposits relative to the existing Wheeler River camp and Provincial
Highway 914. The Gryphon deposit is roughly 3 km NW of the Phoenix
deposit.
With the exception of the
airstrip, all common facilities and services will be provided at
the Phoenix site, as it will be developed first. Gryphon personnel
will be housed at the camp facilities on the Phoenix
site.
Production from the
Gryphon site will be trucked to the existing McClean Lake mill to
the northeast, via existing Provincial Highway 914, including 51 km
of new road between the McArthur River mine and the Cigar Lake
mine.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
18
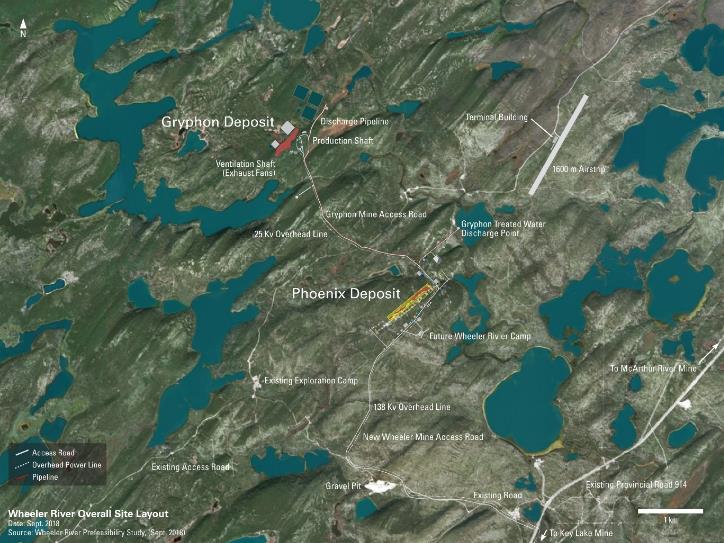
Figure
1-10. Wheeler River Project Site
Showing Phoenix and Gryphon Deposits
Figure 1-11 is a
conceptual layout of the plan view of the Phoenix operation’s
surface facilities, showing the relative scale and nominal
footprint size of major infrastructure items,
including:
|
|
●
|
Area allocation over the defined deposit for an in
situ leaching wellfield option
(90 m x 800 m);
|
|
|
●
|
ISR processing plant (90 m x 48 m);
|
|
|
●
|
Operations centre (61 m x 41 m), including
men’s and women’s dry facilities, 3-bay maintenance
shop, welding bay, warehouse, emergency response vehicle storage,
mine rescue and emergency response office, laboratory,
nurse’s station, training room, offices (administration,
maintenance, and supply chain), meeting rooms, lunch room, and
radiation monitoring room;
|
|
|
●
|
150-person camp with kitchen and laundry
facilities;
|
|
|
●
|
Personal-vehicle parking;
|
|
|
●
|
Main electrical substation (50 m x 50 m);
|
|
|
●
|
North and south gatehouses;
|
|
|
●
|
Outdoor and covered storage (15 m x 30 m);
|
|
|
●
|
Wash bay and scanning facility;
|
|
|
●
|
30 m long, 80 tonne weigh scale;
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
19
|
|
●
|
Potable water treatment facility;
|
|
|
●
|
Fuel storage and dispensing facility (gas and
diesel);
|
|
|
●
|
Fire water tank and pumphouse;
|
|
|
●
|
Two bullet propane tank farm;
|
|
|
●
|
Sewage treatment facility;
|
|
|
●
|
Incinerator;
|
|
|
●
|
Backfill plant with storage facility;
|
|
|
●
|
Outdoor fenced hazardous storage area (30 m x 30
m);
|
|
|
●
|
Fenced landfill area (90 m x 90 m);
|
|
|
●
|
Water discharge station;
|
|
|
●
|
Special waste storage (46 m x 46 m, 3,200 cubic
meter capacity); and
|
|
|
●
|
Clean waste rock storage (60 m x 60 m, 7,100 cubic
meter capacity).
|

Figure
1-11. Phoenix Site Conceptual
Layout
Figure 1-12 is a
conceptual layout of the plan view of the Gryphon site surface
facilities, showing the relative scale and nominal footprint size
of major infrastructure items, including:
|
|
●
|
Headframe and collar house for the 5.5 m diameter
production shaft;
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
20
|
|
●
|
Hoist house and production/service hoist for
production shaft;
|
|
|
●
|
Hoist house and hoist for auxiliary cage in
production shaft;
|
|
|
●
|
Headframe, hoist house, and hoist for auxiliary
cage in ventilation shaft (secondary egress);
|
|
|
●
|
Fresh air ventilation fans and propane fired air
heaters with ventilation plenum at headframe;
|
|
|
●
|
Surface ore storage (55 m x 55 m, 3,000 cubic meter
capacity);
|
|
|
●
|
Clean waste rock storage (104 m x 104 m, 45,000
cubic meter capacity);
|
|
|
●
|
ARD/ML waste storage (180 m x 180 m, 210,000 cubic
meter capacity);
|
|
|
●
|
Main south gatehouse;
|
|
|
●
|
Operations centre (20 m x 20 m), including space
for mine rescue equipment and facilities, and a number of small
offices;
|
|
|
●
|
Backfill plant (20 m x 20 m) and 60 m diameter
backfill aggregate pile;
|
|
|
●
|
Electrical room module (20 m x 6 m);
|
|
|
●
|
Explosives magazine (50 m x 50 m), with a
designated security gate on its access road;
|
|
|
●
|
Outdoor fenced storage (15 m x 30 m);
|
|
|
●
|
Fuel storage and dispensing facility (gas and
diesel);
|
|
|
●
|
Fire water tank and pumphouse;
|
|
|
●
|
Three bullet propane tank farm (close proximity to
headframe);
|
|
|
●
|
Water treatment plant (40 m x 40 m);
|
|
|
●
|
Two water treatment plant holding ponds (each at 48
m x 48 m, 7,500 cubic meter capacity); and
|
|
|
●
|
Three water management ponds (each at 200 m x 200
m, 270,000 cubic meter capacity).
|
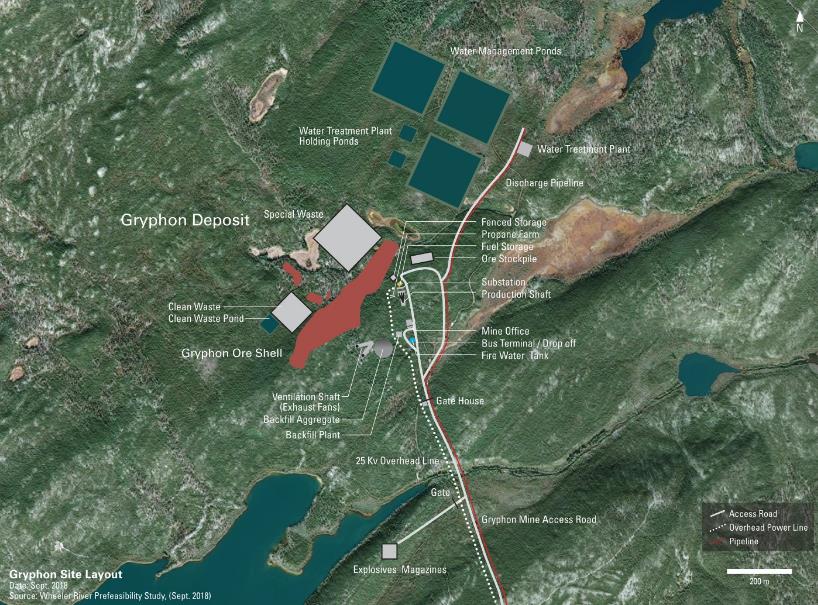
Figure
1-12. Gryphon Site Conceptual
Layout
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 21
|
|
1.2.13
|
Environmental and Permitting and Community
Consultations
|
There are no recognized
environmental fatal flaws associated with this
project.
The Phoenix project has
the potential to be one of the most environmentally friendly
uranium mining projects in the world.
|
|
●
|
The ISR approach produces no tailings
products.
|
|
|
●
|
The closed loop system of the processing plant
eliminates any major sources of water to be discharged to the
environment. Due to evaporation and moisture content of the
yellowcake product, the processing plant may require small volumes
of make-up water.
|
|
|
●
|
Minimal volumes of surface run-off will be
captured, treated, and used as make-up water in the processing
plant or re-injected underground.
|
|
|
●
|
Low to near zero carbon emissions due to the lack
of heavy equipment and provision of power from the provincial power
grid.
|
|
|
●
|
Small volumes of waste products from the iron
precipitation circuits will be temporarily stored on surface and
disposed of in the underground stopes at Gryphon.
|
At Gryphon, the most
significant environmental concern associated with the project will
be the management of treated mine effluent. Investigations into
environmentally acceptable discharge locations has identified
suitable sites nearby that will minimize any impacts from treated
effluent discharge. Other waste products, such as potentially acid
generating waste rock or low-grade waste products, will be used
underground as backfill on a priority bases where possible.
Otherwise, such materials will be stored in approved facilities
designed for safe closure and decommissioning. Future studies will
evaluate the potential for 100% underground storage to elimination
the need for surface facilities.
Denison believes all
potential environmental impacts can be successfully mitigated
through the implementation of industry best practices.
The project will require
completion of Federal and Provincial environmental assessments. It
is estimated the assessments will require approximately 24 to 36
months to complete following the submission of a detailed project
description.
Denison recognizes the
importance of early stakeholder engagement and has been developing
relationships with key stakeholders since 2016. A detailed
stakeholder engagement program was developed with highlights to
date including:
|
|
●
|
Establishment and
financial support for training and educational programs for
residents of stakeholder communities;
|
|
|
●
|
Establishment of
employment opportunities for residents of stakeholder
communities;
|
|
|
●
|
Procurement of goods
and services from northern based suppliers to support continued
exploration activities;
|
|
|
●
|
Engagement of
stakeholder communities to provide input in aspects of the project
design including access road routing, treated water discharge
location, selection of mining method for Phoenix; and
|
|
|
●
|
Generally supportive
responses from communities encouraging the development of the
project and requests for negotiation of formal support
agreements.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 22
|
|
1.2.14
|
Capital and Operating Costs
|
Capital and operating cost
estimates were developed to support the PFS of the Gryphon and
Phoenix deposits. The estimates address the initial capital,
sustaining capital and operating costs required to engineering,
procure, construct, commissioning, start-up and operate the mines,
ISR precipitation plant and related infrastructure at the Wheeler
River site and upgrades at the McClean Lake mill. Estimates were
completed to AACE class four level with an accuracy of -15% to -30%
on the low side and +20% to +50% on the high side.
The Wheeler River project
total capital cost is estimated at approximately $1.13 billion,
comprised of $322.5 million of initial pre-production capital for
the Phoenix operation and $623 million of initial pre-production
capital for the Gryphon operation as outlined in Table
1-8.
Table
1-8. Capital Cost
Summary
|
Wheeler River Capital Cost
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Phoenix
|
$ 322,539
|
$ 103,411
|
$ 425,950
|
|
Gryphon
|
$ 623,120
|
$ 82,743
|
$ 705,862
|
|
Sub Total
|
$ 945,659
|
$ 186,154
|
$ 1,131,813
|
The capital costs for the
ISR mining of the Phoenix deposit are categorized in Table
1-9.
Table
1-9. Phoenix Capital Cost
Summary
|
Phoenix Capital Cost Details
(1,000's)
|
|||
|
Direct Capital Costs
|
Initial
|
Sustaining
|
Total
|
|
Wellfield
|
$ 63,674
|
$ 35,402
|
$ 99,076
|
|
ISR Precipitation
Plant
|
$ 50,935
|
$ 4,606
|
$ 55,541
|
|
Water Treatment
Plant
|
$ 1,268
|
$ 18,676
|
$ 19,944
|
|
Surface
Facilities
|
$ 22,325
|
$ 49
|
$ 22,374
|
|
Utilities
|
$ 6,538
|
$ 803
|
$ 7,341
|
|
Electrical
|
$ 18,834
|
$ -
|
$ 18,834
|
|
Civil &
Earthworks
|
$ 44,309
|
$ 1,331
|
$ 45,640
|
|
Offsite
Infrastructure
|
$ 7,950
|
$ -
|
$ 7,950
|
|
Decommissioning
|
$ -
|
$ 27,454
|
$ 27,454
|
|
Total Direct Costs
|
$ 215,834
|
$ 88,321
|
$ 304,155
|
|
Indirect
Costs
|
$ 28,288
|
$ 5,669
|
$ 33,957
|
|
Owner's
Costs
|
$ 14,227
|
|
$ 14,227
|
|
Contingency
Costs
|
$ 64,190
|
$ 9,421
|
$ 73,611
|
|
Total Costs
|
$ 322,539
|
$ 103,411
|
$ 425,950
|
The capital costs for the
underground mining of the Gryphon deposit are shown in Table
1-10.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
23
Table
1-10. Gryphon Capital Cost
Summary
|
Gryphon Capital Cost Details
(1,000's)
|
|||
|
Direct Capital Costs
|
Initial
|
Sustaining
|
Total
|
|
Shafts
|
$ 131,522
|
$ -
|
$ 131,522
|
|
Surface
Facilities
|
$ 46,932
|
$ 6,074
|
$ 53,006
|
|
Underground
|
$ 49,518
|
$ 68,842
|
$ 118,360
|
|
Utilities
|
$ 3,946
|
$ 263
|
$ 4,209
|
|
Electrical
|
$ 3,613
|
$ -
|
$ 3,613
|
|
Civil &
Earthworks
|
$ 11,791
|
$ 483
|
$ 12,274
|
|
McClean Mill
Upgrades
|
$ 49,920
|
$ -
|
$ 49,920
|
|
Offsite
Infrastructure
|
$ 32,392
|
$ -
|
$ 32,392
|
|
Decommissioning
|
$ -
|
$ 1,575
|
$ 1,575
|
|
Total Direct Costs
|
$ 329,634
|
$ 77,236
|
$ 406,871
|
|
Indirect
Costs
|
$ 142,015
|
$ 5,112
|
$ 147,127
|
|
Other (Owner's)
Costs
|
$ 28,143
|
|
$ 28,143
|
|
Contingency
Costs
|
$ 123,328
|
$ 394
|
$ 123,722
|
|
Total Costs
|
$ 623,120
|
$ 82,743
|
$ 705,863
|
Operating costs are
estimated for the 14-year mine production period from July 1, 2024
through to March 31, 2037. Phoenix mine production is scheduled
from July 1, 2024 to June 30, 2034 and Gryphon mine production is
scheduled from September 1, 2030 to March 31, 2037. Table 1-11
presents a summary of the Wheeler River prefeasibility level
operating cost estimates and total estimated sales.
Table
1-11. Wheeler River Operating
Cost Summary
|
Cost Area
|
Phoenix
|
Gryphon
|
Total Cost
|
||
|
$000's
|
$/lb U₃O₈
|
$000's
|
$/lb U₃O₈
|
$000's
|
|
|
Mining
|
$ 44,020
|
$ 0.75
|
$
266,202
|
$ 5.45
|
$ 310,222
|
|
Milling
|
$ 115,577
|
$ 1.97
|
$
412,621
|
$ 8.45
|
$ 528,198
|
|
Transport to
Convertor
|
$ 12,341
|
$ 0.21
|
$ 10,252
|
$ 0.21
|
$ 22,593
|
|
Site Support /
Administration
|
$ 82,264
|
$ 1.40
|
$ 53,346
|
$ 1.09
|
$ 135,610
|
|
Total
|
$ 254,202
|
$ 4.33
|
$ 742,421
|
$ 15.21
|
$ 996,623
|
|
Total USD
|
|
$ 3.33
|
|
$ 11.70
|
|
|
U308 Sales - lbs in
000's
|
58,767
|
48,817
|
|
||
|
|
1.2.15
|
Indicative Economic Results
|
The WRJV, which owns the
Wheeler River project, is a joint venture and is not itself a
taxable entity. Instead each joint venture partner reports its
share of the joint venture operations in its own tax return. As
each JV partner has a unique tax profile, the Wheeler River project
has been evaluated using two different cash flow model
approaches:
|
|
●
|
A pre-tax discounted cash flow model which shows the
economics of the project on a 100% basis and excludes tax specific
items related to Canadian income taxes and Saskatchewan
profit-based royalties, each of which will vary depending on each
joint venture participants unique circumstances; and
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
24
|
|
●
|
A post-tax discounted cash flow model, specific to
Denison (Section 22.6), which shows the economics of the project
based on Denison’s ownership interest in the project and
includes tax specific items related to Canadian income taxes and
Saskatchewan profit-based royalties and other non-tax related items
which are unique and applicable to Denison’s economic
interest in the project
|
Inputs into both pre-tax
and post-tax models include:
|
|
●
|
Discount rate of 8%;
|
|
|
●
|
Estimated metallurgical process uranium recoveries
of 98.5% and 98.2% for Phoenix and Gryphon mill feeds,
respectively;
|
|
|
●
|
Project capital and operating costs as provided in
Section 21;
|
|
|
●
|
Project schedule as outlined in Figure 1-13;
|
|
|
●
|
Mine production as outlined in Section 16 and depicted
in Figure 1-14;
|

Figure
1-13. Wheeler River Project
Schedule

Figure
1-14. Wheeler River Production
Schedule
|
|
●
|
Base case uranium pricing scenario as follows: a)
Phoenix – based on UxC’s Q3-2018 Uranium Market Report
Composite Midpoint spot price projection, in constant (uninflated)
2018 dollars, ranging from USD$29.48 to USD$45.14 per pound
U3O8 during the Phoenix
mine production period, translated to CAD using an exchange rate of
1.30 CAD/USD; and b) Gryphon – based on a fixed price of
USD$50.00 per pound during the Gryphon mine production period,
translated to CAD using an exchange rate of 1.30 CAD/USD;
|
|
|
●
|
Saskatchewan revenue-based royalties and surcharges
applicable to uranium revenue, as follows: a) a basic royalty of
5.0% of uranium revenue; b) a resource credit of 0.75% of uranium
revenue (which partially offsets the basic royalty); and c) a
resource surcharge of 3.0% of the value of uranium revenue. For the
purposes of these calculations, revenue has been computed as gross
uranium revenue less transportation costs to the convertor;
and
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
25
|
|
●
|
No inflation or escalation of revenue or costs have
been incorporated.
|
The Wheeler River project
pre-tax indicative base case economic results are illustrated in
Table 1-12:
Table
1-12. Pre-tax Economic
Results
|
Pre-Tax Results
|
NPV
|
IRR
|
Payback
|
|
Base Case (UxC spot
price)
|
$1,308
million
|
38.7%
|
~ 24
Months
|
|
High Case ($65 /
lb)
|
$2,587
million
|
67.4%
|
~ 11
Months
|
|
|
(1)
|
NPV and IRR are calculated to the start of
pre-production activities for the Phoenix operation in
2021;
|
|
|
(2)
|
Payback period is stated as number of months to
pay back from start of uranium production
|
A post-tax economic
assessment includes similar inputs as the pre-tax assessment with
the following modifications:
|
|
●
|
Denison’s share of project development costs
is included in the project’s capital costs along with their
impact on Denison’s estimated tax pools;
|
|
|
●
|
The impact of the Saskatchewan Profit Royalty as
estimated for Denison is included;
|
|
|
●
|
Denison’s expected provincial and federal
income taxes payable are included; and
|
|
|
●
|
Denison’s recovery of toll milling fees paid
to the MLJV (22.5% owned by Denison) by the WRJV for the toll
milling of Gryphon ores.
|
The Wheeler River project
post-tax indicative economic results as detailed in section 22 are
as follows in Table 1-13.
Table
1-13. Post-tax Economic
Results
|
Post-Tax Results
|
NPV
|
IRR
|
Denison Ownership Interest
|
|
Base Case (UxC spot
price)
|
$506.4
million
|
31.7%
|
63.3%
|
|
Base Case (UxC spot
price)
|
$755
million
|
32.7%
|
90%
|
|
High Case ($65 /
lb)
|
$1,006.2
million
|
53.8%
|
63.3%
|
|
High Case ($65 /
lb)
|
$1,483.8
million
|
55.7%
|
90%
|
(1) NPV and IRR are calculated to the
start of pre-production activities for the Phoenix operation in
2021;
(2) Payback period is stated as number of months
to pay back from start of uranium production
More detailed comparison tables for pre-tax and
post-tax results are shown in Tables 1-14 (Base Case) and 1-15
(High Case). Denison’s ownership interest was 63.3% as of the
effective date of the report (September 24, 2018) but was increased
to 90% as a result of the transaction referenced in section
1.1.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
26
Table
1-14. Base Case Cash Flow Model
– Pre-Tax vs Post Tax Comparison
|
Item Description
|
Base Case Pre-Tax Summary
|
Base Case Post Tax Summary
|
Base Case Post Tax Summary
|
|
CAD$
millions
|
|
|
(Pro-Forma)
|
|
Project
Percentage
|
100.0%
|
63.30%
|
90.00%
|
|
Gross Uranium Revenue
|
6,142.6
|
3,888.3
|
5,528.3
|
|
Toll Milling
Fees
|
Excl.
|
4.8
|
1.3
|
|
Operating
Costs
|
(996.6)
|
(630.9)
|
(897.0)
|
|
Operating Costs
– Toll Milling Credits
|
Excl.
|
8.2
|
11.7
|
|
Saskatchewan Revenue
Royalties, Surcharges
|
(443.7)
|
(280.9)
|
(399.3)
|
|
Operating Cash Flow
|
4,702.3
|
2,989.5
|
4,245.0
|
|
Capital
Costs
|
(1,131.8)
|
(716.4)
|
(1,018.6)
|
|
Capital Costs
– Project Development
|
Excl.
|
(13.5)
|
(19.2)
|
|
Contribution before Taxes
|
3,570.5
|
2,259.6
|
3,207.2
|
|
Saskatchewan Profit
Royalties
|
Excl.
|
(341.0)
|
(421.9)
|
|
Canadian Federal /
Provincial Income Taxes
|
Excl.
|
(497.2)
|
(685.5)
|
|
Net Contribution
|
3,570.5
|
1,421.4
|
2,099.8
|
|
NPV (8%) at fiscal
2021
|
1,308.3
|
506.4
|
755.9
|
|
IRR
|
38.7%
|
31.7%
|
32.7%
|
Net contribution
represents the undiscounted cash flow impact applicable to the
Wheeler project.
Table
1-15. High Case Cash Flow Model
– Pre-tax vs Post Tax Comparison
|
Item Description
|
High Case Pre-Tax Summary
|
High Case Post Tax Summary
|
High Case Post Tax Summary
|
|
CAD$
millions
|
|
|
(Pro-Forma)
|
|
Project
Percentage
|
100.0%
|
63.30%
|
90.00%
|
|
Gross Uranium Revenue
|
9,090.9
|
5,754.5
|
8,181.8
|
|
Toll Milling
Fees
|
Excl.
|
4.8
|
1.3
|
|
Operating
Costs
|
(996.6)
|
(630.9)
|
(897.0)
|
|
Operating Costs –
Toll Milling Credits
|
Excl.
|
8.2
|
11.7
|
|
Saskatchewan Revenue
Royalties, Surcharges
|
(657.5)
|
(416.2)
|
(591.7)
|
|
Operating Cash Flow
|
7,436.8
|
4,720.4
|
6,706.1
|
|
Capital
Costs
|
(1,131.8)
|
(716.4)
|
(1,018.6)
|
|
Capital Costs –
Project Development
|
Excl.
|
(13.5)
|
(19.2)
|
|
Contribution before Taxes
|
6,305.0
|
3,990.5
|
5,668.3
|
|
Saskatchewan Profit
Royalties
|
Excl.
|
(617.5)
|
(776.8)
|
|
Canadian Federal /
Provincial Income Taxes
|
Excl.
|
(889.9)
|
(1,254.2)
|
|
Net Contribution
|
6,305.0
|
2,483.1
|
3,637.3
|
|
NPV (8%) at fiscal
2021
|
2,587.7
|
1,006.2
|
1,483.8
|
|
IRR
|
67.4%
|
53.8%
|
55.7%
|
Net contribution
represents the undiscounted cash flow impact applicable to the
Wheeler project. Net Present Value (NPV) and Internal Rate of
Return (IRR) are calculated to the start of pre-production
construction activities in 2021.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
27
|
|
1.2.16
|
Risks and Opportunities
|
During the completion of
the PFS, several risk and opportunity assessment sessions were held
with appropriate Qualified Persons, consulting engineers, and
Denison personnel. All elements of the project were subjected to
this structured approach.
Ranking action plans
(opportunities) and mitigations plans (risks) were identified and
developed to address the factor in future work. The action and
mitigation plans, and associated budgets will be incorporated into
the next steps in project development.
Project
Opportunities
|
|
1.
|
Increase in total production at Phoenix: ISR
metallurgical testing achieved over 90% resource extraction with
testing halted prematurely while lixiviant solution concentrations
remained above 5 g/l. With economic cut-off grades for ISR
operations typically far below this level, there may be potential
for additional resource extraction above the 85% assumed in the
PFS. In addition, the current mineral resource estimate at Phoenix
is based on a 0.8% U3O8 cut-off grade based
on previously assumed conventional mining practices. Using an ISR
extraction method is significantly less costly and as a result, a
lower cut-off grade may be appropriate. Furthermore, there are
other areas at Phoenix (Zone C, Zone D, mineralized zones between
Zone A and B) which are known to contain mineralization but have
not been drilled or quantified to a mineral resource level of
confidence due to the negligible impact expected to have on an
underground mining operation. However, this mineralization may
prove to be attractive under an ISR extraction
technique.
|
|
|
2.
|
Phoenix annual production increase: The current
production plan is based on the assumption that 10 recovery wells
will be producing 10 g/L solution for an overall production level
of 6 M lbs/yr. Mineral processing test work has
demonstrated uranium bearing solution average grades of 12 g/L and
grades as high as 27 g/L. Additionally, there is a total of 94
recovery wells planned for the Phoenix Zone A and Zone B mineral
resources. Based on the above information, should the solution
grades be higher than the assumptions used in this study, or if
additional recovery wells are operated, there is potential for
production levels to increase above 6 M lbs/yr.
|
|
|
3.
|
Wellfield drilling: The project design assumed
contractor drilling of the wellfields using a reverse circulation
drill rig for all aspects of the well drilling and installation. In
the future, evaluation of owner supplied equipment and/or
utilization of multiple drill rigs for installation could
significantly reduce costs and schedule for wellfield
construction.
|
|
|
4.
|
Gryphon ore sorting: During the metallurgical
testing, it was determined that radiometric sorting of the ore may
be possible. This may significantly reduce the quantity of ore to
be transported to the mill for processing and could result in
material reductions in transportation costs, milling costs,
tailings storage requirements, etc.
|
|
|
5.
|
Processing Gryphon ores at Wheeler River: Due to
the mining sequence, the Phoenix ISR plant will be constructed and
operating well before Gryphon is developed. The current plan for
processing of Gryphon ores is to ship them to McClean Lake, which
requires significant capital and operating costs, including
construction of a 50 km extension of Highway 914, McClean Lake mill
upgrades, toll milling and tailings storage fees, mill operating
costs, etc. Future work will evaluate the merit of building
additional front end processing circuits to the ISR processing
plant (i.e. grinding and leach circuit) to process Gryphon ores on
site and potentially reduce capital and operating costs.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 28
|
|
6.
|
Rare earth metals: Both the Phoenix and Gryphon
deposits contain levels of rare earth elements. The PFS focused on
the production of uranium and did not consider recovery of other
valuable elements. However, from metallurgical test work, it is
known that rare earth metals are recovered in the leaching process.
Future work will evaluate the recovery of other metals from mining
solution, which could have a material impact to revenues from
by-products.
|
|
|
7.
|
Gryphon sill development: Current ground support
designs in the ore sills require bolts and screen. Later in the
development design stage, shotcrete was included in the design for
radiological exposure reduction. In future project evaluations,
optimization of ground support may allow for the elimination of
ground support duplication, potentially saving significant time and
money during sill development phases.
|
8.
Phoenix freeze wall spacing: Currently, the schedule allows for 5
months of freeze hole drilling followed by 14 months to establish
the freeze wall around the deposit. There is potential to complete
these activities simultaneously and thereby reduce total duration
of freeze activities. With additional time requirements, there is
potential to reduce capital costs by increasing freeze hole spacing
to 6 or 7 m (reducing the total meters of drilling) and/or
purchasing smaller freeze plants (requires longer time to
freeze).
Project
Risks
|
|
1.
|
Regulatory approvals: The design assumes that
Federal and Provincial project approvals will be granted in certain
time periods and without major impact to the project. No assurance
can be provided that such approvals will be received or that they
will be received in the time period assumed.
|
|
|
2.
|
Gryphon toll milling agreements: Processing of
Gryphon ores would require a toll milling agreement between the
WRJV and the MLJV. No assurance can be provided that such an
agreement will be completed or that the terms of the agreement,
toll milling capacities, and /or associated fees would be at the
levels assumed within this PFS.
|
|
|
3.
|
Gryphon toll milling: Impact of future Cigar Lake
grades on process design. Data was requested from Denison on future
production grades from Cigar Lake, however Hatch was informed that
this data was not available. Lower grades (higher tonnage) may
increase the type and/or size of equipment required to process both
feeds. However, if lower grades do occur, additional costs may not
solely rest with Denison, as this would need to be reviewed
according to the terms of the existing Cigar Lake toll milling JV
agreement. The quality of future Cigar Lake feed grades could have
a material impact on the results of Hatch’s analysis.
|
|
|
4.
|
Gryphon Toll milling: Test work has not yet been
completed on comingled samples (Cigar Lake ore and Wheeler River
ore). There is potential for impact on recovery (i.e. if a
metallurgical interaction were to be observed in comingled
leaching, resulting in lower recovery), capital costs (i.e. if an
increased residence time were to be required to maintain recovery
in a comingled circuit, and in turn a larger circuit is required),
and operating costs (i.e. if higher acid addition were to be
required in a comingled circuit), among others.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
29
|
|
5.
|
Inability for mining solution to move through
Phoenix deposit at rates required: The PFS assumed the operation of
ten recovery wells (out of 94 total recovery wells) and solution
grades of 10 g/L to produce 6 M lbs/yr. These assumptions were
based on test work completed for the PFS, including from a column
test of representative ore samples. At these quantities, total
solution to be recovery would be 500 L/min out of the wellfield. In
order to produce this quantity of solution, the orebody must
possess a certain level of permeability throughout the deposit.
While hydrogeological testing to date indicates that the required
permeability is within the range of field test results, there is
potential for the overall permeability to be less than current
field test results. Should this risk occur, operation of additional
wellfields, drilling of wellfields with tighter spacing or recovery
of higher-grade solutions may be required in order to meet annual
production targets.
|
|
|
6.
|
Gryphon toll milling: The current McClean Lake
operating license from the Canadian Nuclear Safety Commission
(CNSC) is valid to 2027. The current approval to operate from the
Saskatchewan Ministry of the Environment is valid until 2023. There
is a risk that McClean Lake may not receive or may be delayed in
receiving future licenses, permits, and approvals, which would
impact the ability to process ore from the Gryphon operation at
McClean Lake.
|
7.
Gryphon toll milling: The McClean Lake mill is an operating
facility. Completing the required modifications to process Gryphon
ore will require detailed execution planning and construction
planning. Construction may need to occur over multiple years in
order to utilize planned mill shutdowns to complete tie-ins and
other critical tasks. As a result, there is a potential risk to
project schedule and cost if execution planning is not carefully
completed and managed.
8.
Gryphon blind boring: The main production shaft requires a high
degree of accuracy in terms of verticality to ensure conveyances
are able to travel through the shaft. Application of traditional
blind boring technology may not be able to produce a vertical shaft
within specifications. In order to ensure verticality, a pilot hole
or other measures may be required to guide the blind boring to the
end target.
|
|
9.
|
Underestimation of capital costs: Wheeler River is
exposed to the same risks of capital cost increases as any major
mining project. While best practices have been utilized to reduce
this risk and deliver accurate cost estimates, actual results may
differ from estimates.
|
|
|
1.2.17
|
Conclusions and Recommendations
|
The results of the PFS
indicate that the Wheeler River project is expected to produce
positive economic results under the base case assumptions
considered. The results should be considered reliable to guide
further decision making by Denison on future next steps in the
development of the project which may be a definitive feasibility
study.
Review of each area of
focus of the PFS has created the following series of principal
recommendations for further work programs to improve existing
designs, mitigate risks, and unlock project opportunities. More
detailed explanations are provided in Section 26.
Hydrogeological:
|
|
●
|
Further Phoenix hydrogeological testing should
consider targeted pumping tests in the orebody and
sandstones;
|
|
|
●
|
Additional lab work to test for chemical erosion of
fractures within the ore should be carried out, if feasible;
and
|
|
|
●
|
Feasibility hydrogeological testing at Gryphon
should target structural features (E-W sub vertical features) that
have not been thoroughly tested by current drilling due to drill
orientation bias. Depending on results additional tests including a
series of cross hole pumping tests may be appropriate.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
30
Geotechnical:
|
|
●
|
Gryphon geotechnical data collection should
continue, and focus should be applied to data collection systems
including a review of core logging and data collection procedures
and use of RMR76 or RMR89 and Q;
|
|
|
●
|
As part of a Gryphon feasibility study, additional
geotechnical drilling is recommended. Holes that target the highest
grade and widest lenses of economic ore are preferred;
|
|
|
●
|
Additional geotechnical laboratory testing is
recommended to confirm intact properties focusing on the altered
basement in the hangingwall and ore zone of economic
mineralization; and
|
|
|
●
|
Development of a series of geotechnical models
including alteration, RQD and RMR to support more detailed
underground mine design.
|
Phoenix Mine
Design:
|
|
●
|
Evaluate delineation drilling of additional
mineralized zones;
|
|
|
●
|
Evaluate procurement of drilling equipment to avoid
use of contractor supplier equipment and associate rental costs
during wellfield installations;
|
|
|
●
|
Optimize geometry and well spacing of the Phoenix
underground freeze curtain;
|
|
|
●
|
Update mineral resource estimate for lower cut off
grades and additional resources; and
|
|
|
●
|
Potential pilot test of freeze hole drilling to
establish methodology, cost and schedule
|
Gryphon Mine
Design:
|
|
●
|
Investigate opportunities to recover additional
resource material by using more selective mining methods;
|
|
|
●
|
Review potential to design additional mining fronts
early in the mine life to reduce production ramp up schedule;
|
|
|
●
|
Evaluate the opportunity to eliminate services in
the ventilation shaft;
|
|
|
●
|
Further review the potential to optimize the
delivery of shotcrete to the underground operations via slickline
or borehole;
|
|
|
●
|
Investigate options to install dewatering capacity
earlier in the mine life to reduce risk of inflows during the
initial off-shaft development period;
|
|
|
●
|
Evaluate opportunities to deepen shaft to reduce
time to first production; and
|
|
|
●
|
Evaluate opportunities to reduce ore silling
development costs.
|
Gryphon Mineral
Processing:
|
|
●
|
To further validate the performance of processing
Wheeler River ores at the McClean Lake mill, it is recommended that
further test work for all process circuits be conducted including
co-mingled testing using both Gryphon and Cigar Lake ores;
|
|
|
●
|
Detailed review and study of the existing calciner
to confirm capacity of 24 M lbs/ yr U3O8;
|
|
|
●
|
A detailed execution plan and construction schedule
should be completed for the project to manage identified risk to
project schedule;
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
31
|
|
●
|
Consider potential for processing Gryphon ores on
site by construction of front end circuits in the Phoenix ISR plant
and avoid capital and operating costs associated with toll
milling;
|
|
|
●
|
Minor element deportment and water balance
assessment; and
|
|
|
●
|
Evaluate radiometric ore sorting to minimize
throughput requirements in the mill.
|
Phoenix Mineral
Processing:
|
|
●
|
Evaluate implications of uranium solution
concentrations exceeding 10 g/L on plant capacity;
|
|
|
●
|
Conduct confirmatory laboratory pilot plant test
work;
|
|
|
●
|
Evaluate opportunities to recover rare earth
elements; and
|
Environmental and
Regulatory:
|
|
●
|
Continuation of the collection of baseline
environmental data;
|
|
|
●
|
Continued engagement with the existing stakeholders
and integrate additional traditional knowledge and community input
as the project advances; and
|
|
|
●
|
Initiate the Environmental Assessment process by
submission of a Project Description.
|
Table 1-16 summarizes
costs to complete the recommendations. These costs have been
included in the capital and/or operating costs of the project, as
presented in this report. Denison may choose to advance some or all
of these items in its future work plan.
Table
1-16. Wheeler River Future Work
Plan
|
Future Work Plan
|
|
|
Environmental
Assessment and other studies
|
$ 5,000,000
|
|
Phoenix Feasibility
Study and other studies
|
$ 5,275,000
|
|
Gryphon Feasibility
Study and other studies
|
$ 11,275,000
|
|
Wheeler River Grand Total
|
$ 21,550,000
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
32
|
|
2
|
Introduction
|
The Wheeler River project
is an advanced exploration stage joint venture owned 90% by Denison
and 10% by JCU. Denison is the operator of the joint
venture.
Denison is a uranium
exploration and development company with interests focused in the
Athabasca Basin region of northern Saskatchewan, Canada. In
addition to its 63.3% owned Wheeler River project, which hosts the
high-grade Phoenix and Gryphon uranium deposits, Denison's
exploration portfolio consists of numerous projects covering
320,000 ha in the Athabasca Basin region, including approximately
296,000 ha in the infrastructure rich eastern portion of the
Athabasca Basin. Denison's interests in Saskatchewan also include a
22.5% ownership interest in the McClean Lake joint venture, which
includes several uranium deposits and the McClean Lake uranium
mill, which is currently processing ore from the Cigar Lake mine
under a toll milling agreement, plus a 25.17% interest in the
Midwest and Midwest A deposits, and a 65.45% interest in the J Zone
deposit and Huskie discovery on the Waterbury Lake property. Each
of Midwest, Midwest A, J Zone, and Huskie is located within 20 km
of the McClean Lake mill.
Denison is also engaged in
mine decommissioning and environmental services through its Denison
Environmental Services division and is the manager of Uranium
Participation Corp., a publicly traded company which invests in
uranium oxide and uranium hexafluoride.
The Wheeler River property
has been explored since the late 1970s. In late 2004, Denison
entered into an agreement with the joint venture partners to earn
into a majority 60% interest and become operator of the joint
venture. In May 2007, Denison met the earn-in requirements and
shortly thereafter in 2008, the Phoenix deposit was
discovered.
Drilling at the property
from 2008 to 2014 further delineated the Phoenix uranium deposit,
which occurs at the intersection of the Athabasca sandstone basal
unconformity, a regional fault zone, and graphite-bearing pelitic
gneiss basement rocks. The Phoenix deposit consists of two separate
lenses, known as Zones A and B, located approximately 400 m below
surface within a one-kilometer-long, northeast-trending mineralized
corridor. A maiden resource estimate was completed for Phoenix in
November 2010 by SRK Consulting (Canada) Inc. (SRK) and in December
2010, Golder Associates Ltd. (Golder) prepared an internal report
for Denison on the Phoenix deposit titled “Wheeler River
Project – Concept Study” (Golder, 2010). The concept
study was used to provide guidance to the exploration teams for
exploration strategy, as well as to initiate basic geotechnical,
hydrogeological, and environmental data collection programs. As
drilling defined further mineralization, subsequent resource
estimates were made on the Phoenix deposit in December 2012 and
June 2014 by Roscoe Postle Associates Inc. (RPA).
Exploration drilling in
early 2014 along the K-North trend resulted in the discovery of a
new zone of mineralization, at what would become the Gryphon
deposit, which is located approximately three kilometers northwest
of the Phoenix deposit. A maiden resource estimate was completed
for the Gryphon deposit in November 2015 by RPA and an updated
technical report was issued for the Wheeler River project in
accordance with the requirements of National Instrument 43-101
– Standards of Disclosure for Mineral Projects.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
33
In September 2015, Denison
commissioned SRK and other consultants to prepare a NI 43-101
Preliminary Economic Assessment (PEA) for the project, including
both the Phoenix and Gryphon deposits, based on the exploration
drilling completed on the property through to the end of the summer
2015 exploration program.
In September 2017, Denison
commissioned RPA to prepare an updated mineral resource estimate
for the Gryphon deposit in accordance with NI 43-101, based on the
additional exploration drilling completed on the property during
2016 and 2017. A technical report with an updated mineral resource
estimate was issued in March 2018.
In January 2017, Denison
executed an agreement with the partners of the WRJV that will
result in an increase in Denison's ownership of the Wheeler River
project, to up to approximately 66% by the end of 2018. Under this
agreement, Denison is funding 50% of Cameco’s ordinary share
(30%) of joint venture expenses in 2017 and 2018. On January 31,
2018, Denison announced that it had increased its interest in the
Wheeler River project, based on spending on the project during
2017, from 60% to 63.3% in accordance with this
agreement.
In December 2017, Denison
commissioned a NI 43-101 PFS for the project, including both the
Phoenix and Gryphon deposits, based on the mineral resources
estimates completed at Phoenix in June 2014 and at Gryphon in March
2018. The purpose of the study is to assess the technical and
economic potential for recovery and sale of a uranium
product.
2.1
Basis of Technical Report
This technical report
(including the portions thereof reproduced from the 2018 PEA
Technical Report with an Updated Mineral Resource Estimate for the
Wheeler River Property, Northern Saskatchewan, Canada) is based on
the following sources of information:
|
|
●
|
March 2018, SRK Consulting technical report,
“Technical Report with an Updated Mineral Resource Estimate
for the Wheeler River Property, Northern Saskatchewan, Canada
“;
|
|
|
●
|
Technical and cost information provided by Denison
from the Wheeler River and McClean Lake Operations;
|
|
|
●
|
Technical and cost information provided by Woodard
& Curran in the areas of in situ recovery (ISR), mineral
processing, and wellfield design;
|
|
|
●
|
March 2016, Cameco Corporation technical report,
“Cigar Lake Operation Northern Saskatchewan, Canada National
Instrument 43-101 Technical Report”;
|
|
|
●
|
Technical and cost information provided by Artisan
Ltd. in the area of drilling;
|
|
|
●
|
March 2016, SRK Consulting technical report,
“Preliminary Economic Assessment for the Wheeler River
Uranium Project, Saskatchewan, Canada”;
|
|
|
●
|
Discussions with Denison technical and management
personnel; and
|
|
|
●
|
Additional information from public domain
sources.
|
Significant contributions
to this report were made by the following consulting
firms:
|
|
●
|
SRK, commissioned by Denison, is responsible for
the evaluation of environmental and regulatory aspects included in
section 20, hydrogeological aspects for both gryphon and phoenix
included in section 16.2, and the financial modelling including in
section 22 and the summary of these sections in the introduction
and summary, and the interpretations, conclusions, and
recommendations related to these sections.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
34
|
|
●
|
RPA, commissioned by Denison, responsible for
report Sections 4 to 12, and 14, the summary of these sections in
the introduction and summary, and the interpretations, conclusions,
and recommendations related to these sections.
|
|
|
●
|
Hatch, commissioned by Denison, responsible for
design and costing of mineral processing of gryphon ores at McClean
Lake including report Sections 13.2 and 17.2.2-17.2.5 the summary
of these sections in the introduction and summary, and the
interpretations, conclusions, and recommendations related to these
sections.
|
|
|
●
|
North Rock Mining Solutions Inc., commissioned by
Denison, is responsible for geotechnical assessment of Gryphon
underground mining included in report Section 16.3 summary, and the
interpretations, conclusions, and recommendations related to this
section.
|
|
|
●
|
Engcomp – Engineering and Computing
Professionals, commissioned by Denison, is responsible for Wheeler
site surface facilities design and costing included in Section 18
and the summary of these sections in the introduction and summary,
and the interpretations, conclusions, and recommendations related
to these sections.
|
|
|
●
|
Stantec, commissioned by Denison for Gryphon Mine
Design and costing including report Section 16.5 and the summary of
these sections in the introduction and summary, and the
interpretations, conclusions, and recommendations related to these
sections.
|
|
|
●
|
Newmans Geotechnique Inc., commissioned by Denison
for design and costing of the Phoenix freeze wall as per Section
16.4.3 and associated summaries contained in the introduction,
conclusion and recommendations.
|
|
|
●
|
Woodard and Curran, commissioned by Denison, is
responsible for the design of the ISR wellfield and processing
plant as outlined in Sections 16.4 and 17.1 associated summaries
contained in the introduction, conclusion and
recommendations.
|
This PFS technical report
is based on mineral resource statements for the Phoenix and Gryphon
deposits prepared by RPA as of March 2018. The mineral resource
statements were prepared following the guidelines of the Canadian
Securities Administrators’ National Instrument 43-101 and
Form 43-101F1 and are suitable for public disclosure.
The term “mineral
resources within PFS design plan” is used in this technical
report to represent portions of the Phoenix and Gryphon uranium
mineral resources that have had mining parameters applied to them,
including cut-off criteria, external dilution, and mining losses.
Mineral resources within PFS design plans are included in the
economic analysis as uranium mill feed.
Unless otherwise stated,
this technical report is based on Canadian currency and metric
units of measure.
|
|
2.2
|
Qualified Persons
|
This technical report is
authored by SRK, with Mark Liskowich, P.Geo. acting as the
principal author for SRK and William E. Roscoe, Ph.D., P.Eng. of
RPA acting as the principal author for the sections compiled from
the March 2018 technical report.
The following Qualified
Persons have contributed to those sections of this technical report
related to their areas of expertise. By virtue of their education,
membership to a recognized professional association, and relevant
work experience, they are all independent QPs as this term is
defined by NI 43-101.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
35
|
|
●
|
Mark Liskowich, P.Geo. – SRK (environmental,
permitting, and social impact).
|
|
|
●
|
Michael Royle, P.Geo. – SRK
(hydrogeology).
|
|
|
●
|
Michael Selby, P.Eng. – SRK (economic
analysis).
|
|
|
●
|
Douglas Graves, P.Eng. – Woodard & Curran
Inc. (ISR and mineral processing).
|
|
|
●
|
Mark Hatton, P.Eng. – Stantec (Gryphon mine
design, mining costs, infrastructure).
|
|
|
●
|
Mark B. Mathisen, C.P.G. – RPA (geology and
mineral resource estimation).
|
|
|
●
|
William McCombe, P.Eng. – Hatch (Gryphon
metallurgical testing and mineral processing).
|
|
|
●
|
Gordon Graham, P.Eng - Engcomp (Wheeler site
surface facilities design.
|
|
|
●
|
Geoff Wilkie, P.Eng. – Engcomp (Cost
estimates for Wheeler site surface facilities including ISR
facilities).
|
|
|
●
|
Greg Newman, P.Eng. – Newmans Geotechnique
Inc. (ground freezing)
|
|
|
●
|
William E. Roscoe, Ph.D., P.Eng. – RPA
(geology and mineral resource estimation).
|
|
|
●
|
Roland Tosney, P.Eng. – North Rock Mining
Solutions Inc. (mine geotechnical).
|
Specific areas of
responsibility for each QP are listed in the QP certificates
attached at the end of this technical report.
2.3
Qualifications of Consultants
A brief description of the
key consultants is summarized below.
SRK comprises more than
1,400 professionals, offering expertise in a wide range of resource
engineering disciplines. The independence of SRK is ensured by the
fact that it holds no equity in any project it investigates and
that its ownership rests solely with its staff. These facts permit
SRK to provide its clients with conflict-free and objective
recommendations. SRK has a proven track record in undertaking
independent assessments of mineral resources and mineral reserves,
project evaluations and audits, technical reports, and independent
feasibility evaluations to bankable standards on behalf of
exploration and mining companies and financial institutions
worldwide. Through its work with many major international mining
companies, SRK has established a reputation for providing valuable
consultancy services to the global mining industry.
The Stantec community
unites approximately 22,000 employees, working in over 400
locations across 6 continents. With local presence and experience
in global locations, Stantec helps its clients address issues and
advance their projects in harmony with the surrounding community
and landscape. Working as one integrated team, Stantec combines its
services across a global network, but locates the project team
close to the client, so even the most complex projects run simply
and smoothly. The best project team has been assembled to suit the
needs of this project, with the most qualified resources and
relevant services being provided at each stage, from environmental
and permitting through to detailed engineering, construction, and
maintenance.
Hatch is an
employee-owned, multidisciplinary professional services firm that
delivers a comprehensive array of technical and strategic services,
including consulting, information technology, engineering, process
development, and project and construction management to the mining,
metallurgical, energy, and infrastructure sectors. In business for
over 6 decades, Hatch has completed projects in over 150
countries.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
36
Woodard & Curran
personnel have been providing engineering and environmental
services for the mining industry for over three decades and have
been performing mine and mineral processing waste cleanup for over
25 years. Our mining expertise includes multidisciplinary site
assessments, mine facility and reclamation design preparation, bid
document preparation, cost estimating, construction oversight,
project management, design-build, and post-construction monitoring
and maintenance of mine reclamation designs. The Woodard &
Curran team has developed multiple ISR process plant designs for
the uranium industry, as well as multiple mineral resource
estimates for uranium projects.
|
|
2.4
|
Site Visit
|
Dr. Roscoe visited the
property on June 16, 2014 in connection with the Phoenix deposit
mineral resource estimate and held discussions with technical
personnel in RPA’s Toronto office on May 4, 2014.
Mark Mathisen (RPA) visited the property on March 23 to 25, 2015,
during the winter drill program in connection with the initial
Gryphon mineral resource estimate and again from September 21 to
22, 2017 during the summer drill program in relation to the most
recent updated Gryphon resource estimate discussed herein. RPA
visited several drill sites and reviewed all core handling,
logging, sampling, and storage procedures. RPA examined core from
several drill holes and compared observations with assay results
and descriptive log records made by Denison geologists. As part of
the review, RPA verified the occurrences of mineralization visually
and by way of a hand-held scintillometer.
Michael Royle, Principal
Consultant (Hydrogeology) of (SRK) visited the Wheeler River site
June 21 to 23, 2016 to inspect drill core and meet with Denison
geological staff to discuss ongoing drilling and hydrogeological
testing work. During the site visit, SRK and Denison staff also
reviewed the structural core logging and mapping to date, with
emphasis on how structure could interact with the site groundwater
system.
North Rock
Solutions’ Roland Tosney, P.Eng., and Lane Maxemiuk, B.Eng.,
visited the Gryphon site on September 26, 2017. The visit provided
an opportunity to observe the project area, discuss regional and
local geology with the exploration team, inspect select intervals
of drill core to assess geotechnical conditions, and undertake
quality assurance on the logged geotechnical
parameters.
Michael Selby, P.Eng.,
Principal Consultant (Mining) of SRK visited the Wheeler River
project site on September 26, 2017 to review the conditions and
status of the site in preparation of the prefeasibility
study.
A site visit to the
McClean Lake mill was carried out by William McCombe, P.Eng.,
Senior Metallurgist from Hatch, between June 5 to 6,
2018.
2.5
Declarations
SRK’s opinion
contained herein and effective September 24, 2018 is based on
information collected by SRK throughout the course of their
investigation. The information in turn reflects various technical
and economic conditions at the time of writing this report. Given
the nature of the mining business, these conditions can change
significantly over relatively short periods of time. Consequently,
actual results may be significantly more or less
favourable.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
37
This report may include
technical information that requires subsequent calculations to
derive subtotals, totals, and weighted averages. Such calculations
inherently involve a degree of rounding and consequently introduce
a margin of error. Where these occur, SRK does not consider them to
be material.
SRK are not insiders,
associates, or affiliates of Denison, and neither SRK nor any
affiliate has acted as advisor to Denison, its subsidiaries, or its
affiliates in connection with this project. The results of the
technical review by SRK are not dependent on any prior agreements
concerning the conclusions to be reached, nor are there any
undisclosed understandings concerning any future business
dealings.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
38
|
|
3
|
Reliance on Other
Experts
|
The metallurgical test
work summarized in Section 13 has been completed by Saskatchewan
Research Council (SRC) and R and D Enterprises Inc. (RDE). This
test work was relied on by Woodard & Curran for the Phoenix
deposit process design and by Hatch for the Gryphon deposit process
design.
Directional drilling
technical expertise used by Newmans Geotechnique Inc. in generating
the Phoenix deposit freeze cap design, summarized in Section
16.4.2, has been provided by Artisan Consulting Services
Ltd.
Woodard and Curran and
Stantec has relied on Denison and Arcadis Canada Inc. for the
radiological screening assessments summarized in Section 16.6 for
the Gryphon deposit underground mining and the Phoenix ISR mining
and processing.
In preparing Sections 13
and 17, as well as respective portions of Sections 1, 21, 25, and
26, Hatch has relied on Denison for guidance on the terms and
conditions of potential joint venture commercial agreements
relating to Wheeler River operating costs at McClean Lake. For
those same sections within this report, Hatch has also relied on
Section 16.3 (including Table 6-2) of Cameco’s Cigar Lake NI
43-101 Technical Report, dated March 29, 2016 as the basis for
future Cigar Lake feed grades to the McClean Lake
mill.
In preparation of Section
17.2.9 with respect to the McClean tailings management facility,
SRK has relied upon Denison’s knowledge of the status of
their 22.5% owned McClean Lake property.
Stantec has relied on the
blind boring expertise of Frontier-Kemper Constructors Inc. for the
Gryphon deposit production and ventilation shafts excavation method
design, including the shaft liner design, as described in Sections
18.6 and 18.7.
SRK has relied on the
opinion of Mac McDonald, Chief Financial Officer of Denison,
regarding aspects of taxation and royalties. This reliance extends
to the information summarized in Section 22.
SRK has relied upon
Denison to provide the uranium market overview, including all
aspects in Section 19.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
39
|
|
4
|
Property Description and
Location
|
|
|
4.1
|
Property Location
|
The Wheeler River
property, comprising the Phoenix and Gryphon uranium deposits, is
located in the eastern Athabasca Basin, approximately 600 km north
of Saskatoon, 260 km north of La Ronge, and 110 km southwest of
Points North Landing, in northern Saskatchewan (Figure 4-1). The
centre of the property is located approximately 35 km northeast of
the Key Lake mill and 35 km southwest of the McArthur River mine
along provincial highway 914. The property straddles the boundaries
of NTS map sheets 74H-5, 6, 11, and 12. The UTM coordinates of the
approximate centre of the property are 475,000E and 6,370,000N
(NAD83, Zone 13N).
The Gryphon deposit is
located approximately 3 km northwest of the Phoenix deposit. The
Phoenix deposit was discovered in 2008 and the Gryphon deposit was
discovered in 2014. Prior to this report, the estimated mineral
resources contained in the Phoenix deposit was last updated in June
of 2014, and the estimated mineral resources contained in the
Gryphon deposit was last updated in March 2018. The Phoenix deposit
is located at the unconformity between the Athabasca Basin and
basement rocks, approximately 400 m below surface, whereas the
Gryphon deposit is located predominantly in the basement rocks
below the unconformity surface.
|
|
4.2
|
Land Tenure
|
The property, comprising
19 contiguous claims totalling 11,720 ha with an annual requirement
of CAD$293,000 in either work or cash to maintain title to the
mineral claims, is held as a joint venture among Denison (90%) and
JCU (10%). Based on previous work submitted and approved by the
Province of Saskatchewan, title is secure until 2035. The claims
are shown in Figure 4-2 and listed in Table 4-1. Denison has been
the operator of the property since November 10, 2004.
4.3
Mineral Rights
In Canada, natural
resources fall under provincial jurisdiction. In the province of
Saskatchewan, the management of mineral resources and the granting
of exploration and mining rights for mineral substances and their
use are regulated by the Crown Minerals Act and the Mineral Tenure
Registry Regulations, 2012, which are administered by the
Saskatchewan Ministry of the Economy. Mineral rights are owned by
the Crown and are distinct from surface rights.
In Saskatchewan, a mineral
claim does not grant the holder the right to mine minerals. A
mineral claim (Crown disposition) grants the right or privilege to
explore or prospect for any Crown mineral or any other right to or
interest in any Crown mineral or any Crown mineral lands. A
Saskatchewan mineral claim (Crown disposition) in good standing can
be converted to a lease (Crown Lease) upon application. Leases have
a term of 10 years and are renewable. A lease gives the holder with
the exclusive right to explore for, mine, work, recover, procure,
remove, carry away, and dispose of any Crown minerals within the
lease lands which are nonetheless owned by the province. Surface
facilities and mine workings are therefore located on provincial
lands and the right to use and occupy lands is acquired under a
surface lease from the province of Saskatchewan. A surface lease
carries a maximum term of 33 years, and may be extended as
necessary, to allow the lessee to develop and operate the mine and
plant and thereafter to carry out the reclamation of the lands
involved.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
40

Figure
4-1. Wheeler River Project
Location Map
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
41
Table
4-1. Land Tenure
Details
|
Disposition #
|
Area (ha)
|
Annual Assessment ($)
|
Excess Credit ($)
|
Years Protected
|
|
S-97677
|
322
|
$8,050
|
$136,850
|
17
|
|
S-97678
|
335
|
$8,375
|
$142,375
|
17
|
|
S-97690
|
1,087
|
$27,175
|
$461,975
|
17
|
|
S-97894
|
246
|
$6,150
|
$104,550
|
17
|
|
S-97895
|
314
|
$7,850
|
$133,450
|
17
|
|
S-97896
|
356
|
$8,900
|
$151,300
|
17
|
|
S-97897
|
524
|
$13,100
|
$222,700
|
17
|
|
S-97907
|
352
|
$8,800
|
$149,600
|
17
|
|
S-97908
|
1,619
|
$40,475
|
$688,075
|
17
|
|
S-97909
|
1,036
|
$25,900
|
$440,300
|
17
|
|
S-98339
|
362
|
$9,050
|
$153,850
|
17
|
|
S-98340
|
250
|
$6,250
|
$106,250
|
17
|
|
S-98341
|
802
|
$20,050
|
$340,850
|
17
|
|
S-98342
|
1,016
|
$25,400
|
$431,800
|
17
|
|
S-98343
|
362
|
$9,050
|
$153,850
|
17
|
|
S-98347
|
939
|
$23,475
|
$399,075
|
17
|
|
S-98348
|
951
|
$23,775
|
$404,175
|
17
|
|
S-98349
|
540
|
$13,500
|
$229,500
|
17
|
|
S-98350
|
307
|
$7,675
|
$130,475
|
17
|
|
|
11,720
|
|
|
|
|
|
4.4
|
Royalties and Other Encumbrances
|
The property is subject to
royalties on mineral sales and/or profits levied by the Province of
Saskatchewan (refer to Section 22). The joint venture also includes
a 10% net profits interest (“NPI”) associated with the
sale of mineral concentrates derived from ore mined from the
property. The obligation to pay the NPI is borne by the joint
venture participants in proportion to their respective
participating interest. The benefit to receive the NPI is also
shared by the joint venture participants, in a proportion that may
be slightly different than their respective participating interest.
While the NPI does not affect the economics of the project on a
100% basis, each joint venture participant could have either a net
NPI asset or a net NPI obligation, which does have an impact on the
economics of the individual participant’s interest in the
project. Denison has not included the net impact of the NPI in the
economic evaluation of its own interest in the project, as the
adjustment is immaterial (refer to Section 22).
Other than the items
disclosed above, SRK is not aware of any other royalties due,
back-in rights, or other encumbrances by virtue of any underlying
agreements.
|
|
4.5
|
Permitting
|
SRK is not aware of any
environmental liabilities associated with the
property.
SRK understands that
Denison has all the required permits to conduct the proposed work
on the property. SRK is not aware of any other significant factors
and risks that may affect access, title, or the right or ability to
perform the proposed work program on the property.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
42
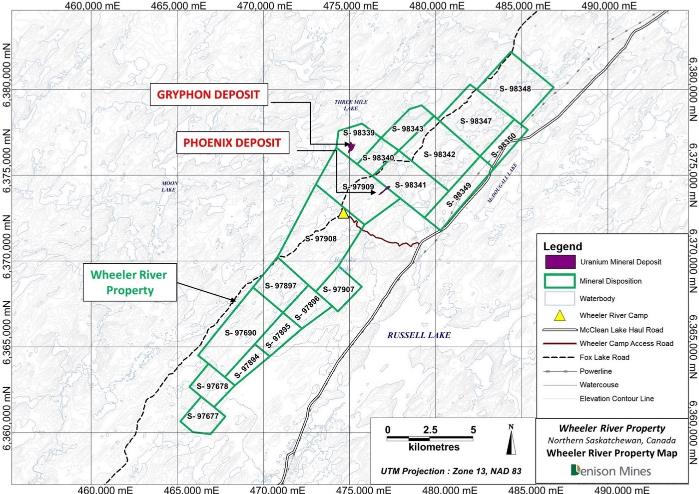
Figure
4-2: Wheeler River Property
Map
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
43
|
|
5
|
Accessibility, Climate,
Local Resources and Infrastructure, and Physiography
|
|
|
5.1
|
Accessibility
|
Access to the property and
deposits is by road, helicopter, or fixed wing aircraft from
Saskatoon. Vehicle access to the property is by Highway 914, which
terminates at the Key Lake mill. The haul road between the Key Lake
and McArthur River operations lies within the eastern part of the
property. An older access road, the Fox Lake Road, between Key Lake
and McArthur River provides access to most of the northwestern side
of the property. Gravel and sand roads and drill trails provide
access by either four-wheel-drive or all-terrain vehicles to the
rest of the property.
|
|
5.2
|
Climate
|
The climate is typical of
the continental sub-arctic region of northern Saskatchewan, with
temperatures ranging from +32°C in summer to -45°C in
winter. Winters are long and cold, with mean monthly temperatures
below freezing for seven months of the year. Winter snow pack
averages 70 cm to 90 cm. Field operations are possible year-round,
with the exception of limitations imposed by lakes and swamps and
the periods of break-up and freeze-up.
Freezing of surrounding
lakes, in most years, begins in November and break-up occurs around
the middle of May. The average frost-free period is approximately
90 days.
Average annual total
precipitation for the region is approximately 450 mm, of which 70%
falls as rain, with more than half occurring from June to
September. Snow may occur in all months but rarely falls in July or
August. The prevailing annual wind direction is from the west with
a mean speed of 12 km/hr.
|
|
5.3
|
Local Resources and Infrastructure
|
La Ronge is the nearest
commercial/urban centre where most exploration supplies and
services can be obtained. TransWest Air offers daily, scheduled
flight services between Saskatoon and La Ronge (located
approximately 600 km and 260 km, respectively, south of the
property). Most company employees are on a two-weeks in and two
weeks out schedule.
As noted previously, the
property is well located with respect to all weather roads and the
provincial power grid. Most significantly, the operating Key Lake
mill complex is approximately 35 km south of the
property.
Field operations are
currently conducted from Denison’s Wheeler River camp, 4 km
south of Gryphon and 3 km southwest of Phoenix (Figure 4-2). The
camp, which is operated by Denison, provides accommodations for up
to 40 exploration personnel. Fuel and miscellaneous supplies are
stored in existing warehouse and tank facilities at the camp. The
site generates its own power. Abundant water is available from the
numerous lakes and rivers in the area.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
44
5.4
Physiography
The property is
characterized by a relatively flat till plain with elevations
ranging from 477 to 490 MASL. Throughout the area, there is a
distinctive north-easterly trend to landforms resulting from the
passage of Pleistocene glacial ice from the northeast to the
southwest. The topography and vegetation at the property are
typical of the taiga forested land common to the Athabasca Basin
area of northern Saskatchewan.
The area is covered with
overburden from 0 to 130 m in thickness. The terrain is gently
rolling and characterized by forested sand and dunes. Vegetation is
dominated by black spruce and jack pine, with occasional small
stands of white birch occurring in more productive and well-drained
areas. Lowlands are generally well drained but can contain some
muskeg and poorly drained bog areas with vegetation varying from
wet, open, non-treed vistas to variable density stands of primarily
black spruce as well as tamarack depending on moisture and soil
conditions. Lichen growth is common in this boreal landscape mostly
associated with mature coniferous stands and bogs.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
45
|
|
6
|
History
|
|
|
6.1
|
Prior Ownership
|
The Wheeler River property
was staked on July 6, 1977, due to its proximity to the Key Lake
uranium discoveries, and was vended into an agreement on December
28, 1978 among AGIP Canada Ltd. (AGIP), E&B Explorations Ltd.
(E&B), and Saskatchewan Mining Development Corporation (SMDC),
with each holding a one-third interest. On July 31, 1984, all
parties divested a 13.3% interest and allowed Denison Mines
Limited, a predecessor company to Denison, to earn a 40% interest.
On December 1, 1986, E&B allowed PNC Exploration (Canada) Co.
Ltd. (PNC) to earn a 10% interest from one-half of its 20%
interest. In the early 1990s, AGIP sold its 20% interest to Cameco,
which was a successor to SMDC. In 1996, Imperial Metals
Corporation, a successor to E&B, sold an 8% interest to Cameco
and a 2% interest to PNC. Participating interests in 2004 were
Cameco 48%, JCU 12% (a successor to PNC), and Denison
40%.
In late 2004, Denison
entered into an agreement to earn a further 20% interest by
expending $7 million within six years. When the earn-in
obligations were completed, the participating interests were
Denison 60%, Cameco 30%, and JCU 10%. Since November 2004, Denison
has been the operator of the WRJV.
In January 2017, Denison
executed an agreement with the partners of the WRJV that will
result in an increase in Denison's ownership of the Wheeler River
project to up to approximately 66% by the end of 2018. Under the
terms of the agreement, the joint venture parties had agreed to
allow for a one-time election by Cameco to fund 50% of its ordinary
share of joint venture expenses in 2017 and 2018. The shortfall in
Cameco's contribution are being funded by Denison, in exchange for
a transfer of a portion of Cameco's interest in the project.
Accordingly, Denison's share of joint venture expenses is 75% in
2017 and 2018, and Cameco and JCU's share of joint venture expenses
will be 15% and 10%, respectively.
On January 31, 2018,
Denison announced that it had increased its interest in the Wheeler
River project, based on spending on the project during 2017, from
60% to 63.3% in accordance with this agreement. Denison expects to
increase its interest to approximately 66% by the end of 2018, with
Cameco’s interest declining to approximately 24% and
JCU’s interest remaining at 10%.
|
|
6.2
|
Exploration and Development History
|
Excluding the years 1990
to 1994, exploration activities comprising airborne and ground
geophysical surveys, geochemical surveys, prospecting, and diamond
drilling have been carried out on the Wheeler River property
continuously from 1978 to the present.
Subsequent to the
discovery of the Key Lake mine in 1975 and 1976, the Key Lake
exploration model (Dahlkamp and Tan, 1977) has emphasized the
spatial association between uranium deposition at, immediately
above, or immediately below the unconformity with graphitic pelitic
gneiss units in the basement subcrop under the basal Athabasca
sandstone. The graphitic pelitic gneiss units are commonly
intensely sheared and are highly conductive in contrast to the
physically more competent adjoining rock types that include
semipelitic gneiss, psammite, meta-arkose, or granitoid gneiss.
From the late 1970s to the present, the Key Lake model has been
useful in discovering blind uranium deposits throughout the
Athabasca Basin (Jefferson et al., 2007), although it is worth
noting that the vast majority of electromagnetic (EM) conductors
are unmineralized.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
46
Following the Key Lake
exploration model, EM techniques were the early geophysical methods
of choice for the Wheeler River property area during the period
1978 to 2004 and more than 152 line-km of EM conductors have
been delineated on the property. These conductive units have been
delineated to depths of 1,000 m, through the quartz-rich Athabasca
Group sandstones that are effectively transparent from an EM
perspective.
These conductors or
conductor systems were assigned a unique designation and follow-up
exploration drilling successfully identified several zones of
uranium mineralization.
In 1982, AGIP discovered
the MAW Zone. This alteration system contains rare earth element
(REE) mineralization in a structurally disrupted zone which extends
from the unconformity to the present surface. There is no evidence
of uranium mineralization. The REE mineralization contains yttrium
values greater than 2.0%, boron values up to 2.5%, and total rare
earth oxide (REO) up to 8.1%.
In 1985, SMDC (predecessor
to Cameco) drilled ZK-02 to test a moderate UTEM conductor axis in
a previously unexplored area along the K-North conductor, which is
now known as Gryphon. The drill hole intersected several zones of
hydrothermal alteration in the sandstone indicating that the
conductor was likely overshot and thus lay grid east of
ZK-02.
In 1986, SMDC intersected
uranium mineralization associated with Ni-Co-As sulphides at the
unconformity in the M Zone (DDH ZM-10, 0.79% U3O8 over 5.75 m), and
also discovered uranium mineralization at the O Zone, which is
associated with a 72 m vertical unconformity offset. The
O Zone basement-hosted mineralization graded 0.048%
U3O8 over 0.9 m at 378.8
m in drill hole ZO-02.
In 1988, Cameco drilled
ZK-04 and ZK-06 on the same drill section as ZK-02 to test for the
UTEM conductor and follow up on the sandstone alteration. Hole
ZK-04 was drilled 120 m grid east of ZK-02, and hole ZK-06 was
drilled 35 m grid west of ZK-04. In drill hole ZK-04, a major
basement fault structure was intersected from 572.6 m to 603.2 m,
with associated strong hydrothermal alteration and a 9.8 m
radioactive zone from 581.7 m to 591.5 m. Assays from drill hole
ZK-04 returned 0.08% U3O8 over 2.4 m at 580.0
m and 0.19% U3O8 over 2.3 m at 587.7
m. Moderate to strong hydrothermal alteration and associated fault
gouges and fracturing continued to the end of the hole at 631 m
(approximately 112 m below the unconformity surface).
The third hole on this
section, ZK-06, was drilled up-dip of ZK-04 in an attempt to locate
the up-dip and unconformity extension of the mineralization
intersected in drill hole ZK-04. Two significant zones of weak
mineralization and elevated radioactivity were intersected within a
12.1 m zone, 11 m to 50 m below the unconformity. ZK-06 returned
0.17% U3O8 over 7.7 m at 532.0
m and 0.06% U3O8 over 4.4 m at 564.6
m. Intense alteration, fracturing, and faulting in the sandstone
was noted, as well as alteration and structure extending
approximately 50 m into the basement rocks. At this time, ZK-06 was
thought to have intersected the unconformity target and no
follow-up was conducted for several years.
From 1995 to 1997,
exploration by Cameco identified strong alteration and illitic and
dravitic geochemical enrichment associated with major structures in
both the sandstone and the basement and a significant unconformity
offset associated with the “quartzite ridge” which had
been delineated as a result of drilling the Q conductor
system.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
47
In 1998, further drilling
was carried out at the Q Zone and also at the R Zone (the Phoenix
deposit area). At the R Zone, two drill holes were abandoned in
sandstone due to quartz dissolution (desilicification). The
possibility that this sandstone alteration might be of significance
was not emphasized at the time.
In 1999, a geological
setting similar to McArthur River’s P2 trend was intersected
at the WC Zone, where faulted graphite-pyrite pelitic gneiss
overlay the quartzite ridge. The former operator (Cameco) noted
extensive dravite (boron) alteration in the overlying
sandstones.
In 2001, Cameco drilled
ZK-23, testing the K1A SWML conductor approximately 250 m grid east
of the ZK-02\ZK-04\ZK-06 drill fence in what is now the Gryphon
area. The drill hole intersected a wide zone of structural
disruption within the sandstone 40 m above the unconformity. The
conductive response was explained by a wide zone of moderately
graphitic-pyritic pelitic gneisses. No unconformity or basement
mineralization was intersected, and no follow-up drill holes were
recommended.
In 2002, drill hole WR-185
intersected a 175 m unconformity offset along the west contact of
the quartzite ridge. This area was the initial focus of the WRJV
after Denison became operator in 2004.
In 2003, 61 shallow
reverse circulation (RC) holes were drilled, targeting the
sandstone/overburden interface exploring for alteration zones in
the upper sandstone. No anomalies were detected. Drill hole WR-190A
tested the WS UTEM conductor and was abandoned at 364 m due to
deteriorating drilling conditions. This drill hole is located only
90 m from the eventual Phoenix discovery drill hole WR-249.
Noticeable desilicification and bleaching of the sandstone were
present, but no noteworthy geochemical anomalies were identified. A
direct current (DC) resistivity survey was also completed to map
trends of alteration within the Athabasca sandstones and underlying
basement rocks that might be related to uranium
mineralization.
In November 2004, Denison
became operator of the WRJV and in 2005 carried out property-wide
airborne Fugro GEOTEM EM and Falcon gravity surveys with five
subsequent ground transient EM (TEM) grids completed on GEOTEM
anomalies. The focus for Denison, based on a McArthur River
analogy, was the quartzite ridge, particularly the west, or
footwall side of the ridge. Several small regional campaigns were
carried out to test EM conductors located by airborne and ground
geophysical surveys.
In 2007, a 154.8 line-km
geophysical induced polarization (IP) and magnetotelluric (MT)
survey using Titan 24 DC resistivity technology was undertaken with
the prime goals being the extension of Cameco’s 2003
resistivity survey, surveying of the K and M zones, and exploration
of the REA or “Millennium” (WS) Zone, which appeared to
have attractive geological features in an underexplored part of the
property. The results showed the following:
|
|
●
|
A very strong resistivity high which delineated the
quartzite unit;
|
|
|
●
|
Two strong, well defined resistivity lows both
occurring in areas where previous drill holes had been lost in the
Athabasca sandstone; and
|
|
|
●
|
Well defined resistivity chimneys.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
48
Although 2007 drilling on
various 2003 resistivity anomalies did not discover any significant
uranium mineralization, there was some support for the concept that
resistivity did “map” alteration chimneys within the
Athabasca sandstone. Alteration chimneys in the Athabasca sandstone
above the unconformity or basement-hosted uranium mineralization
have been described from almost all Athabasca Basin uranium
deposits, following the first thorough description of their
occurrence at the McClean deposits (Saracoglu et al., 1983; Wallis
et al., 1984). The chimneys nearly always have a prominent
structural component consisting of broken and rotated sandstone and
a high degree of fracturing and brecciation. These structural
features are accompanied by alteration consisting of variable
amounts of bleaching (removal of diagenetic hematite),
silicification, desilicification, druzy quartz-lined fractures,
secondary hematite, dravite, and/or clay minerals which can cause
resistivity anomalies.
During the winter and
spring of 2008, the North Grid resistivity survey data was
reinterpreted and three drill targets, A, B, and C, were proposed.
These targets were well defined alteration or resistivity chimneys
situated close to the hangingwall of the quartzite unit in areas
where previous attempts to drill ground EM conductors (the WS and
the REA) had failed to reach the unconformity. In 2008, drill hole
WR-249 led to the discovery of the Phoenix deposit. Subsequent
drilling identified four mineralized zones over a strike length of
more than one kilometer: Phoenix zones A, B, C,
and D.
In March 2014, drill hole
WR-556 resulted in discovery of the Gryphon deposit, intersecting
uranium mineralization averaging 15.33% U3O8 over 4.0 m in
basement graphitic gneiss, 200 m below the sub-Athabasca
unconformity. Since the discovery of the Phoenix deposit in 2008,
exploration efforts have been focused on the K-Zone trend which
exhibits numerous favourable exploration criteria including
basement quartzite and graphitic gneisses, basement structures,
reverse offsets of the unconformity, weak basement hosted
mineralization near the unconformity, and anomalous sandstone
geochemistry and alteration. Historical holes ZK-04 and ZK-06
drilled in the late 1980s, targeting unconformity-related
mineralization, intersected favourable sandstone structure and
alteration as well as alteration and weak mineralization in the
basement approximately 35 m below the unconformity. Follow-up
drilling campaigns attempted to locate unconformity mineralization
up dip of the weak basement mineralization. Gryphon deposit
discovery drill hole WR-556 was the first to evaluate the down dip
projection of these intersections.
Subsequent drilling on the
property from 2014 to present has focused on delineating the extent
and continuity of the Gryphon deposit as well as evaluating
additional high priority areas along the K-North
trend.
Table 6-1 is a summary of
the exploration activities that have been carried out on the
Wheeler River property.
Table
6-1. Exploration and Development
History
|
Period (Year)
|
Activity
|
|
1978-Present
|
The area was previously
explored by AGIP and SMDC (Cameco). Since 1978, several
airborne and ground geophysical surveys have defined 152 km of
conductor strike length in 14 conductive zones.
|
|
1986-1988
|
AGIP, SMDC, and Cameco
drilled a total of 192 drill holes encountering sub-economic
uranium mineralization in the M Zone (1986), O Zone (1986), and K
Zone (1988). Rare earth element mineralization was also
discovered in the MAW Zone (1982).
|
|
2004
|
Denison assumed
operatorship in 2004 and initially focused on the footwall side of
the quartzite ridge (west side of the property) intersecting
sub-economic uranium mineralization.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 49
|
Period (Year)
|
Activity
|
|
2008
|
In 2008, three
resistivity targets were drilled leading to the discovery of the
Phoenix deposit.
|
|
2008-2014
|
During the period 2008
to 2014, drilling predominantly focused on defining the Phoenix
deposits.
|
|
2014-Present
|
Subsequent drilling has
discovered and delineated the Gryphon deposit.
|
|
|
6.3
|
Previous Mineral Resource Estimates
|
An initial mineral
resource estimate was reported for the Phoenix deposit in a NI
43-101 technical report by SRK dated November 17, 2010 (Table 6-2).
An updated mineral resource estimate for the Phoenix deposit Zones
A and B was prepared by RPA on December 31, 2012 (Table 6-3). A
further updated mineral resource estimate for the Phoenix deposit
Zones A and B was prepared by RPA on May 28, 2014 (Table 6-4) and
an initial mineral resource estimate for the Gryphon deposit was
prepared by RPA on September 25, 2015 (Table 6-5). All previous
mineral resource estimates are superseded by the updated mineral
resource estimate in the current Wheeler River technical report,
which incorporates additional drilling completed at Gryphon since
2015.
Table
6-2. SRK Mineral Resource
Estimate as of November 17, 2010 (100% Basis) Denison Mines Corp.
– Phoenix Deposit
|
Deposit
|
Classification
|
Tonnes (000)
|
lbs U3O8
(000)
|
Average Grade
(% U3O8)
|
|
Zone A
|
Indicated
|
89.9
|
35,638
|
18.0
|
|
Zone B
|
Inferred
|
23.8
|
3,811
|
7.3
|
|
Source: Arseneau and
Revering, 2010
|
|
|
|
|
Table
6-3. RPA Mineral Resource
Estimate as of December 31, 2012 (100% Basis) Denison Mines Corp.
– Phoenix Deposit
|
Category
|
Tonnes
|
Grade
(% U3O8)
|
Million lbs U3O8
|
|
Indicated
|
152,400
|
15.6
|
52.3
|
|
Inferred
|
11,600
|
29.8
|
7.6
|
|
Source: Roscoe,
2012
|
|
|
|
Table
6-4. RPA Mineral Resource
Estimate as of May 28, 2014 (100% Basis) Denison Mines Corp.
– Phoenix Deposit
|
Category
|
Tonnes
|
Grade
(% U3O8)
|
Million lbs U3O8
|
|
Indicated
|
166,400
|
19.13
|
70.2
|
|
Inferred
|
8,600
|
5.80
|
1.1
|
|
Source: Roscoe,
2014
|
|
|
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
50
Table
6-5. RPA Mineral Resource
Estimate as of September 25, 2015 (100% Basis) Denison Mines Corp.
– Phoenix and Gryphon Deposits
|
Deposit
|
Classification
|
Tonnes
|
Million lbs U3O8
|
Average Grade
(% U3O8)
|
|
Phoenix
|
Indicated
|
166,400
|
70.2
|
19.14
|
|
Phoenix
|
Inferred
|
8,600
|
1.1
|
5.80
|
|
Gryphon
|
Inferred
|
834,000
|
44.1
|
2.31
|
|
Source: Roscoe,
2015
|
|
|
|
|
The current report
includes the Phoenix mineral resource estimate documented in the
RPA (2015) technical report as well as the updated mineral resource
estimate for the Gryphon deposit.
|
|
6.4
|
Past Production
|
To date, no production has
occurred on the property and the property is still at the advanced
exploration stage.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
51
|
|
7
|
Geological Setting and
Mineralization
|
|
|
7.1
|
Regional Geology
|
|
|
7.1.1
|
General
|
The Phoenix and Gryphon
uranium deposits are located near the southeastern margin of the
Athabasca Basin in the southwest part of the Churchill Structural
Province of the Canadian Shield (Figure 7-1). The Athabasca Basin
is a broad, closed, and elliptically shaped cratonic basin with an
area of 425 km (east-west) by 225 km (north-south). The bedrock
geology of the area consists of Archean and Paleoproterozoic
gneisses unconformably overlain by up to 1,500 m of flat-lying,
unmetamorphosed sandstones and conglomerates of the mid-Proterozoic
Athabasca Group. The property is located near the transition zone
between two prominent litho-structural domains within the
Precambrian basement: the Mudjatik Domain to the west and the
Wollaston Domain to the east.
The Mudjatik Domain is
characterized by elliptical domes of Archean granitoid orthogenesis
separated by keels of metavolcanic and metasedimentary rocks,
whereas the Wollaston Domain is characterized by tight to
isoclinal, north-easterly trending, doubly plunging folds developed
in Paleoproterozoic metasedimentary rocks of the Wollaston
Supergroup (Yeo and Delaney, 2007), which overlie Archean granitoid
orthogenesis identical to those of the Mudjatik
Domain.
The area is cut by a major
northeast-striking fault system of Hudsonian Age. The faults occur
predominantly in the basement rocks but often extend up into the
Athabasca Group due to several periods of post-depositional
movement. Diabase sills and dikes up to 100 m in width and
frequently associated with the faulting have intruded into both the
Athabasca rocks and the underlying basement.
|
|
7.1.2
|
The Metamorphosed Basement
|
The basement rocks
underlying the Athabasca Group have been divided into three
tectonic domains: the Western Craton, the Cree Lake Mobile Zone,
and the Rottenstone Complex (Figures 7-1 and 7-2). The central Cree
Lake Mobile Zone is bounded in the northwest by the Virgin River
Shear and Black Lake fault and in the southeast by the Needle Falls
Shear Zone.
The Cree Lake Mobile Zone
has been further subdivided into the Mudjatik Domain in the west
half and the Wollaston Domain in the east half. The lithostructural
character of these domains is the result of the Hudsonian Orogeny
in which an intense thermo-tectonic period remobilized the Archean
age rocks and led to intensive folding of the overlying
Aphebian-age supracrustal metasedimentary units. The Mudjatik
Domain represents the orogenic core and comprises non-linear,
felsic, granitoid to gneissic rocks surrounded by subordinate thin
gneissic supracrustal units. These rocks, which have reached
granulite-facies metamorphic grades, usually occur as broad domal
features. The adjacent Wollaston Domain consists of Archean
granitoid gneisses overlain by an assemblage of Aphebian pelitic,
semipelitic, and arkosic gneisses, with minor interlayered
calc-silicate rocks and quartzites. These rocks are overlain by an
upper assemblage of semipelitic and arkosic gneisses with magnetite
bearing units.
The Wollaston Domain
basement rocks are unconformably overlain by flat lying,
unmetamorphosed sandstones, and conglomerates of the Helikian age
Athabasca Group, which is a major aquifer in the area.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
52
|
|
7.1.3
|
The Athabasca Group
|
The Athabasca Group
sediments consist of unmetamorphosed pink to maroon quartz-rich
pebbly conglomerate and red siltstone of the Read Formation and
maroon quartz-pebble conglomerate, maroon to white pebbly
sandstone, sandstone and clay-clast-bearing sandstone belonging to
the Manitou Falls Formation. The sandstone is poorly sorted near
the base, where conglomerates form discontinuous layers of variable
thickness. Minor shale and siltstone occur in the upper half of the
succession. Locally, the rocks may be silicified and indurated or
partly altered to clay and softened. In spite of their simple
composition, their diagenetic history is complex (Jefferson et al.,
2007). The predominant regional background clay is
dickite.

Figure
7-1. Regional Geology and Uranium
Deposits
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
53
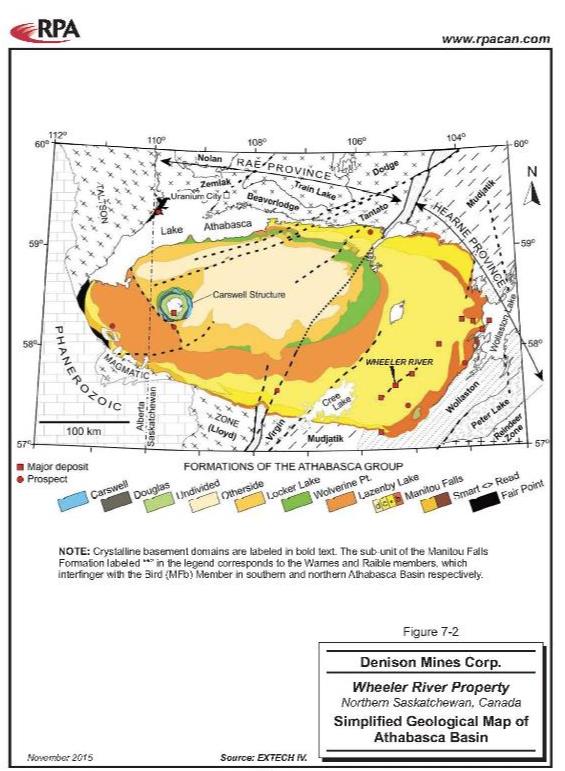
Figure
7-2. Simplified Geological Map of
Athabasca Basin
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
54
The basin is interpreted
to have developed from a series of early northeast-trending
fault-bounded sub-basins that coalesced. The topographic profile of
the unconformity suggests a gentle inward slope in the east,
moderate to steep slopes in the north and south, and a steeper
slope in the west.
Subdivisions of the
Athabasca Group in the eastern part of the basin (Figure 7-2)
include four members from bottom to top:
|
|
●
|
Read Formation (formerly the MFa Member) - a
sequence of poorly sorted sandstone and minor conglomerate.
|
|
|
●
|
Bird Member (MFb) - interbedded sandstone and
conglomerate distinguished from the underlying MFa and overlying
MFc by the presence of at least 1% to 2% conglomerate in beds
thicker than 2 cm.
|
|
|
●
|
Collins Member (MFc) - a sandstone with rare clay
intraclasts.
|
|
|
●
|
Dunlop Member (MFd) - a fine-grained sandstone with
abundant (>1%) clay intraclasts.
|
|
|
7.2
|
Quaternary Deposits
|
In the eastern Athabasca
Basin, Quaternary glacial deposits up to 100 m thick drape bedrock
topography of ridges, typically associated with granitic gneiss
domes, and structurally controlled valleys (Campbell, 2007). At
least three tills, locally separated by stratified gravel, sand,
and silt, can be distinguished. The dominant ice-flow direction was
southwesterly, but a late glacial re-advance was southerly in
eastern parts of the basin and westerly along its northern
edge.
|
|
7.3
|
Local and Property Geology
|
|
|
7.3.1
|
General
|
The Wheeler River property
lies in the eastern part of the Athabasca Basin where undeformed,
late Paleoproterozoic to Mesoproterozoic sandstone, conglomerate,
and mudstone of the Athabasca Group unconformably overlie early
Paleoproterozoic and Archean crystalline basement rocks, as
described below. The local geology of the property is very much
consistent with the regional geology described above.
|
|
7.3.2
|
Quaternary Deposits
|
The property is partially
covered by lakes and muskeg, which overlie a complex succession of
glacial deposits up to 130 m in thickness. These include eskers and
outwash sand plains, well-developed drumlins, till plains, and
glaciofluvial plain deposits (Campbell, 2007). The orientation of
the drumlins reflects southwesterly ice flow.
|
|
7.3.3
|
Athabasca Group
|
Little-deformed late
Paleoproterozoic to Mesoproterozoic Athabasca Group strata
comprised of Manitou Falls Formation sandstones and conglomerates
unconformably overlie the crystalline basement and have a
considerable range (Figure 7-3) from 170 m over the quartzite ridge
to at least 560 m on the western side of the property.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
55
The Manitou Falls
Formation is locally separated from the underlying Read Formation
(formerly the MFa) by a paraconformity, and comprises three units,
the Bird Member (MFb), Collins Member (MFc), and Dunlop Member
(MFd), which are differentiated based on conglomerates and clay
intraclasts (Bosman and Korness, 2007; Ramaekers et al., 2007).
Thickness of the Read Formation ranges from zero meters at the
north end of the property and over parts of the quartzite ridge to
200 m west of the quartzite ridge. The thickness of the MFb,
which is absent above the quartzite ridge, is as much as 210 m in
the northeastern part of the property. The MFc unit is a relatively
clean sandstone with locally scattered granules or pebbles and
one-pebble-thick conglomerate layers interpreted to be pebble lag
deposits. The MFc ranges in thickness from 30 m to 150 m. The MFd
is distinguished from the underlying MFc sandstone by the presence
of at least 0.6% clay intraclasts (Bosman and Korness, 2007). The
MFd is up to 140 m thick. The upper 100 m to 140 m of sandstone is
typically buff coloured, medium to coarse grained, quartz rich and
cemented by silica, kaolinite, illite, sericite, or hematite.
Alteration of the sandstone is noted along much of the Phoenix
deposit trend.
Variations in thickness of
the Athabasca sub-units reflect syndepositional subsidence. In
particular, the thinning of the Read Formation towards the
quartzite ridge, and the absence of both the Read and the MFb
Member over much of the ridge, indicate syn-Read uplift of the
latter along the thrust fault that bounds it to the west. This is
supported by the Read Formation sedimentary breccia, interpreted as
a fault-scarp talus deposit, along the western margin of the
ridge.
Although the predominant
regional background clay in the Athabasca Basin is dickite, the
property lies within a broad illite anomaly trending north-easterly
from Key Lake through the McArthur River area (Earle and Sopuck,
1989). Chlorite and dravite are also relatively common in
sandstones within this zone.
The topography of the
sub-Athabasca basement varies dramatically across the property.
From elevations of 160 MASL to 230 MASL along its southeastern
edge, the unconformity rises gently to a pronounced north-easterly
trending ridge up to 350 MASL, coincident with the subcrop of a
quartzite unit in the crystalline basement. The unconformity
surface drops steeply westward to as low as 30 m below sea
level. The unconformity surface is less variable in the northern
part of the property, ranging from 40 MASL in the northeast to 200
MASL in the northwest.
The west side of the
quartzite unit forms a prominent topographic scarp, rising up to
200 m above the sub-Athabasca unconformity lying to the west. The
breccia of angular quartzite blocks, centimeters to meters in size,
with a finely laminated sandstone matrix, has been intersected in
numerous drill holes along the western margin (footwall) of the
quartzite ridge. The quartzite breccia is often intimately
associated with uranium mineralization that occurs at numerous
locations along the footwall of the quartzite unit.
The Athabasca sandstones
were deposited as a succession of sandy and gravelly braided river
deposits in westward-flowing streams. The conglomerates typical of
MFb indicate increased stream competence, due either to increased
flow (i.e. higher precipitation) or increased subsidence. The mud
chips typical of MFd are fragments of thin mud beds deposited from
suspension during the late stages of a flood and re-worked by the
next one. Hence, they indicate intermittent, possibly seasonal,
stream flow (Liu et al., 2011).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
56

Figure
7-3. Cross-section of Wheeler
River Athabasca and Basement Rock Types
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
57
|
|
7.3.4
|
Basement Geology
|
Basement rocks beneath the
Phoenix and Gryphon deposits are part of the Wollaston Domain and
are comprised of metasedimentary and granitoid gneisses (Figure
7-4). The metasedimentary rocks belong to the Wollaston Supergroup
and include graphitic and non-graphitic pelitic and semipelitic
gneisses, meta-quartzite, and rare calc-silicate rocks together
with felsic and quartz feldspathic granitoid gneisses. These
metasedimentary rocks are interpreted to belong to the Daly Lake
Group (Yeo and Delaney, 2007). Pegmatitic segregations and
intrusions are common in all units with garnet, cordierite, and
sillimanite occurring in the pelitic strata, indicating an upper
amphibolite grade of metamorphism.
Graphitic pelitic gneiss
and quartzite units appear to play important roles in the genesis
of Athabasca Basin unconformity-type deposits (Jefferson et al.,
2007). Thus, the presence of extensive subcrop of both units: 18 km
of quartzite and 152 line-km of conductors (assumed to be graphitic
pelitic gneiss), greatly enhances the economic potential of the
Wheeler River property.
All of these rock types
have a low magnetic susceptibility. The metasedimentary rocks are
flanked by and intercalated with granitoid gneisses, some of which
have a relatively high magnetic susceptibility. Some of these
granitoid gneisses are Archean (Card et al., 2007). Prior to
extensive drilling, interpretation of basement geology depends
heavily on airborne magnetic data combined with airborne and ground
EM interpretation.
A “Paleoweathered
Zone”, generally from 3 m to 10 m thick, is superimposed on
the crystalline rocks and occurs immediately below the
unconformity.
|
|
7.3.5
|
Phoenix Deposit
|
The quartzite ridge, an
interpreted impermeable and structural barrier forming the footwall
to the mineralization, dominates the basement geology at the
Phoenix deposit. The quartzite unit exhibits variable dips from
-45º to -75º to the southeast, averaging -50º, and
with an undulating, but generally 055º azimuth. Immediately
overlying the quartzite is a garnetiferous pelitic gneiss, which
varies from seven meters to 60 m in thickness. This generally
competent and unmineralized unit contains distinctive
porphyroblastic garnets and acts as a marker horizon. Overlying the
garnetiferous pelitic gneiss is a graphitic pelitic gneiss in which
the graphite content varies from 1% to 40%. The graphitic pelitic
gneiss is approximately 5 m wide in the southwest, increases to
approximately 70 m near drill hole WR-249, and is 50 m wide at the
northeast extremity. Overlying the graphitic pelitic gneiss is a
massive, non-graphitic, unaltered pelitic gneiss unit.
Mineralization at Phoenix
generally occurs at the Athabasca unconformity with basement rocks
at depths ranging from 390 m to 420 m. It is interpreted to be
structurally controlled by the northeast-southwest trending
(055º azimuth) WS Fault which dips -55º to the southeast
on the east side of the quartzite ridge (Figure 7-5).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
58

Figure
7-4. Wheeler River Property
Basement Geology
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
59
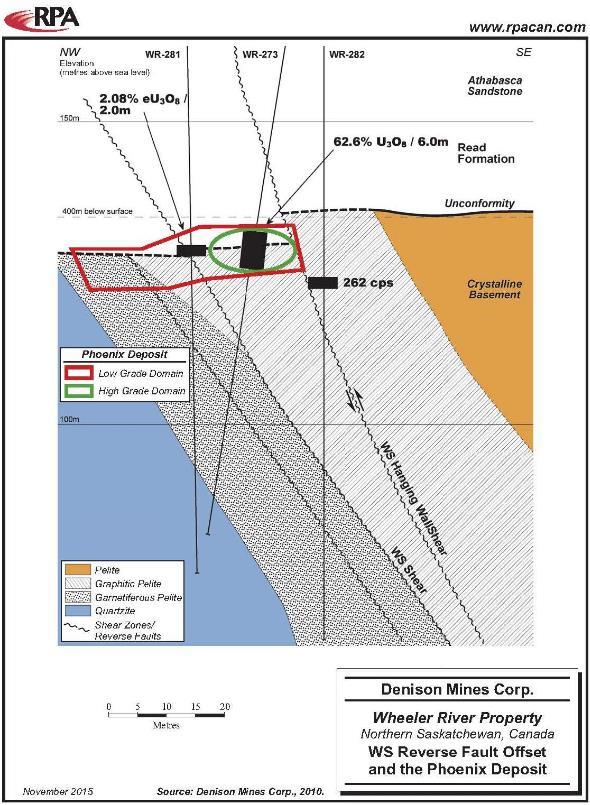
Figure
7-5. WS Reverse Fault and the
Phoenix Deposit
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
60
|
|
7.3.6
|
Gryphon Deposit
|
The geology of the Gryphon
deposit comprises highly deformed crystalline basement rocks
overlain by the relatively undeformed Athabasca sandstone. There
are four main sandstone members of the Manitou Falls
(“MF”) Formation present (from youngest to oldest):
MFd, MFc, MFb, and the Read Formation. At the Gryphon deposit, the
thickness of the Athabasca sandstone cover ranges from 480 m
in the southeast to 540 m in the northwest. The unconformity
surface down-drops in a series of steps to the northwest. There is
approximately 60 m of vertical displacement over 250 m across
strike.
Four major basement
lithological units have been defined at Gryphon which dip
moderately to the southeast (Figure 7-6):
|
|
1.
|
Upper Graphite – The Upper Graphite is
approximately 110 m thick, occurs furthest stratigraphically to the
southeast, and is located hangingwall to the mineralization. The A
and E series of mineralized lenses occur at the base of the unit
along a major fault zone, the G-Fault. This pelitic gneiss unit
averages 5% to 8% graphite in the upper portion of the unit grading
to 10% to 15% in the lower portion of the unit. The unit is well
foliated and strikes at 022° dipping at 50° to the
southeast.
|
|
|
2.
|
Quartz-Pegmatite Assemblage –
Stratigraphically below the Upper Graphite is the Quartz-Pegmatite
Assemblage, interpreted to be zone of silicification either pre- or
syn-mineralization. This unit is approximately 55 m thick and
consists of several smaller (five meter to nine meter) discrete
sub-units of alternating quartzite, quartz-rich pegmatite,
pegmatite, and graphite-bearing pelitic gneisses. The unit hosts
the B series of mineralized lenses which occur along
foliation-parallel faults related to the G-Fault.
|
|
|
3.
|
Lower Graphite – Underlying the
Quartz-Pegmatite Assemblage is the Lower Graphite. This pelitic
gneiss unit is approximately 15 m thick and averages 10% to 15%
graphite. It is well foliated and strikes approximately 022°
and dips 45° to the southeast and is host to the C series of
mineralized lenses which are interpreted to occur along
foliation-parallel faults related to the G-Fault or within
tensional fractures.
|
|
|
4.
|
Basal Pegmatite – Stratigraphically below the
Lower Graphite is the Basal Pegmatite. This is a pegmatite to
coarse grained granitic unit which is competent and relatively
unaltered. Within the Basal Pegmatite, there are multiple minor (1
m to 2m) variably-graphitic pelitic gneiss intervals. The pelitic
gneiss intervals pinch and swell along strike and no not maintain a
continuous thickness throughout the deposit area. The D series of
mineralized lenses occurs within this unit within tensional
fractures within the pegmatites/granites or concordant with the
variably-graphitic pelitic gneisses.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
61
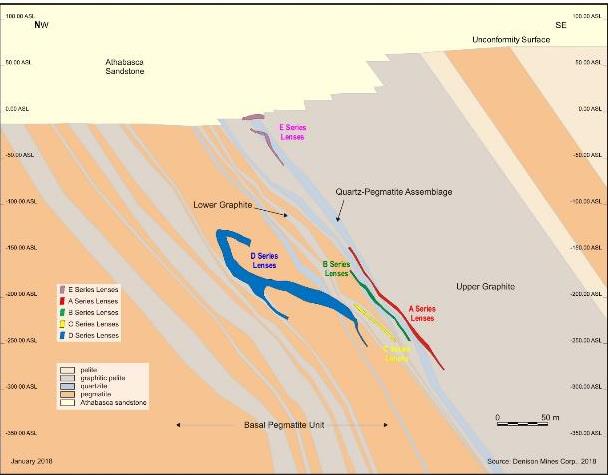
Figure
7-6. Gryphon Representative
Cross-section
|
|
7.4
|
Alteration
|
|
|
7.4.1
|
Phoenix Deposit
|
At Phoenix, typical
unconformity-associated alteration is evident, with a form and
nature similar to other Athabasca Basin unconformity-associated
deposits. The sandstones are altered for as much as 250 m above the
unconformity and exhibit varying degrees of silicification and
desilicification (which causes many technical drilling problems),
as well as dravitization, kaolinitization, chloritization, and
illitization. In addition, hydrothermal hematite and druzy quartz
are present in the sandstone and commonly in the basement rocks.
Alteration is focused along structures propagating upward from the
WS shear and associated splays, and probably does not exceed 100 m
width across strike, making this a relatively narrow exploration
target. The basement in the northeast part of the Phoenix deposit
is much more extensively bleached and clay altered than that to the
southwest.
Sandstone alteration is
typically much stronger and widely distributed above Zone D and
Zone A associated with a reduced environment indicated by the
strong presence of sooty pyrite. Alteration diminishes in intensity
along strike to the southwest. Sandstone alteration above Zone B
and Zone C, in general, is half the amplitude and intensity of
Zone A with a less pronounced damage zone above the unconformity.
Zone B and Zone C also exhibit a pronounced oxidized environment as
indicated by the strong presence of hydrothermal hematite primarily
overprinting the basement sequence directly underlying the
unconformity.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
62
|
|
7.4.2
|
Gryphon Deposit
|
At Gryphon, alteration in
the Athabasca sandstone is quite variable relative to the
basement-hosted mineralization. Directly above Gryphon, the typical
alteration sequence above the unconformity (from surface to the
unconformity) is described as follows:
|
|
●
|
The upper 100 m to 150 m of sandstone is typically
weakly bleached and silicified (interpreted as a regional
feature);
|
|
|
●
|
From approximately 150 m to 440 m from surface,
there is no significant alteration. Diagenetic hematite banding is
predominant; and
|
|
|
●
|
From approximately 440 m to 540 m from surface,
variable amounts of alteration occur, which include:
|
|
|
-
|
Moderate bleaching, irregular bands of hydrothermal
hematite, and patchy silicification from 490 m to 540 m;
|
|
|
-
|
Pervasive silicification and strong dravitic
interstitial clays from 515 m to 540 m; and
|
|
|
-
|
Alternating silicification and desilicification
with strong grey alteration, pyrite development, and dravite rich
breccias from 440 m to 540 m.
|
Sandstone alteration is
generally lacking in the hangingwall (southeast) to the Gryphon
mineralization and exhibits a background dickitic signature,
although drill holes that intersected an up-faulted basement
exhibit moderate silicification with preserved diagenetic
hematite.
Sandstone alteration in
the footwall (northwest) to the Gryphon mineralization consists of
isolated alteration zones with strong bleaching, grey alteration,
silicification, and vuggy quartz that occur upwards of 60 m above
the unconformity. Footwall sandstone is also dominated by a strong
kaolinitic signature with moderate amounts of dravite, primarily
controlled by basement structural splays propagating into the
sandstone. Although sandstone alteration in the footwall area of
the Gryphon deposit exhibits strong visual and clay alteration, its
geochemical signature is much less pronounced with sandstone
uranium partial values seldom exceeding 1 ppm. These isolated zones
of alteration are assumed to be related to the up-dip projection of
the offsetting basement reverse faults to the southeast, notably
the G-Fault itself and associated hangingwall splays. The Gryphon E
series of mineralized lenses occurs at the intersection of the
G-Fault and the unconformity and directly underlies the
structurally disrupted zone of sandstone alteration.
Directly below the
unconformity and distal to basement structures, the typical
paleoweathering profile is preserved. The basement paleoweathering
profile is gradually overprinted by various forms and intensities
of hydrothermal alteration proximal to the various structures
associated with Gryphon.
Basement clay alteration
exhibits a zoned sequence around mineralization associated with the
various mapped structures and varies in intensity in relation to
each series of mineralized lenses and the host lithology. Notably
stronger and widely distributed alteration sequences are present
around the A and B series lenses with less intense and pronounced
alteration noted in the vicinity of the C, D, and E series
lenses. There is no direct correlation between intensity of
alteration and uranium grade.
Distal alteration
associated with Gryphon mineralization includes weak chlorite and
sericite. A distinct halo of phengite is also present hangingwall
to the G-Fault and footwall to the Basal Fault, essentially
indicating an oxidized and relatively weak to unaltered envelope
surrounding the Gryphon mineralizing system.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
63
Proximal alteration
signatures associated with the Gryphon series of lenses include
various amounts of weak to strong bleaching, dravite and druzy
quartz formation. There is a distinct zonation of cordierites with
progressively stronger alteration proximal to mineralization.
Distal to mineralization cordierites are weakly altered and exhibit
a characteristic blue-green phengitic illite-chlorite clay partly
replacing the cordierite itself. Proximal to mineralization the
cordierites are replaced by a brown muscovitic illite and weak
chlorite pseudomorphs, which are generally stretched and elongated
along foliation. A distinct halo of paragonite surround the
mineralization proximal to the G-Fault and Basal Faults, being
indicative of a reducing environment. Quartz flooding and
silicification is quite common proximal to high-grade
mineralization. Intense pervasive silicification, which variably is
destructive to basement rock textures, occurs within two to ten
meters of mineralization and has a close spatial associated with
the G-Fault and Basal Fault. Silicification is locally associated
with pink silica and pink sericite which is interpreted to be a
product of active beta decay, which produces visible spectral
absorptions and changes in refractive index. Clay-sericite also
exhibits a distinct zonation around mineralization at Gryphon.
Distal to mineralization green sudoite generally replace subhedral
feldspars. Medial to mineralization feldspars are replaced by a
‘whispy’ paragonitic white sericite grading to an
intense pervasive white dravite-illite-kaolinite alteration
proximal to mineralization. The latter is especially prominent
along the Basal Fault in proximity to the D series mineralized
lenses.
|
|
7.5
|
Structural Geology
|
The Wheeler River property
lies in the Wollaston Domain, a northeast trending fold and thrust
belt with recumbently folded, early Paleoproterozoic, Wollaston
Supergroup metasedimentary rocks intercalated with granitoid
gneisses, some of which are of Archean age.
Numerous hypothetical
structural models have been proposed for the property. The simplest
model infers a southeast dipping homocline. The presence of
mechanically competent quartzite units, as well as the bounding
units of competent granitoid gneiss, together with the many
kilometers of relatively incompetent graphitic pelitic gneiss
provides a situation for the extensive development of thrust and
strike slip/wrench fault tectonics, as well as later normal faults,
at competent/incompetent interfaces (Liu et al., 2011). A
northwesterly trending diabase dyke, probably part of the 1.27 Ga
Mackenzie dyke swarm, cuts across the sandstones on the northern
part of the property.
|
|
7.5.1
|
Phoenix Deposit
|
The major structural
feature at the Phoenix deposit is the northeast-southwest trending
(055º azimuth) WS reverse fault which dips -55º to
the southeast and lies within or at the base of the graphitic
pelitic gneiss unit along the east edge (hangingwall) of the
quartzite ridge, which appears to have acted as a buttress for
thrusting and reverse faulting (Kerr, 2010; Kerr et al., 2011).
Deformation within the WS Fault has occurred partly by ductile
shearing, but mainly by fracturing. A progressive sequence of
fracturing is evident by variations in the strike and dip of
slickensides. The principal stress directions responsible for early
deformation were northwest-southeast. A change in the principal
stress to an east-west direction led to later strike-slip movement
along the WS shear. Later extension is indicated by
northwest-striking normal faults, which dip steeply to the
southwest.
With the limited
structural data currently available (as the majority of drill holes
were vertical), it appears that the WS structure was most active
during deposition of the Read Formation; however, continued uplift
is indicated by westward tilting of MFc strata along the fault
zone. Reverse fault displacements on the western edge of the
quartzite ridge occurred primarily within the highly resistant
quartzite unit. Within the Wheeler River area, vertical offset on
the footwall of the quartzite unit can be as much as 60 m; however,
at the Phoenix deposit, known vertical displacements in the
hangingwall sequence are always less than 10 m (Figure
7-5).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
64
Mineralization hosted in
the lower 15 m of the Athabasca sandstone appears to have some
relationship to the extensions of the WS Fault and its various
hangingwall splays; hence, movement on these faults must have
continued after deposition of rocks of the Read Formation and
probably the MFd member of the Manitou Falls Formation. The WS
Fault and its various interpreted hangingwall splays may have been
the main conduit for the mineralizing fluids. Thus, determining
favourable locations along the WS Fault, where zones of long-lived
permeability are present, is of critical importance. Five east-west
oriented cross faults or tear faults are also observed at Phoenix.
These features are not well documented in core as the majority of
the structures have been replaced by high-grade mineralization.
They are inferred by changes in geologic strike or flexures in the
geology underlying the deposit. These cross faults are believed to
have enhanced the permeability of select portions of the deposit
during deposition, subsequently allowing for the formation of
thicker and high-grade uranium mineralization.
|
|
7.5.2
|
Gryphon Deposit
|
On a property scale, the
Gryphon deposit is situated within a dilation jog or releasing bend
along the K-North trend, a highly prospective northeast striking
metasedimentary corridor along the Wheeler River property’s
northwest boundary. Regionally the K-North trend geology strikes
035° to the northeast and dips moderately at -50° to the
southeast. In the immediate vicinity of Gryphon, there is a
prominent change in geologic strike from the regional 035° to
020°. The mineralization at Gryphon is interpreted to have
formed from the mixing of oxidized basinal uraniferous fluids with
reduced basement ferrous fluids resulting in the co-precipitation
of uraninite and hematite. To facilitate this mixing of fluid
within the basement, a dilational structural setting is required to
allow for the ingress of basinal fluids. It is interpreted that the
subtle change in strike, or jog, coupled with the regional
northwest directed compression allowed for basement dilation at
Gryphon. This is supported by core observations which support a
reverse-sinistral sense of movement proximal to the
deposit.
On a deposit scale, the
plunge of the deposit to the northeast is controlled by structural
dilation as a result of reverse-sinistral faulting over shallower
foliation dips. Higher grades and thicknesses tend to correspond
with larger fault displacements. Five main fault groups are
recognized, though several other minor faults are also present
throughout the deposit area (Figure 7-7). These structures are
generally located at the contact between the less competent
graphitic pelitic gneisses and more competent quartz-pegmatites,
pegmatites, and pelitic gneiss units. The faults are brittle in
nature and can be described as a combination of cataclasites and
gouges, and intervals of blocky and friable core.
|
|
1.
|
The Offset Fault and associated splays occur at the
contact with the Upper Graphite and its overlying pelitic gneiss.
It is interpreted to be conformable with the local geology having a
strike of 020° and dip of -50°. The Offset Fault and its
associated splays are responsible for over 60 m of known
unconformity displacement. The unconformity is displaced downward
to the northwest in a series of steps over a 100 m cross strike
distance. To date, no mineralization has been found to be
associated with the Offset Fault.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
65
|
|
2.
|
The G-Fault and associated splays occur at the
lower contact of the Upper Graphite unit and its underlying
Quartz-Pegmatite Assemblage. In general, its orientation is
conformable to the geology with a strike of 020° and dip of
-50°. However, mineralization generally occurs along the
G-Fault and its associated fault strands where a shallowing of
stratigraphic foliation is observed, between -30° and
-50°. The shallowing of foliation in combination with reverse
sinistral movement have provided a zone of dilation, amenable to
fluid movement and uranium precipitation. Five to ten meters of
unconformity displacement have been recorded along its strike. The
G-Fault form the principal and most significant structure related
to the Gryphon deposit.
|
|
|
3.
|
The Basal Fault, subordinate to but sharing many
structural characteristics with the G-Fault occurs over 200 m to
the northwest of the G-Fault within the pegmatite-dominated
footwall units with minor variably graphitic pelitic gneiss.
Similar to the G-Fault, mineralization is associated with a
shallowing of foliation, though it is less pronounced within the
pegmatite-dominated sequence. No appreciable unconformity offset is
associated with the subcrop of the Basal fault at the
unconformity.
|
|
|
4.
|
The Linkage Faults, representing tension fractures,
occur within the Basal Pegmatite unit and as the name suggests link
the Basal Fault and G-Fault through a network of fault splays
occurring discordant to the deposit geology. It is interpreted that
the Linkage Faults formed as a result of prominent reverse faulting
along the G-Fault and subsequent tensional fracture development at
high angles into the Basal Pegmatite unit (Riedel shear model). To
date three primary Linkage Faults (or fault zones) have been
identified that vary in thickness from two meters to 20 m and have
a minimum strike of 50 m. They follow the deposit strike of
020° but are generally much shallower in dip, ranging from
-10° to -30° to the southeast. Higher grade uranium
intersections are common where the Linkage Faults intersect the
G-Fault and Basal Fault but are quite variable along the Linkage
Faults themselves.
|
|
|
5.
|
Five cross-cutting fault zones have also been noted
within the deposit area. These spatially defined zones are
characterized by a high-frequency of west to northwest striking
faults and fractures with steep dips of variable orientation. The
zones are somewhat regularly spaced across the deposit every 100 m
to 150 m. The timing and kinematics of these fault zones is not
well understood; however, they are interpreted to have been
reactivated over time and most commonly display a normal sense of
movement. The most northeastern and southwestern sub-vertical
faults appear to play a role in the morphology of the mineralized
lenses, primarily the A and B series lenses. Where mineralization
occurs in proximity to these sub-vertical structures its primary
plunge of 30°, as observed from an inclined longitudinal
section, shallows considerably to 010° to 015°,
suggesting that the structures are pre- or syn-mineralization.
Faults associated with these zones have also been interpreted to
offset mineralization, compartmentalize mineralization, or in some
cases are mineralized themselves.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
66

Figure
7-7. Cross-section of the Gryphon
Deposit Showing Significant Interpreted
Structures
|
|
7.6
|
Mineralization
|
|
|
7.6.1
|
Phoenix Deposit
|
The Phoenix uranium
deposit can be classified as an unconformity-associated deposit of
the unconformity-hosted variety. The deposit straddles the
sub-Athabasca unconformity approximately 400 m below surface and
comprises three zones (A, B, C) which cover a strike length of 1.1
km. The deposit’s A and B zones comprise an exceptionally
high-grade core surrounded by a lower grade shell. The deposit is
interpreted to be structurally-controlled by the WS shear, a
prominent basement thrust fault which occurs footwall to a
graphitic-pelite and hangingwall to a garnetiferous pelite and
quartzite unit. A minor amount of basement, fracture hosted
mineralization is evident extending below the north part of Zone
A.
Mineralization within the
Phoenix deposit lenses is dominated by massive to semi-massive
uraninite associated with an alteration assemblage comprising
hematite, dravitic tourmaline, illite and chlorite. Secondary
uranium minerals, including uranophane, and sulphides are trace in
quantity.
Average trace metal
concentrations for Phoenix assay samples greater than 0.2%
U3O8 are as follows: 576
ppm Ni, 194 ppm Co, 319 ppm As, 2,092 ppm Zn, 18 ppm Ag, 7,176 ppm
Cu, 9,143 ppm Pb, 266 ppm Mo and 35 ppm Se. Average
concentrations of Ni, Co, and As are at the low end of the range
found in other uranium deposits in the Athabasca
Basin.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 67
|
|
7.6.2
|
Gryphon Deposit
|
The Gryphon uranium
deposit can be classified as an unconformity-associated deposit of
the basement-hosted variety. The majority of the deposit occurs
within southeasterly dipping crystalline basement rocks of the
Wollaston Supergroup below the regional sub-Athabasca Basin
unconformity. The deposit is located from 520 m to 850 m below
surface and has an overall strike length of 610 m, dip length of
390 m and varies in thickness between two meters and 70 m,
depending on the number of mineralized lenses present. The
mineralized lenses are controlled by reverse fault structures which
are largely conformable to the basement stratigraphy and dominant
foliation. The A, B, and C series of lenses comprise stacked,
parallel lenses which plunge to the northeast along a fault zone
(the G-Fault) which occurs between hangingwall graphite-rich
pelitic gneisses and a more competent pegmatite-dominated footwall.
A ubiquitous zone of silicification ("Quartz-Pegmatite Assemblage")
straddles the G-Fault and the A, B, and C series of lenses occur in
the hangingwall of, within, and in the footwall of the
Quartz-Pegmatite Assemblage respectively. The D series lenses occur
within the pegmatite-dominated footwall along a secondary fault
zone ("Basal Fault") or within extensional relay faults which link
to the G-Fault. The E series lenses occur along the G-Fault, up-dip
and along strike to the northeast of the A and B series lenses,
within the upper basement or at the sub-Athabasca unconformity. The
E series of lenses differ from the remaining sets of lenses as they
are the only ones to not follow the local scale plunge of the
deposit, rather the mineralization is located planar to foliation
and tight to the unconformity (Figure 7-8). To date, the E series
lenses are the only lenses to host unconformity mineralization at
Gryphon.
Mineralization within the
Gryphon deposit lenses is dominated by massive, semi-massive, or
fracture-hosted uraninite associated with an alteration assemblage
comprising hematite, dravitic tourmaline, illite, chlorite, and
kaolinite. Secondary uranium minerals, including uranophane and
carnotite, are trace in quantity.
Gangue mineralogy is
dominated by alteration clays (illite, kaolinite, chlorite),
dravite, and hematite with minor relict quartz, biotite, graphite,
zircon, and ilmenite. Only trace concentrations of sulphides are
noted comprising galena, chalcopyrite, and pyrite. Notable
concentrations of molybdenum and lithium are also noted within and
around the mineralization, represented visually as lepidolite and
molybdenite respectively.
Average trace metal
concentrations for Gryphon assay samples greater than 0.2%
U3O8 are as follows: 107
ppm Ni, 62 ppm Co, 30 ppm As, 18 ppm Zn, 14 ppm Ag, 301 ppm Cu,
3,525 ppm Pb, 498 ppm Mo and 13 ppm Se. These concentrations
are typically lower than those recorded for the Phoenix
deposit.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
68
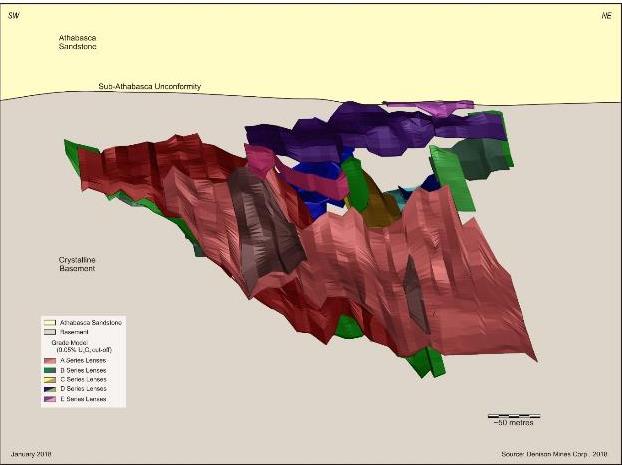
Figure
7-8. 3D Isometric Longitudinal
View of the Gryphon Deposit (shown as mineralized wireframes using
a 0.05% U3O8 cut-off and minimum
thickness of 2 meters)
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
69
8
Deposit Types
Both the Phoenix and
Gryphon deposits are classified as Athabasca Basin
unconformity-associated (also unconformity-related and –type)
uranium deposits. Phoenix straddles the unconformity contact
between the Athabasca sandstone and underlying basement, while
Gryphon is primarily hosted in the basement rocks with minor
portions of the deposit situated at the unconformity.
Jefferson et al. (2007)
offered the following definition for the geological environment of
this type of mineralization:
Unconformity-associated
uranium deposits are pods, veins, and semi-massive replacements
consisting of mainly uraninite, close to basal unconformities, in
particular those between Proterozoic conglomeratic sandstone basins
and metamorphosed basement rocks. Prospective basins in Canada are
filled by thin, relatively flat-lying, and apparently
unmetamorphosed but pervasively altered, Proterozoic (~1.8 Ga to
<1.55 Ga), mainly fluvial, red-bed quartzose conglomerate,
sandstone, and mudstone. The basement gneiss was intensely
weathered and deeply eroded with variably preserved thicknesses of
reddened, clay-altered, hematitic regolith grading down through a
green chloritic zone into fresh rock. The basement rocks typically
comprise highly metamorphosed interleaved Archean to
Paleoproterozoic granitoid and supracrustal gneiss including
graphitic metapelitic gneiss that hosts many of the uranium
deposits. The bulk of the U-Pb isochron ages on uraninite are in
the range of 1,600 Ma to 1,350 Ma. Monometallic, generally
basement-hosted uraninite fills veins, breccia fillings, and
replacements in fault zones. Polymetallic, commonly sub horizontal,
semi-massive replacement uraninite forms lenses just above or
straddling the unconformity, with variable amounts of uranium,
nickel, cobalt, and arsenic, and traces of gold, platinum-group
elements, copper, rare-earth elements, and iron.
The uranium deposits in
the Athabasca Basin occur below, across, and immediately above the
unconformity, which can lie within a few meters of surface at the
rim of the Basin, to over 1,000 m deep near its centre. The
deposits formed by extensive hydrothermal systems occurring at the
unconformity's structural boundary between the older and younger
rock units. Major deep-seated structures are also interpreted to
have played an important role in the hydrothermal process, likely
acting as conduits for hot mineralized fluids that eventually
pooled and crystallized in the structural traps provided by the
unconformity. One of the necessary reducing fluids originates in
the basement and flows along basement faults. A second, oxidizing
fluid originates within the Athabasca sandstone stratigraphy and
migrates through the inherent porosity. In appropriate
circumstances, these two fluids mix and precipitate uranium in a
structural trap at or near the basal Athabasca unconformity with
basement rocks.
Two end-members of the
deposit model have been defined (Quirt, 2003). A sandstone-hosted
egress-type model (i.e. Midwest A) involved the mixing of oxidized,
sandstone brine with relatively reduced fluids issuing from the
basement into the sandstone. Basement-hosted, ingress-type deposits
(i.e. Rabbit Lake) formed by fluid-rock reactions between oxidizing
sandstone brine entering basement fault zones and the local wall
rock. Both types of mineralization and associated host-rock
alteration occurred at sites of basement–sandstone fluid
interaction where a spatially stable redox gradient/front was
present.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
70
Although either type of
deposit can be high-grade, ranging in grade from a few percent to
20% U3O8, they are not
volumetrically large and typically occur as narrow, linear lenses
often at considerable depth. In plain view, the deposits can be 100
m to 150 m long and a few meters to 30 m wide and/or thick.
Egress-type deposits tend to be polymetallic (U-Ni-Co-Cu-As) and
typically follow the trace of the underlying graphitic pelitic
gneisses and associated faults, along the unconformity.
Ingress-type, essentially monomineralic U deposits, can have more
irregular geometry.
Unconformity-type uranium
deposits are surrounded by extensive alteration envelopes. In the
basement, these envelopes are generally relatively narrow but
become broader where they extend upwards into the Athabasca Group
for tens of meters to even 100 m or more above the unconformity.
Hydrothermal alteration is variously marked by chloritization,
tourmalinization (high boron, dravite), hematization (several
episodes), illitization, silicification/desilicification, and
dolomitization. Modern exploration for these types of deposits
relies heavily on deep-penetrating geophysics and down-hole
geochemistry.
Since the discovery of Key
Lake in 1975-1976, the Key Lake exploration model has emphasized
the occurrence of uranium mineralization proximal to the
sub-Athabasca unconformity at locations where graphitic pelite
units in the basement meet the basal Athabasca sandstone. The
graphitic pelite units are commonly intensely sheared in contrast
to the physically more competent rock types that include
non-graphitic pelite, semi-pelite, psammite, meta-arkose, or
granite gneiss. Airborne and ground electromagnetic systems are
commonly used to map conductive graphitic pelite units versus the
relatively resistive and non-conductive quartz-feldspathic rock
types.
However, since the
discovery of the McArthur River deposit in 1988, the McArthur River
exploration model has emphasized the importance of basement
quartzites occurring in proximity to uranium mineralization. Highly
competent quartzites provide a strong rheological contrast to other
metasediments and therefore control the sites of major thrust,
reverse, and strike-slip faults. Although these faults are loci for
mineralization, the poor conductivity, low magnetic
susceptibilities, and specific gravity (density) values associated
with quartzite, as well as other quartz-feldspathic rocks, limits
the effectiveness of airborne and ground geophysical methods in
mapping these basement units. This is particularly so when they are
covered by hundreds of meters of Athabasca sandstone. Alteration
haloes are typically larger than the deposit footprints and are
characterized by changes in mineralogy and major and trace
elements. Therefore, the detection of alteration halos through
geophysics, primarily DC resistivity surveys, and drill core
lithogeochemistry and reflectance spectrometry, have become
increasingly important exploration methodologies.
Recently, basement-hosted
deposits have become more recognized as a viable exploration target
through the development of Eagle Point mine and the discovery of
deposits such as Millennium, Triple R, and Arrow. Exploration
typically requires the recognition of significant fault zones
within basement metasediments (often associated with graphite) with
associated clay and geochemical alteration haloes.
Figures 8-1 and 8-2
illustrate various models for unconformity-type uranium deposits of
the Athabasca Basin. The geology of both the Phoenix and the
Gryphon deposits and the controls on mineralization are
sufficiently well understood for mineral resource estimation, in
RPA’s opinion.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
71

Figure
8-1. Schematic of Unconformity
Type Uranium Deposit
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
72

Figure
8-2. Various Models for
Unconformity Type Deposits of the Athabasca
Basin
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
73
|
|
9
|
Exploration
|
With the exception of
drilling, exploration work performed on the property by Denison
since 2008 is summarized in this section. Work completed on the
property and its immediate vicinity by other parties prior to 2008
is summarized in Section 6 of this report. Drilling completed on
the Phoenix and Gryphon deposits is summarized in Section
10.
|
|
9.1
|
Ground Geophysical Surveys
|
|
|
9.1.1
|
2009 Induced Polarization Survey
|
Following the discovery of
the Phoenix deposit in 2008, Denison, as operator of the Wheeler
River joint venture, completed DC Resistivity/IP surveys comprising
60.2 line-km in 2009.
|
|
9.1.2
|
2010 Transient Electromagnetic (TEM) Survey
|
During February and March
2010, a geophysical program consisting of 25.2 km of a fixed loop
surface TEM survey and 51.0 km of a step loop TEM survey was
completed on three lines of the previously established 2007 Wheeler
River grid. Three lines of step-wise moving loop (SWML) TEM
surveying was completed on three previously defined resistivity
anomalies in an attempt to better define any conductive axis
associated with graphitic basement features that could act as
conduits for mineralizing events. The resistivity signature located
on L40+00N is known to be associated with the uranium
mineralization associated with the Gryphon deposit.
|
|
9.1.3
|
2011-2012 Induced Polarization Survey
|
The 2011 exploration
program on the property carried out by Denison included a 120.6
line-km Titan 24 DC/IP survey. Additional Titan 24 surveying (48.8
line-km) was completed in 2012.
|
|
9.1.4
|
2013 Induced Polarization Survey
|
In 2013, the WRJV
completed a 127.0 line-km Titan 24 DC/IP survey over two areas
previously not covered (R North and K West areas).
|
|
9.1.5
|
2014 Induced Polarization, Gravity, and SWML EM
Surveys
|
Geophysical exploration in
2014 consisted of the following work, with primary focus being the
K-North area and its close vicinity:
|
|
●
|
46.05 line-km over three lines of infill SWML EM in
the K-North area to complete areas previously not covered.
|
|
|
●
|
43 line-km over two lines of SWML in the WS South
area covering areas of interest from the 2013 Titan 24 DC/IP
survey.
|
|
|
●
|
48 line-km of ground gravity covering the O Zone,
where historic drilling showed a large unconformity offset with
weak uranium mineralization.
|
|
|
●
|
A 52.0 line-km ground gravity survey was carried
out in 2014 over the K-North area to test if the unconformity
offset seen in drill core could be defined by this method.
|
|
|
●
|
A 67.2 km extension of the 2007 North Titan 24
DC/IP survey to complete the coverage over the K-North area.
|
|
|
●
|
A 3D DC/IP survey to attempt to resolve a 2 km by 2
km geologically/geophysically complex area north of Phoenix Zone
A.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
74
|
|
9.1.6
|
2015 Induced Polarization Survey
|
In 2015, the WRJV
completed a 149.5 line-km Titan 24 DC/IP survey over two areas
previously not covered (O Zone and the southern parts of the K and
Q Zones).
|
|
9.1.7
|
2016 Induced Polarization, Gravity, and Borehole
Surveys
|
In 2016, geophysical
surveys were conducted as follows:
|
|
●
|
42.0 km of Infill Gravity Survey on WR-16-G2 grid
by MWH Geo-Surveys Ltd. The objective of this work was to develop a
density model that was consistent with physical property
constraints including wireline density logs, a geological model
built from large amounts of drilling data, and two types of gravity
data with overlapping coverage. The work demonstrates a solution to
a very complex constrained gravity inversion problem.
|
|
|
●
|
83.3 km of DC-IP Deep Earth Imaging survey on the
WR-16-G1 grid by Quantec Geoscience Ltd Spartan. The exploration
objectives were to map and detect alteration related to
unconformity-type uranium mineralization within the project area
for drill targeting, delineation and structural control
identification.
|
|
|
9.1.8
|
2017 Borehole Surveys
|
DGI Geoscience Inc.
conducted down hole logging of physical properties including;
density, acoustic velocity, magnetic susceptibility, natural gamma,
fluid temperature, apparent resistivity, and neutron on 13
historical drill holes. The main objectives of this project were to
quantitatively domain boreholes using rock properties and
geochemical data, to expand knowledge of geophysical rock
properties to other boreholes where petrophysical data was not
acquired, and to extract new value and insights from geophysical
and geochemical data.
|
|
9.2
|
Airborne Surveys
|
|
|
9.2.1
|
2013 VTEM Survey
|
In 2013, a helicopter
borne versatile time-domain electromagnetic
(VTEM)-magnetic-radiometric survey was conducted over the property.
The survey comprised 990 line-km at a 300 m line-spacing covering
an area of approximately 249 km2. This survey used
a larger loop than previously in an attempt to remove noise that
caused difficulties in interpretation of a previous
survey.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
75
10
Drilling
Diamond drilling on the
Wheeler River property is the principal method of exploration and
delineation of uranium mineralization after initial geophysical
surveys. Drilling can generally be conducted year-round on the
property. Drill holes on the property are labelled with a prefix of
the project name, WR, followed by the hole number.
Since 1979, a total of 810
diamond drill holes and 84 reverse circulation (RC) drill holes
totalling 393,881 m have been completed within the property (Table
10-1). The following sections provide details of the holes drilled
on the Phoenix and Gryphon deposits.
Table
10-1. Wheeler River Property
Drilling Statistics
|
Year
|
Company
|
# Diamond Drill Holes (including wedge holes
and re-starts)
|
# Rotary Drill Holes
|
Total Drilled
(m) |
|
1979
|
AGIP Canada
Ltd.
|
6
|
0
|
2,111
|
|
1980
|
AGIP Canada
Ltd.
|
6
|
0
|
1,968
|
|
1981
|
AGIP Canada
Ltd.
|
14
|
0
|
5,352
|
|
1982
|
AGIP Canada
Ltd.
|
13
|
0
|
4,974
|
|
1983
|
AGIP Canada
Ltd.
|
9
|
0
|
2,255
|
|
1984
|
AGIP Canada
Ltd.
|
13
|
0
|
2,986
|
|
1985
|
SMDC
|
13
|
0
|
3,395
|
|
1986
|
SMDC
|
11
|
0
|
4,174
|
|
1987
|
SMDC
|
12
|
23
|
6,362
|
|
1988
|
SMDC
|
12
|
0
|
5,882
|
|
1989
|
SMDC
|
9
|
0
|
4,617
|
|
1995
|
Cameco
|
4
|
0
|
1,890
|
|
1996
|
Cameco
|
5
|
0
|
2,544
|
|
1997
|
Cameco
|
7
|
0
|
3,218
|
|
1998
|
Cameco
|
7
|
0
|
3,074
|
|
1999
|
Cameco
|
3
|
0
|
1,263
|
|
2001
|
Cameco
|
2
|
0
|
1,213
|
|
2002
|
Cameco
|
4
|
0
|
2,099
|
|
2003
|
Cameco
|
4
|
61
|
3,470
|
|
2004
|
Cameco
|
1
|
0
|
494
|
|
2005
|
Denison Mines
Inc.
|
12
|
0
|
4,837
|
|
2006
|
Denison Mines
Inc.
|
27
|
0
|
10,514
|
|
2007
|
Denison Mines
Corp.
|
18
|
0
|
6,147
|
|
2008
|
Denison Mines
Corp.
|
14
|
0
|
6,104
|
|
2009
|
Denison Mines
Corp.
|
43
|
0
|
18,950
|
|
2010
|
Denison Mines
Corp.
|
60
|
0
|
28,264
|
|
2011
|
Denison Mines
Corp.
|
80
|
0
|
38,428
|
|
2012
|
Denison Mines
Corp.
|
58
|
0
|
26,810
|
|
2013
|
Denison Mines
Corp.
|
52
|
0
|
25,656
|
|
2014
|
Denison Mines
Corp.
|
50
|
0
|
30,833
|
|
2015
|
Denison Mines
Corp.
|
72
|
0
|
42,243
|
|
2016
|
Denison Mines
Corp.
|
78
|
0
|
47,199
|
|
2017
|
Denison Mines
Corp.
|
91
|
0
|
44,556
|
|
TOTAL
|
810
|
84
|
393,881
|
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
76
|
|
10.1
|
Phoenix Deposit Exploration Drilling
|
During the summer of 2008,
WR-249 was drilled on geophysics line 4300 to test resistivity
target “A”. WR-249 was spotted 90 m northwest of
WR-190A, which had been lost in the sandstone 34 m above the
unconformity in 2003. The hole encountered strong desilicification,
silicification, hydrothermal hematite, druzy quartz, and increased
fracture density, with progressively more intense alteration
towards the unconformity, together with a strong grey bleached zone
consisting of extremely fine-grained pyrite which provided a strong
visual contrast to bleached zones in other nearby holes. At the
unconformity, disseminated and massive uranium mineralization was
present from 406.65 m to 409 m. The assay grade was 1.06%
U3O8 over 2.35 m. This
was the highest grade intercept on the property to date. This hole
was located seven kilometers northeast of the previous work in the
WR-204 area and, more significantly, was drilled on the hangingwall
rather than the footwall side of the quartzite ridge.
Target “B” was
tested by WR-251, which was located 600 m along strike from WR-249.
It intersected similar alteration along with three mineralized
zones occurring both at the unconformity and in the basement. The
best intersection graded 0.78% U3O8 over 2.25
m.
All 2008 follow-up
drilling was located in the WR-251 area. Additional uranium
mineralization (1.4% U3O8 over 4.0 m and 1.75%
U3O8 over 0.5 m) was
intersected in WR-253, which was drilled to test for mineralization
15 m to the southeast of WR-251.
All drill holes completed
during the summer of 2008 intersected either uranium mineralization
or very strong alteration located in the hangingwall to the
quartzite unit. This new discovery was termed Phoenix.
During 2009, three drill
programs, consisting of a total of 31 diamond drill holes (114,549
m), were carried out, each of which established significant
milestones in the advancement of the property. During the winter
program, the first indications of higher grade mineralization came
from hole WR-258, which returned 11.8% U3O8 over 5.5 m from a
depth of 397 m. The summer drill program continued to test the
Phoenix discovery, with hole WR-273 returning a value of 62.6%
U3O8 over 6.0 m at a
depth of 405 m. Mineralization was monomineralic pitchblende with
very low concentrations of accessory minerals and was reported to
be remarkably similar to the high-grade McArthur River P2 deposits.
Most of the mineralization occurs as a horizontal sheet at the base
of the Athabasca sandstone proximal to where a graphitic pelitic
gneiss unit in the basement intersects the unconformity. In
addition, the alteration changes to the northeast with intense and
strong basement bleaching becoming more prominent, and the
strongest graphitic faulting observed. More significantly, the new
mineralized zone returned the highest grades intersected in more
than 40 years of continuous exploration on the
property.
A further drill program in
the fall of 2009 established continuity of the high-grade portion
of the mineralized zone and extended the overall zone as a possibly
continuous unit for a strike length of greater than one
kilometer.
During 2010, 62 diamond
drill holes totalling 28,362.3 m were carried out on two claims
along the Phoenix deposit trend. Of the 62 drill holes, 55
totalling 25,949 m were completed to the desired depth.
Twenty-seven holes were drilled on claim S-98341 during two drill
seasons from January to April and June to August. Thirty-five holes
were drilled on claim S-97909 during two drill seasons from January
to April and June to August. The two-phase drilling program was
carried out during the periods of January to April 2010 and June to
August 2010.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
77
During 2011, a two-phase
drilling program of 80 diamond drill holes totalling 38,426.6 m was
carried out on mineral dispositions S-97908, S-97909, and S-98341.
Of the 80 drill holes completed, 63 totalling 29,988 m were
successfully completed to design depth at Phoenix.
During 2012, Denison
completed 51 diamond drill holes totalling 23,073 m on the Phoenix
deposit during two drilling campaigns.
In 2013, 53 diamond drill
holes totaling 25,651 m were carried out on mineral dispositions
across the property of which 18 totalling 8,270 m were completed as
infill delineation drilling on Phoenix Zone A.
In 2014, an additional
nine diamond drill holes were completed on Phoenix Zone A to extend
higher grade portions of the deposit.
In 2016, three diamond
drill holes were completed on Phoenix Zone A to test the ground
condition of the proposed Phoenix deposit
infrastructure.
In 2017, five diamond
drill holes were completed on Phoenix Zone A to collect samples for
metallurgical testing as well as test the ground conditions of
proposed Phoenix deposit infrastructure.
Since 2008, 251 drill
holes totalling 115,948 m of drilling have delineated the Phoenix
deposit (Figure 10-1 and Table 10-2). Well-established
drilling industry practices were used in the drilling
programs.
Table
10-2. Phoenix Drilling
Statistics
|
Deposit
|
Year
|
Company
|
# Holes
|
Total Drilled (m)
|
|
Phoenix
|
2008
|
Denison
|
14
|
6,499
|
|
2009
|
Denison
|
31
|
14,549
|
|
|
2010
|
Denison
|
55
|
25,949
|
|
|
2011
|
Denison
|
63
|
29,988
|
|
|
2012
|
Denison
|
51
|
23,073
|
|
|
2013
|
Denison
|
18
|
8,270
|
|
|
2014
|
Denison
|
9
|
3,791
|
|
|
2015
|
Denison
|
2
|
1,557
|
|
|
2016
|
Denison
|
3
|
1,748
|
|
|
2017
|
Denison
|
5
|
524
|
|
|
Phoenix Total
|
251
|
115,948
|
||
|
Target
|
# Holes
|
Total Drilled (m)
|
|
Zone A
|
137
|
63,202
|
|
Zone B
|
55
|
25,347
|
|
Zone C
|
24
|
10,438
|
|
Zone D
|
27
|
15,214
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
78
To date, the Phoenix
deposit area has been systematically drill tested over
approximately one kilometer of strike length at a nominal 25 m to
50 m section spacing (Figure 10-1).
Delineation diamond
drilling at Phoenix was primarily done with NQ sized core (47.6 mm
diameter) in holes WR-249 through WR-275 and HQ sized core (63.5 mm
diameter) reducing down to NQ at 350 m in holes WR-276 through
WR-561A, with most holes successfully penetrating into the
basement. In general, drilling in the higher grade areas of the
Phoenix deposit has been conducted on a nominal drill hole grid
spacing of 25 m northeast-southwest by 10 m northwest-southeast.
Some additional infill holes were drilled primarily to test the
spatial continuity of the mineralization. The most notable results
from drilling to date are the intersections of 6.0 m of 62.6%
U3O8 in hole WR-273, 3.5
m of 58.2% U3O8 in hole WR-305, 8.4
m of 38.4% U3O8 in hole WR-401, and
10.5 m of 50.1% U3O8 in hole WR-525. The
bulk of the flat lying high-grade mineralization is positioned at
and sub-parallel to the unconformity.
All holes were logged for
lithology, structure, alteration, mineralization, and geotechnical
characteristics. Data were entered into DHLogger software on
laptops in the field. The DHLogger data was transferred into a
Fusion database. All drill hole data was validated throughout the
drilling program and as an integral component of the current recent
resource estimation work. Hard copies of drill logs are stored at
site.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
79

Figure
10-1. Phoenix Deposit Drill Hole
Location Map
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
80
|
|
10.2
|
Gryphon Deposit Exploration Drilling
|
The first exploration
drilling in the Gryphon area began in 1988 and continued
intermittently through 2013.
In 2013, Denison drilled
two holes, WR-507D1 and WR-509. WR-507D1 was drilled approximately
40 m up dip on section northwest of hole ZK-23, to test for
more favourable geology (Figure 10-2). No significant
mineralization was intersected at the unconformity or in the
basement, but similar lithological units and structure were
intersected which hosted mineralization in the ZK-02/ZK-04/ZK-06
drill fence. WR-509 was drilled approximately 100 m grid west of
the ZK-02/ZK-04/ZK-06 drill fence within the K1a conductive
corridor to test for unconformity mineralization. No significant
unconformity alteration or mineralization was intersected, however,
there was some weak basement mineralization intersected over
approximately 0.5 m from 634.2 m within a pelitic lens in a large
pegmatite body. No further follow-up was recommended for either
hole at that time.
In 2014, Denison completed
a drilling campaign of 25 holes for 18,546 m which included the
Gryphon discovery hole WR-556. WR-556 was drilled on the
ZK-02/ZK-04/ZK-06 fence to test two targets:
|
|
●
|
The unconformity down-dip of a sandstone structure
intersected in ZK-06; and
|
|
|
●
|
The down-dip projection of basement hosted
mineralization intersected in ZK-04 and ZK-06.
|
No unconformity
mineralization was intersected, but high-grade mineralization was
intersected at the contact of a graphitic pelitic gneiss and a
quartzite unit down dip from hole ZK-06. The mineralization graded
15.3% U3O8 over 4.0 m from
697.5 m (approximately 207 m below the unconformity). This
mineralization formerly termed the Upper Lens, is now part of the
Gryphon A series of lenses.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
81
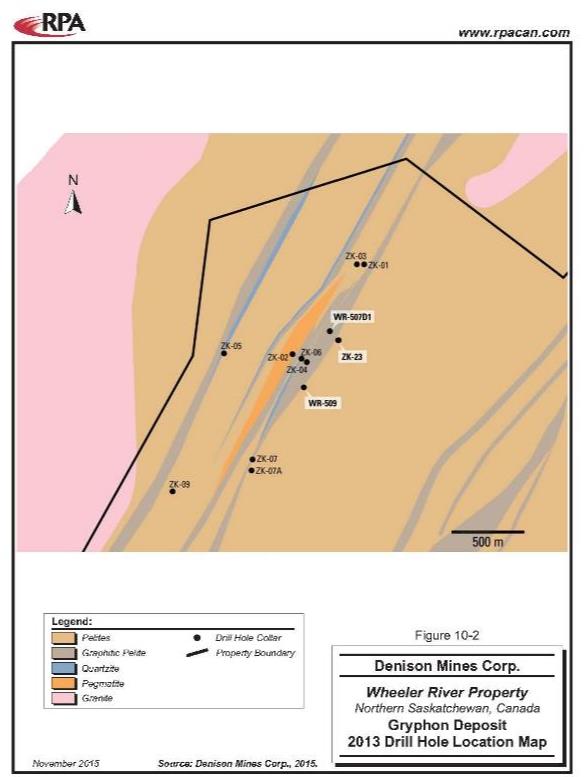
Figure
10-2. Gryphon Deposit 2013 Drill
Hole Location Map
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
82
In 2014, Denison also
drilled holes WR-558 and WR-560. WR-558 was drilled to target the
contact of the unconformity with the western most graphitic unit
northwest of ZK-02. While no unconformity mineralization was
encountered, basement mineralization was intersected in a pegmatite
unit approximately 54 m below the unconformity, now considered to
be part of the Gryphon D series of lenses. The mineralization
graded 7.3% U3O8 over 0.5 m from
611.7 m and was considered peripheral mineralization at that time.
WR-560 was drilled 35 m up dip of the WR-556 intersection. WR-560
intersected high-grade mineralization at a lower stratigraphic
position to that found in WR-556 and what was formerly termed the
Lower Lens, is now considered part of the Gryphon C series of
lenses. The WR-560 mineralization graded 21.2% U3O8 over 4.5 m from 759
m (approximately 234 m below the unconformity).
Since the discovery of
Gryphon, definition drilling has continued on all lenses (A through
E series). The A through C series lenses have been defined as a
body of multiple stacked high-grade lenses that plunge toward the
northeast, approximately 80 m to 370 m below the sub-Athabasca
unconformity. Denison followed up the 2014 drilling with 2015, 2016
and 2017 winter and summer drilling campaigns. As of January 30,
2018, the effective date of the current mineral resource estimate,
Denison and predecessor companies have drilled a total of 251 holes
totalling 141,740 m in the Gryphon area of which 214 totalling
120,351 m have delineated the Gryphon deposit. Table 10-3 lists the
holes by drilling program and Figure 10-3 shows the location of
drilling at Gryphon.
Table
10-3. Gryphon Drilling
Statistics
|
Deposit
|
Year
|
Company
|
# Holes
|
Total Drilled (m)
|
|
Gryphon
|
1985
|
SMDC
|
1
|
560
|
|
1988
|
SMDC
|
3
|
1,837
|
|
|
1989
|
Cameco
|
2
|
960
|
|
|
2001
|
Cameco
|
1
|
584
|
|
|
2013
|
Denison
|
3
|
1,515
|
|
|
2014
|
Denison
|
25
|
18,546
|
|
|
2015
|
Denison
|
53
|
30,990
|
|
|
2016
|
Denison
|
72
|
43,476
|
|
|
2017
|
Denison
|
91
|
43,273
|
|
|
GRYPHON TOTAL
|
251
|
141,740
|
||
Diamond drilling at
Gryphon was primarily done with NQ sized core (47.6 mm diameter)
with most holes angled between 60° and 79° to the
northwest, 11 of the holes are drilled vertically.
Highlights from the
Gryphon drilling program are listed Table 10-4.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
83
Table
10-4. Gryphon Deposit Mineral
Intersections
|
Hole No.
|
From (m)
|
To (m)
|
Thick (m)
|
% U3O8
|
GT
|
|
WR-560
|
759.0
|
763.5
|
4.5
|
21.21
|
95.46
|
|
WR-556
|
697.5
|
701.5
|
4.0
|
15.33
|
61.33
|
|
WR-573D1
|
548.5
|
551.0
|
2.5
|
22.16
|
55.39
|
|
WR-569A
|
680.0
|
683.5
|
3.5
|
13.16
|
46.07
|
|
WR-604
|
779.0
|
784.5
|
5.5
|
6.34
|
34.86
|
|
WR-584B
|
641.6
|
646.1
|
4.5
|
7.50
|
33.75
|
|
WR-569A
|
702.5
|
705.5
|
3.0
|
10.27
|
30.82
|
|
WR-574
|
696.5
|
698.5
|
2.0
|
14.60
|
29.19
|
|
WR-571
|
757.5
|
760.0
|
2.5
|
8.79
|
21.98
|
|
WR-571D2
|
512.0
|
517.5
|
5.5
|
3.95
|
21.72
|
|
WR-641
|
718.5
|
729.5
|
11.0
|
5.30
|
58.30
|
|
Notes: Intersection
interval is composited at cut-off grade of 1.0% U3O8 and minimum
thickness of 1 m
|
|||||

Figure
10-3. Gryphon Deposit 2017 Drill
Hole Location Map
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
84
|
|
10.3
|
Drill Hole Surveying
|
The collar locations of
drill holes are spotted on a grid established in the field, and
collar sites are surveyed by differential base station GPS using
the NAD83 UTM zone 13N reference datum. The drill holes have a
concise naming convention with the prefix WR denoting Wheeler River
followed by the number of the drill hole. Where directional
drilling methods were employed, involving the drilling of a
‘parent’ hole and multiple ‘daughter’ holes
drilled part way down the parent hole, the suffix D was used to
denote the ‘daughter’ nature of the hole location.
Subsequent collar locations of daughter holes are derived using a
combination of GPS’ed parent hole locations and down hole
Reflex survey tests utilizing GEMS software. In general, most of
the drilling was completed on northwest-southeast oriented profiles
spaced approximately 25 m apart. At Gryphon, 121 of the 214 drill
holes were completed as subsurface ‘daughter’ holes
drilled as off-cuts from surface ‘parent’
holes.
The trajectory of all
drill holes is determined with a Reflex instrument in single point
mode, which measures the dip and azimuth at 50 m intervals down the
hole with an initial test taken six meters below the casing and a
final measurement at the bottom of the hole. All mineralized and
non-mineralized holes within the Phoenix deposit are cemented from
approximately 25 m below the mineralized zone to approximately 25 m
above the zone. All mineralized and non-mineralized holes within
the Gryphon deposit are cemented for the entire basement column to
approximately 25 m above the unconformity.
|
|
10.4
|
Radiometric Logging of Drill Holes
|
All drill holes on the
property are logged with a radiometric probe to measure the natural
gamma radiation, from which an indirect estimate of uranium content
can be made. Most of the U3O8 grade data (76%)
used for the Phoenix mineral resource estimate are obtained from
chemical assays of the rock. The remainder of the data are derived
from radiometric probe results, typically when poor drill core
recovery prevents representative sampling for chemical assays. Core
recovery at Gryphon is typically 100% and therefore radiometric
equivalent U3O8 grades ("e
U3O8") are seldom
required as a substitute for chemical U3O8 assays. For the
updated Gryphon mineral resource estimate, reported herein, 7.0% of
the assay intervals relied on eU3O8 grades where
core recovery was less than 80%.
|
|
10.4.1
|
Radiometric Probing
|
Probing with a Mount
Sopris gamma logging unit employing a triple gamma probe
(2GHF-1000) was completed systematically on every drill hole. The
probe measures natural gamma radiation using three different
detectors: one 0.5 in by 1.5 in sodium iodide (NaI) crystal
assembly and two Geiger Mueller (G-M) tubes installed above the NaI
detector. These G-M tubes have been used successfully to determine
grade in very high concentrations of U3O8. By utilizing three
different detector sensitivities (the sensitivity of the detectors
is very different from one detector to another), these probes can
be used in both exploration and development projects across a wide
spectrum of uranium grades. Accurate concentrations can be measured
in uranium grades ranging from less than 0.1% to as high as 80%
U3O8. Data are logged
from all three detectors at a speed of 10 m/min down hole and 15
m/min up hole through the drill rods. Speeds are generally slowed
down while logging through the mineralized intervals at
approximately 5 m/min.
The radiometric or gamma
probe measures gamma radiation which is emitted during the natural
radioactive decay of uranium (U) and variations in the natural
radioactivity originating from changes in concentrations of the
trace element thorium (Th) as well as changes in concentration of
the major rock forming element potassium (K).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
85
Potassium decays into two
stable isotopes (argon and calcium) which are no longer radioactive
and emits gamma rays with energies of 1.46 MeV. Uranium and
thorium; however, decay into daughter products which are unstable
(i.e. radioactive). The decay of uranium forms a series of about a
dozen radioactive elements in nature which finally decay to a
stable isotope of lead. The decay of thorium forms a similar series
of radioelements. As each radioelement in the series decays, it is
accompanied by emissions of alpha or beta particles or gamma rays.
The gamma rays have specific energies associated with the decaying
radionuclide. The most prominent of the gamma rays in the uranium
series originate from decay of bismuth 214 (214Bi), and in the
thorium series from decay of thallium 208 (208Tl).
The natural gamma
measurement is made when a detector emits a pulse of light when
struck by a gamma ray. This pulse of light is amplified by a
photomultiplier tube, which outputs a current pulse which is
accumulated and reported as counts per second (“cps”).
The gamma probe is lowered to the bottom of a drill hole and data
are recorded as the tool travels to the bottom and then is pulled
back up to the surface. The current pulse is carried up a
conductive cable and processed by a logging system computer which
stores the raw gamma cps data.
Since the concentrations
of these naturally occurring radioelements vary between different
rock types, natural gamma ray logging provides an important tool
for lithologic mapping and stratigraphic correlation. For example,
in sedimentary rocks, sandstones can be easily distinguished from
shales due to the low potassium content of the sandstones compared
to the shales. The greatest value of the gamma ray log in uranium
exploration, however, is in determining equivalent uranium
grade.
The basis of the indirect
uranium grade calculation (referred to as eU3O8 for equivalent
U3O8) is the sensitivity
of the detector used in the probe which is the ratio of cps to
known uranium grade and is referred to as the probe calibration
factor. Each detector’s sensitivity is measured when it is
first manufactured and is also periodically checked throughout the
operating life of each probe against a known set of standard test
pits, with various known grades of uranium mineralization or
through empirical calculations. Application of the calibration
factor, along with other probe correction factors, allows for
immediate grade estimation in the field as each drill hole is
logged.
Down-hole total gamma data
are subjected to a complex set of mathematical equations, taking
into account the specific parameters of the probe used, speed of
logging, size of bore hole, drilling fluids, and presence or
absence of any type of drill hole casing. The result is an indirect
measurement of uranium content within the sphere of measurement of
the gamma detector. A Denison in-house computer program known as
GAMLOG converts the measured counts per second of the gamma rays
into 10 cm increments of equivalent percent U3O8 (%e U3O8). GAMLOG is based on
the Scott’s Algorithm developed by James Scott of the Atomic
Energy Commission (AEC) in 1962 and is widely used in the
industry.
The conversion
coefficients for conversion of probe counts per second to %e
U3O8 equivalent uranium
grades are based on the calibration results obtained at the SRC
uranium calibration pits (sodium iodide crystal) and empirical
values developed in-house (Sweet and Petrie, 2010) for the
triple-gamma probe (Figure 10-4).
SRC down-hole probe
calibration facilities are located in Saskatoon, Saskatchewan. The
calibration facilities test pits consist of four variably
mineralized holes, each approximately four meters thick. The gamma
probes are calibrated a minimum of two times per year, usually
before and after both the winter and summer field
seasons.
Drilling procedures,
including collar surveying, down-hole Reflex surveying, and
radiometric probing are standard industry practice.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
86

Figure
10-4. Calibration Curve for
Geiger-Meuller SN 3818 Probe
|
|
10.5
|
Sampling Method and Approach
|
|
|
10.5.1
|
Drill Core Handling and Logging Procedures
|
At each drill site, core
is removed from the core tube by the drill contractors and placed
directly into three row NQ wooden core boxes with standard 1.5 m
length (4.5 m total) or two row HQ wooden boxes with standard 1.5 m
(3.0 m total). Individual drill runs are identified with small
wooden blocks, onto which the depth in meters is recorded. Diamond
drill core is transported at the end of each drill shift to an
enclosed core handling facility at Denison’s Wheeler River
camp. The core handling procedures at the drill site are industry
standard. Drill holes are logged at the Wheeler River camp core
logging facilities by Denison personnel.
Before the core is split
for assay, the core is photographed, descriptively logged, measured
for structures, surveyed with a scintillometer, and marked for
sampling. Sampling of the holes for assay is guided by the observed
geology, radiometric logs, and readings from a hand-held
scintillometer.
The general concept behind
the scintillometer is similar to the gamma probe except the
radiometric pulses are displayed on a scale on the instrument and
the respective count rates are recorded manually by the technician
logging the core or chips. The hand-held scintillometer provides
quantitative data only and cannot be used to calculate uranium
grades; however, it does allow the geologist to identify uranium
mineralization in the core and to select intervals for geochemical
sampling, as described below.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
87
Scintillometer readings
are taken throughout the hole as part of the logging process,
usually over 3 m intervals, and are averaged for the interval.
In mineralized zones, where scintillometer readings are above five
times background (approximately 500 cps depending on the
scintillometer being used), readings are recorded over 10 cm
intervals and tied to the run interval blocks. The scintillometer
profile is then plotted on strip logs to compare and adjust the
depth of the down-hole gamma logs. Core trays are marked with
aluminum tags as well as felt marker.
|
|
10.5.2
|
Drill Core Sampling
|
Assay
Sampling
Denison submits assay
samples for geochemical analysis for all the cored sections through
mineralized intervals, where core recovery permits. All mineralized
core is measured with the scintillometer described above by
removing each piece of drill core from the ambient background,
noting the most pertinent reproducible result in counts per second,
and carefully returning it to its correct place in the core box.
Any core registering over 500 cps is flagged for splitting and sent
to the laboratory for assay. Early drill holes were sampled using
variable intervals (0.2 m to 1.0 m); after drill hole WR-253, holes
were sampled using 0.5 m lengths. Barren samples are taken to flank
both ends of mineralized intersections, with flank sample lengths
at least 0.5 m on either end, which; however, may be significantly
more in areas with strong mineralization.
Assay sampling is
undertaken by two or more Denison staff geologists with the
oversight of the Denison Project Manager or Project Geologist in an
onsite dedicated sampling facility for mineralized core. All core
samples are split with a hand splitter according to the sample
intervals marked on the core. One-half of the core is returned to
the core box for future reference and the other half is bagged,
tagged, and sealed in a plastic bag. Bags of mineralized samples
are sealed for shipping in metal or plastic pails depending on the
radioactivity level. Samples collected on 0.5 m spacing through the
mineralized zone are analyzed using inductively coupled plasma
optical emission spectroscopy (“ICP-OES”). The sealed
metal pails containing the mineralized samples are then transported
directly from site to Saskatchewan Research Council
(“SRC”) GeoAnalytical Laboratories by vehicle by a
Denison employee. The pails are delivered directly to a receiving
SRC employee ensuring the security and integrity of the samples.
Denison employees follow Transportation of Dangerous Goods
protocols as outlined by the provincial government.
Other
Sampling
Three other types of drill
core samples are collected as follows:
1.
Composite geochemical samples are collected over approximately 10 m
intervals in the upper Athabasca sandstone and in fresh lithologies
beneath the unconformity (basement) and over 5 m intervals in the
basal sandstone and altered basement units. The samples consist of
1 cm to 2 cm disks of core collected at the top or bottom of each
row of core in the box over the specified interval. Care is taken
not to cross lithological contacts or stratigraphic
boundaries.
2.
Representative/systematic core disks (one to five centimeters in
width) are collected at regular 5 m to 10 m intervals throughout
the entire length of core until basement lithologies become
unaltered. These samples are analyzed for clay minerals using
reflectance spectroscopy.
3.
Select spot samples are collected from significant geological
features (i.e. radiometric anomalies, structure, alteration, etc.).
Core disks 1 cm to 2 cm thick are collected for reflectance
spectroscopy and split core samples, over the desired interval, are
sent for geochemical analysis. Ten-centimeter wide core samples may
also be collected for density measurement.
These sampling types and approaches are typical
of uranium exploration and definition drilling programs in the
Athabasca Basin. The drill core handling and sampling protocols are
industry standard.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
88
|
|
10.6
|
Core Recovery and Use of Probe Data
|
At Phoenix, the
mineralized zones (sandstones or basement) are moderately to
strongly altered, and occasionally disrupted by fault breccias. In
places, the core can be broken and blocky, however, recovery is
generally good with an overall average of 89.65%. Local intervals
of up to 5 m with less than 80% recovery have been encountered due
to washouts during the drilling process. Where 80% or less of a
composited interval is recovered during drilling (>20% core
loss), or where no geochemical sampling has occurred across a
mineralized interval, uranium grade determination has been
supplemented by radiometric probe data. Radiometric probe data
accounts for approximately 23% of the drill holes used for the
mineral resource estimate at Phoenix. There are 1,708 U3O8 assay records
totalling 848 m in the Phoenix deposit database. Of these, 1,464
U3O8 assay records
totalling 726 m are in Zone A and 244 U3O8 assay records
totalling 122 m are in Zone B.
Core recovery at Gryphon
is typically 100% and therefore radiometric eU3O8 grades are seldom
required as a substitute for chemical U3O8 assays. There are
5,591 U3O8 assay records
totalling 2,796 m in the Gryphon deposit database of which
3,393 totalling 1,596 m were used in the resource estimate. For the
updated Gryphon mineral resource estimate, reported herein, 7.0% of
the assay intervals relied on eU3O8 grades where core
recovery was less than 80%.
RPA is not aware of any
drilling, sampling, or recovery factors that could materially
impact the accuracy and reliability of the results.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
89
|
|
11
|
Sample Preparation,
Analyses, and Security
|
As described in Section
10, core from the property is photographed, logged, marked for
sampling, split, bagged, and sealed for shipment by Denison
personnel at the Wheeler River field logging facility. All samples
for assay or geochemical analyses are sent to the SRC Geoanalytical
Laboratories (SRC) in Saskatoon, Saskatchewan. Samples for
reflectance clay analyses have been analyzed using a PIMA
spectrometer or an ArcSpectro FT-NIR ROCKET spectrometer and sent
to Rekasa Rocks Inc. (“Rekasa”) based in Saskatoon,
Saskatchewan or AusSpec International Ltd. (“AusSpec”)
based in Arrowtown, New Zealand, respectively, for interpretation.
SRC, Rekasa, and AusSpec are independent facilities that offer
analytical services to the mineral exploration and mining industry.
All samples for geochemical or clay analyses are shipped to
Saskatoon by airfreight or ground transport. All samples for
U3O8 assays are
transported by land to the SRC laboratory by Denison personnel. A
sample transmittal form is prepared that identifies each batch of
samples. SRC performs sample preparation on all samples submitted.
There is no sample preparation, apart from drying, involved for the
samples sent for clay analyses.
|
|
11.1
|
Geochemical Sample Preparation Procedures
|
|
|
11.1.1
|
Sample Receiving
|
Samples are received at
the SRC laboratory as either dangerous goods (qualified Transport
of Dangerous Goods [TDG] personnel required) or as exclusive use
only samples (no radioactivity documentation attached). On arrival,
samples are assigned an SRC group number and are entered into the
Laboratory Information Management System (LIMS).
All received sample
information is verified by sample receiving personnel: sample
numbers, number of pails, sample type/matrix, condition of samples,
request for analysis, etc. The samples are then sorted by
radioactivity level. A sample receipt and sample list are then
generated and e-mailed to the appropriate authorized personnel at
Denison. Denison is notified if there are any discrepancies between
the paperwork and samples received.
|
|
11.1.2
|
Sample Sorting
|
To ensure that there is no
cross contamination between sandstone and basement,
non-mineralized, low-level, and high-level mineralized samples,
they are sorted by their matrix and radioactivity level. Samples
are firstly sorted in their group into matrix type (sandstone and
basement/mineralized).
The samples are then
checked for their radioactivity levels. Using a Radioactivity
Detector System, the samples are classified into one of the
following levels:
|
|
●
|
“Red Line” (minimal radioactivity)
<500 cps.
|
|
|
●
|
“1 Dot” 500 – 1,999 cps.
|
|
|
●
|
“2 Dots” 2,000 – 2,999 cps.
|
|
|
●
|
“3 Dots” 3,000 – 3,999 cps.
|
|
|
●
|
“4 Dots” 4,000 – 4,999 cps.
|
|
|
●
|
“UR” (unreadable) >5,000 cps.
|
The samples are then
sorted into ascending sample numerical order and transferred to
their matrix designated drying oven.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
90
|
|
11.1.3
|
Sample Preparation
|
After the drying process
is complete, “Red line” and “1 Dot” samples
are sent for further processing (crushing and grinding) in the main
SRC laboratory. All radioactive samples at “2 Dots” or
higher are sent to a secure radioactive facility at SRC for the
same sample preparation. Plastic snap top vials are labelled
according to sample numbers and sent with the samples to the
appropriate crushing room. All highly radioactive materials are
kept in a radioactive bunker until they can be transported by TDG
trained individuals to the radioactivity facility for
processing.
Rock samples are jaw
crushed to 60% passing -2 mm. Samples are placed into the crusher
(one at a time) and the crushed material is put through a splitter.
The operator ensures that the distribution of the material is even,
so there is no bias in the sampling. One portion of the material is
placed into the plastic snap top vial and the other is put in the
sample bag (reject). The first sample from each group is checked
for crushing efficiency by screening the vial of rock through a 2
mm screen. A calculation is then carried out to ensure that 60% of
the material is -2 mm. If the quality control (QC) check fails, the
crushing is redone and checked for crushing efficiency; if it still
fails, the QC department is notified and corrective action is
taken.
The crusher, crusher catch
pan, splitter, and splitter catch pan are cleaned between each
sample using compressed air.
The reject material is
returned to its original sample bag and archived in a plastic pail
with the appropriate group number marked on the outside of the
pail. The vials of material are then sent to grinding; each vial of
material is placed in pots (six pots per grind) and ground for two
minutes. The material is then returned to the vials. The operator
shakes the vial to check the fineness of the material by looking
for visible grains and listening for rattling. The sample is then
screened through a 106-micron sieve, using water. The sample is
then dried and weighed; to pass the grinding efficiency QC, there
must be over 90% of the material at -106 micron. The material is
then transferred to a labelled plastic snap top vial.
The pots are cleaned out
with silica sand and blown out with compressed air at the start of
each group. In the radioactive facility, the pots are cleaned with
water. Once sample pulps are generated, they are returned to the
main laboratory to be chemically processed prior to analysis. All
containers are identified with sample information and their
radioactivity status at all times. When the preparation is
completed, the radioactive pulps are returned to a secure
radioactive bunker, until they can be transported back to the
radioactive facility. All rejected sample material not involved in
the grinding process is returned to the original sample container.
All highly radioactive materials are stored in secure radioactive
designated areas.
Sample preparation methods
for the samples used in the Gryphon and Phoenix mineral resource
estimates meet or exceed industry standards.
|
|
11.2
|
Analytical Methods
|
All assay core samples
from Gryphon and Phoenix were analyzed by the ICP1 package offered
by SRC. Composite geochemical samples, up to and including WR-269,
were also analyzed using this method after which the method was
changed to ICP-MS1 because of a lower detection limit.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
91
|
|
11.2.1
|
Method: ICP1
|
(Uranium multi-element
exploration analysis by ICP-OES).
Method Summary: In ICP-OES analysis, the
atomized sample material is ionized, and the ions then emit light
(photons) of a characteristic wavelength for each element, which is
recorded by optical spectrometers. Calibrations against standard
materials allow this technique to provide a quantitative
geochemical analysis.
The analytical package
includes 62 analytes (46 total digestion, 16 partial digestion),
with nine analytes being analyzed for both partial and total
digestions (Ag, Co, Cu, Mo, Ni, Pb, U, V, and Zn) plus boron. These
samples are also sometimes analyzed for Au by fire
assay.
Partial Digestion: For partial digestion
analysis, samples were crushed to 60% -2 mm and a 100 g to 200 g
sub-sample was split out using a riffler. The sub-sample pulverized
to 90% -106 µm using a standard puck and ring grinding mill.
The sample was then transferred to a plastic snap top vial. An
aliquot of pulp is digested in a digestion tube in a mixture of
HNO3:HCl,
in a hot water bath for approximately one hour, then diluted to 15
mL using de-ionized water. The samples were then analyzed using a
Perkin Elmer ICP-OES instrument (models DV4300 or
DV5300).
Total Digestion: An aliquot of pulp is
digested to dryness in a hot block digestor system using a mixture
of concentrated HF:HNO3:HClO4. The residue is
dissolved in 15 mL of dilute HNO3 and analyzed using
the same instrument(s) as above.
|
|
11.2.2
|
Method: ICPMSI
|
(The multi-element
determination by ICP-MS).
Method Summary: The analytical package
includes the analysis of 47 elements and oxides using a three acid
(HF/HNO3/HClO4) “total”
digestion and a suite of 42 elements using a two acid
(HNO3/HCl)
“partial” digestion. Analysis of the lead isotopes
(204Pb, 206Pb, 207Pb, and 208Pb) are also included in the package.
Boron is determined by ICP-OES analysis after fusion with
NaO2/NaCO3. PerkinElmer
instruments (models Optima 300DV, Optima 4300DV, and Optima 5300DV)
are currently in use. The samples generally analyzed by this
package are non-radioactive, non-mineralized sandstones and
basement rocks with low concentrations of uranium (<100
ppm).
Partial Digestion: An aliquot of pulp is
digested in a mixture of ultra-pure concentrated nitric and
hydrochloric acids (HNO3:HCl) in a digestion
tube in a hot water bath, then diluted to 15 mL using de-ionized
water prior to analysis. As, Ge, Hg, Sb, Se, and Te are subject to
partial digestion only, as these elements are not suited to total
digestion analysis. The ICP-MS instruments used are PerkinElmer
Elan DRC II.
Total Digestion: An aliquot of pulp is
digested to dryness in a hot block digestor system using a mixture
of ultra-pure concentrated acids HF:HNO3:HClO4. The residue is
dissolved in 15 mL of 5% HNO3 and made to volume
using de-ionized water prior to analysis.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
92
|
|
11.2.3
|
Method: U3O8 wt% Assay
|
(The determination of
U3O8 wt% in solid samples
by ICP-OES).
Method Summary: When ICP1 U partial
values are ≥1,000 ppm, sample pulps are re-assayed for
U3O8 using SRC’s
ISO/IEC 17025:2005-accredited U3O8 (wt%) method. In the
case of uranium assay by ICP-OES, a pulp is already generated from
the first phase of preparation and assaying (discussed
above).
Aqua Regia Digestion: An aliquot of
sample pulp is digested in a 100 mL volumetric flask in a mixture
of 3:1 HCl:HNO3 on a hot plate for
approximately one hour, then diluted to volume using de-ionized
water. Samples are diluted prior to analysis by
ICP-OES.
Instrument Analysis: Instruments in the
analysis are calibrated using certified commercial solutions. The
instruments used were PerkinElmer Optima 300DV, Optima 4300DV, or
Optima 5300DV.
Detection Limits: 0.001% U3O8
|
|
11.2.4
|
Method: U3O8 wt% Assay
|
(The determination of
U3O8 wt% in solid samples
by delayed neutron counting).
SRC in 2009 documented the
method summary for the Delayed Neutron Counting (DNC) technique as
follows. Samples previously prepared as pulps for ICP total
digestion are used for the DNC analysis. The pulps are irradiated
in a Slowpoke 2 nuclear reactor for a given period of time. After
irradiation, the samples are pneumatically transferred to a
counting system equipped with six helium-3 detectors. After a
suitable delay period, neutrons emanating from the sample are
counted. The proportion of delayed neutrons emitted is related to
the uranium concentration. For low concentrations of uranium, a
minimum of one gram of sample is preferred, and larger sample sizes
(two to five grams) will improve precision. Several blanks and
certified uranium standards are analyzed to establish the
instrument calibration. In addition, control samples are analyzed
with each batch of samples to monitor the stability of the
calibration. At least one in every ten samples is analyzed in
duplicate. The results of the instrument calibration, blanks,
control samples, and duplicates must be within specified limits
otherwise corrective action is required.
Analysis for uranium by
DNC incorporates four separate flux/site conditions of varying
sensitivity to produce an effective range of analysis from zero to
150,000 µg U per capsule (samples of up to 90% U can be
analyzed by weighing a fraction of a gram to ensure that there is
no more than 150,000 µg U in the capsule). Each
condition is calibrated using between three and seven reference
materials. For each condition, one of these materials is designated
as a calibration check sample. As well, there is an independent
control sample for each condition.
|
|
11.2.5
|
Drill Core Bulk Density Analysis
|
Drill core samples
collected for bulk density measurements were sent to SRC. Samples
were first weighed as received and then submerged in de-ionized
water and re-weighed. The samples were then dried until a constant
weight was obtained. The sample was then coated with an impermeable
layer of wax and weighed again while submersed in de-ionized water.
Weights were entered into a database and the bulk density of each
sample was calculated. Water temperature at the time of weighing
was also recorded and used in the bulk density
calculation.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
93
|
|
11.2.6
|
Reflectance Clay Analyses
|
Prior to 2015, core chip
samples for clay analysis were analyzed using a PIMA II
spectrometer. This included all analyses performed on samples from
the Phoenix deposit. Short wave infrared (SWIR) spectra were sent
to Rekasa, a private facility in Saskatoon, for interpretation.
Samples were air or oven dried prior to analysis in order to remove
any excess moisture. Reflective spectra for the various clay
minerals present in the sample were compared to the spectral
results from Athabasca samples for which the clay mineral
proportions have been determined in order to obtain a
semi-quantitative clay estimate for each sample.
From 2015, core chip
samples for clay reflectance analysis were analyzed using an
ArcSpectro FT-NIR (Fourier transform near-infrared) ROCKET
spectrometer. This included all analyses performed on samples from
the Gryphon deposit. Sample collection and preparation is identical
to procedures used for PIMA analysis. The transmission spectra of
the reflectance samples were sent to AusSpec, based in New Zealand.
The spectra are analyzed using an aiSIRIS automated spectral
interpretation system. The mineral assemblage for each sample is
listed in order of spectral dominance and represents the spectral
contribution of the mineral to the spectrum. The results compared
well with previous PIMA spectra interpretations undertaken by
Rekasa.
|
|
11.3
|
Quality Assurance and Quality Control
|
Quality assurance and
quality control (QA/QC) programs provide confidence in the
geochemical results and help ensure that the database is reliable
to estimate mineral resources. Denison has developed and documented
several QA/QC procedures and protocols for all exploration projects
which include the following components:
|
|
●
|
Determination of precision – achieved by
regular insertion of duplicates for each stage of the process where
a sample is taken or split.
|
|
|
●
|
Determination of accuracy – achieved by
regular insertion of standards or materials of known
composition.
|
|
|
●
|
Checks for contamination – achieved by
insertion of blanks.
|
RPA reviewed
Denison’s procedures and protocols and considers them to be
reasonable and acceptable.
|
|
11.3.1
|
Sample Standards, Blanks, and Field Duplicates
|
Uranium
Assay Standards
Analytical standards are
used to monitor analytical precision and accuracy, and field
standards are used as an independent monitor of laboratory
performance. Six uranium assay standards have been prepared for use
in monitoring the accuracy of uranium assays received from the
laboratory. Due to the radioactive nature of the standard material,
insertion of the standard materials is preferable at SRC instead of
in the field. During sample processing, the appropriate standard
grade is determined, and an aliquot of the appropriate standard is
inserted into the analytical stream for each batch of materials
assayed.
Denison uses standards
provided by its former Wheeler River joint venture partner Cameco
for uranium assays. Cameco standards are added to the sample groups
by SRC personnel, using the standards appropriate for each group.
As well, for each assay group, an aliquot of Cameco’s blank
material is also included in the sample run. In a run of 40
samples, at least one will consist of a Cameco standard and one
will consist of a Cameco blank. Accuracy of the analyses and values
obtained relative to the standard values, based on the analytical
results of the six reference standards used, is acceptable for
mineral resource estimates. Chronological plots for the six
standards are shown in Figures 11-1 to 11-6 with upper limit (UL)
and lower limit (LL) being equal to the mean plus or minus three
standard deviations respectively. Note that in Figure 11-1 and
Figure 11-6 the standards were changed during 2011.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
94
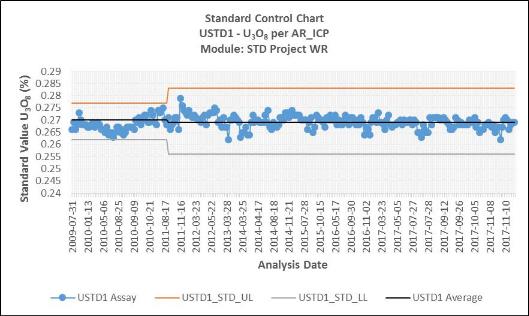
Figure
11-1. USTD1
Analyses

Figure
11-2. USTD2
Analyses
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
95

Figure
11-3. USTD3
Analyses
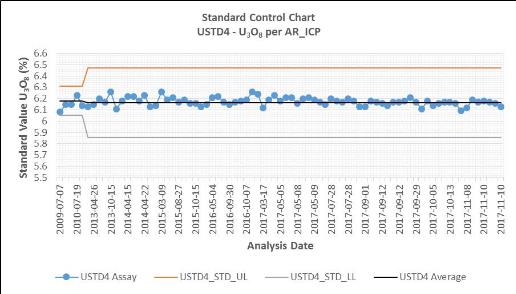
Figure
11-4. USTD4
Analyses
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
96
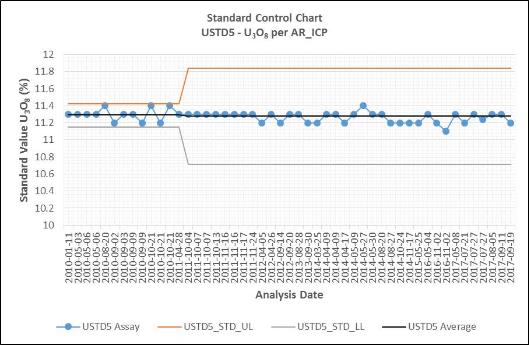
Figure
11-5. USTD5
Analyses

Figure
11-6. USTD6
Analyses
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
97
Blanks
Denison employs a
lithological blank composed of quartzite to monitor the potential
for contamination during sampling, processing, and analysis. The
selected blank consists of a material that contains lower contents
of U3O8 than the sample
material but is still above the detection limit of the analytical
process. Due to the sorting of the samples submitted for assay by
SRC based on radioactivity, the blanks employed must be inserted by
the SRC after this sorting takes place, in order to ensure that
these materials are ubiquitous throughout the range of analytical
grades. In effect, if the individual geologists were to submit
these samples anonymously, they would invariably be relegated to
the minimum radioactive grade level, preventing their inclusion in
the higher radioactive grade analyses performed by SRC. Figure 11-7
shows results of analyses of blank samples. It can be seen that
most are below the upper limit of 0.013% U3O8, with a maximum
analysis of 0.036% U3O8.
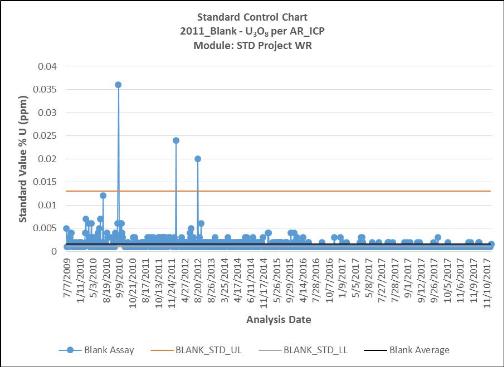
Figure
11-7. Blank Sample Analyses
Results
Field
Assay Duplicates
Analyses of duplicate
samples are a mandatory component of quality control. Duplicates
are used to evaluate the field precision of analyses received and
are typically controlled by rock heterogeneity and sampling
practices. Core duplicates are prepared by collecting a second
sample of the same interval, through splitting the original sample,
or other similar technique, and are submitted as an independent
sample. Duplicates are typically submitted at a minimum rate of one
per 20 samples in order to obtain a collection rate of 5%. The
collection may be further tailored to reflect field variation in
specific rock types or horizons. Figure 11-8 shows results of
analyses of field core duplicates plotted against original
analyses. It can be seen that results are satisfactory with a
correlation coefficient of 92%.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
98

Figure
11-8. Field Duplicate
Analyses
|
|
11.3.2
|
SRC Internal QA/QC Program
|
The SRC laboratory has a
quality assurance program dedicated to active evaluation and
continual improvement in the internal quality management system.
The laboratory is accredited by the Standards Council of Canada as
an ISO/IEC 17025 Laboratory for Mineral Analysis Testing and is
also accredited ISO/IEC 17025:2005 for the analysis of
U3O8.
The laboratory is licensed by the Canadian Nuclear Safety
Commission (CNSC) for possession, transfer, import, export, use,
and storage of designated nuclear substances by CNSC Licence Number
01784-1-09.3. As such, the laboratory is closely monitored and
inspected by the CNSC for compliance.
All analyses are conducted
by SRC, which has specialized in the field of uranium research and
analysis for over 30 years.
SRC is an independent
laboratory, and no associate, employee, officer, or director of
Denison is, or ever has been, involved in any aspect of sample
preparation or analysis on samples from the Gryphon or Phoenix
deposits.
The SRC uses a laboratory
management system (LMS) for quality assurance. The LMS operates in
accordance with ISO/IEC 17025:2005 (CAN-P-4E) “General
Requirements for the Competence of Mineral Testing and Calibration
Laboratories” and is also compliant to CAN-P-1579
“Guidelines for Mineral Analysis Testing Laboratories”.
The laboratory continues to participate in proficiency testing
programs organized by CANMET (CCRMP/PTP-MAL).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
99
All instruments are
calibrated using certified materials. Quality control samples were
prepared and analyzed with each batch of samples. Within each batch
of 40 samples, one to two quality control samples were inserted.
Five U3O8 reference standards
are used: BLA2, BL3, BL4A (Figure 11-9), BL5, and SRCUO2 which have
concentrations of 0.502%, 1.21% U3O8, 0.148%
U3O8,
8.36% U3O8, and 1.58%
U3O8, respectively. One
in every 40 samples is analyzed in duplicate; the reproducibility
of this is 5%. Before the results leave the laboratory, the
standards, blanks, and split replicates are checked for accuracy,
and issued provided the senior scientist is fully satisfied. If for
any reason there is a failure in an analysis, the sub-group
affected will be re-analyzed, and checked again. A corrective
action report is issued, and the problem is investigated fully to
ensure that any measures to prevent the re-occurrence can and will
be taken. All human and analytical errors are, where possible,
eliminated. If the laboratory suspects any bias, the samples are
re-analyzed, and corrective measures are taken.
Quality control samples
(reference materials, blanks, and duplicates) are included with
each analytical run, based on the rack sizes associated with the
method. The rack size is the number of samples (including QC
samples) within a batch. Blanks are inserted at the beginning,
standards are inserted at random positions, and duplicates are
analyzed at the end of the batch. Quality control samples are
inserted based on the analytical rack size specific to the method
(Table 11-1).

Figure
11-9. BLA4
Analyses
Table
11-1. Quality Control Sample
Allocations
|
Rack Size
|
Methods
|
Quality Control Sample
Allocation
|
|
20
|
Specialty methods
including specific gravity, bulk density, and acid
insolubility
|
2 standards, 1
duplicate, 1 blank
|
|
28
|
Specialty fire assay,
assay-grade,
umpire and concentrate methods |
1 standard, 1
duplicate, 1 blank
|
|
40
|
Regular AAS, ICP-AES
and ICP-MS methods
|
2 standards, 1
duplicate, 1 blank
|
|
84
|
Regular fire assay
methods
|
2 standards, 3
duplicates, 1 blank
|
|
|
11.3.3
|
External Laboratory Check Analysis
|
In addition to the QA/QC
described above, Denison sends one in every 25 samples to
SRC’s DNC laboratory, a separate facility located at SRC
Analytical Laboratories in Saskatoon, to compare the uranium values
using two different methods, by two separate laboratories. The DNC
method is specific for uranium and no other elements are analyzed
by this technique. The DNC system detects neutrons emitted by the
fission of U-235 in the sample, and the instrument response is
compared to the response from known reference materials to
determine the concentration of uranium in the sample. In order for
the analysis to work, the uranium must be in its natural isotopic
ratio. Enriched or depleted, uranium cannot be analyzed accurately
by DNC.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 100
There are 295 assay pairs
that used both ICP-OES total digestion and the DNC assay technique.
Figure 11-10 shows the correlation between the SRC
Geoanalytical and the SRC DNC laboratories. It can be seen that
correlation is excellent. Uranium grades obtained with the DNC
technique were used only as check assays and were not directly used
for mineral resource estimation.
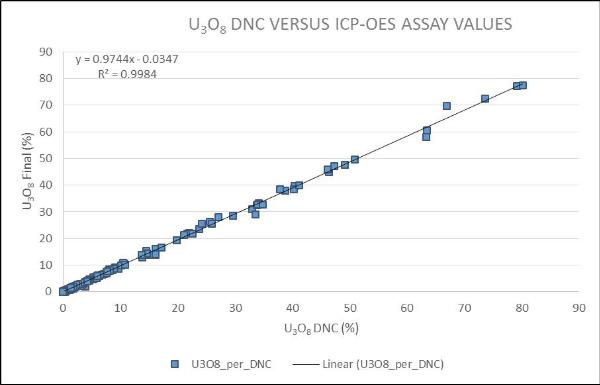
Figure
11-10. U3O8 DNC vs ICP-OES Assay
Values
|
|
11.3.4
|
Security and Confidentiality
|
SRC considers customer
confidentially and security to be of utmost importance and takes
appropriate steps to protect the integrity of sample processing at
all stages from sample storage and handling to transmission of
results. All electronic information is password protected and
backed up on a daily basis. Electronic results are transmitted with
additional security features. Access to SRC’s premises is
restricted by an electronic security system. The facilities at the
main laboratory are regularly patrolled by security guards 24 hours
a day.
After the analyses
are completed, analytical data are securely sent using electronic
transmission of the results by SRC to Denison. The electronic
results are secured using WINZIP encryption and password
protection. These results are provided as a series of Adobe PDF
files containing the official analytical results and a Microsoft
Excel file containing only the analytical results.
In RPA’s
opinion, sample preparation, security, and analytical procedures
meet industry standards, and the QA/QC program as designed and
implemented by Denison is adequate. Consequently, the assay results
within the drill hole database are suitable for use in a mineral
resource estimate.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
101
|
|
12
|
Data
Verification
|
Based on the data
validation by Denison and RPA and the results of the standard,
blank, and duplicate analyses, RPA is of the opinion that the assay
database is of sufficient quality for mineral resource
estimation.
RPA reviewed and verified
the resource database used to estimate the mineral resources for
both the Phoenix and Gryphon deposits. The verification included a
review of the QA/QC methods and results, verifying assay
certificates against the database assay table, standard database
validation tests, and site visits to both the Gryphon and Phoenix
deposits.
Denison has developed and
documented several QA/QC procedures and protocols for all
exploration projects operated by Denison. The review of the QA/QC
program and results is presented in Section 11. RPA reviewed
Denison’s procedures and protocols and considers them to be
reasonable and acceptable.
|
|
12.1
|
Site Visit and Core Review
|
Dr. Roscoe visited the
property on June 16, 2014 in connection with the Phoenix deposit
mineral resource estimate and held discussions with technical
personnel in RPA’s Toronto office on May 4, 2014.
Mr. Mathisen visited the property on March 23 to 25, 2015, during
the winter drill program in connection with the initial Gryphon
mineral resource estimate and again from September 21 to 22,
2017 during the summer drill program in relation to the most recent
updated Gryphon resource estimate discussed herein. RPA visited
several drill sites and reviewed all core handling, logging,
sampling, and storage procedures. RPA examined core from several
drill holes and compared observations with assay results and
descriptive log records made by Denison geologists. As part of the
review, RPA verified the occurrences of mineralization visually and
by way of a hand-held scintillometer.
|
|
12.2
|
Database Validation
|
RPA conducted audits of
historic records to ensure that the grade, thickness, elevation,
and location of uranium mineralization used in preparing the
current uranium resource estimate correspond to mineralization. RPA
performed the following digital queries. No significant issues were
identified.
|
|
●
|
Header table: searched for incorrect or duplicate
collar coordinates and duplicate hole IDs.
|
|
|
●
|
Survey table: searched for duplicate entries,
survey points past the specified maximum depth in the collar table,
and abnormal dips and azimuths.
|
|
|
●
|
Core recovery table: searched for core recoveries
greater than 100% or less than 80%, overlapping intervals, missing
collar data, negative widths, and data points past the specified
maximum depth in the collar table.
|
|
|
●
|
Lithology and probe tables: searched for duplicate
entries, intervals past the specified maximum depth in the collar
table, overlapping intervals, negative widths, missing collar data,
missing intervals, and incorrect logging codes.
|
|
|
●
|
Geochemical and assay table: searched for duplicate
entries, sample intervals past the specified maximum depth,
negative widths, overlapping intervals, sampling widths exceeding
tolerance levels, missing collar data, missing intervals, and
duplicated sample IDs.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
102
|
|
12.3
|
Independent Verification of Assay Table
|
The assay table contains
5,591 laboratory records. RPA verified approximately 2,215 records
representing 40% of the data for uranium values against 39
different laboratory certificates. No discrepancies were
found.
12.4
Disequilibrium
Radioactive isotopes lose
energy by emitting radiation and transition to different isotopes
in a “decay series” or “decay chain” until
they eventually reach a stable non-radioactive state. Decay chain
isotopes are referred to as “daughters” of the
“parent” isotope. When all the decay products are
maintained in close association with uranium-238 for the order of a
million years, the daughter isotopes will be in equilibrium with
the parent. Disequilibrium occurs when one or more decay products
is dispersed as a result of differences in solubility between
uranium and its daughters, and/or escape of radon gas.
Knowledge of, and
correction for, disequilibrium is important for deposits for which
the grade is measured by gamma-ray probes, which measure daughter
products of uranium. Disequilibrium is considered positive when
there is a higher proportion of uranium present compared to
daughters. This is the case where decay products have been
transported elsewhere or uranium has been added by, for example,
secondary enrichment. Positive disequilibrium has a disequilibrium
factor which is greater than 1.0. Disequilibrium is considered
negative where daughters are accumulated, and uranium is depleted.
This so called “negative” disequilibrium has a
disequilibrium factor of less than 1.0 but not less than
zero.
Disequilibrium is
determined by comparing uranium grades measured by chemical
analyses with the “gamma only” radiometric grade of the
same samples measured in a laboratory. There are practical
difficulties in comparing chemical analyses of uranium from drill
hole samples with corresponding values from borehole gamma logging,
because of the difference in sample size between drill core
(average grades in core or chip samples) and radiometric probe
measurements (gamma response from spheres of influence up to 1 m in
diameter). Also, any probe calibration (and/or assay) error can be
misinterpreted as disequilibrium. If the gamma radiation emitted by
the daughter products of uranium is in balance with the actual
uranium content of the measured interval (assay), then uranium
grade can be calculated solely from the gamma intensity
measurement.
Denison routinely compares
borehole natural gamma data to chemical assays as part of its QA/QC
program as illustrated in the example in Figures 12-1 to 12-9
(Phoenix) and Figures 12-10 to 12-13 (Gryphon). The down-hole
depths for gamma results in Figures 12-1 to 12-13 have not been
corrected for depth so they do not correspond exactly to the
chemical assay depths. Reasonable uranium grades can be calculated
from the triple gamma probe (Geiger Mueller, or GM, tube) empirical
data up to 80%. Above 80%, the counts (the maximum count rate is
about 3,500 cps) increase very little with increased grades due to
the physical characteristics of the GM tube (Sweet and Petrie,
2010). In general, radiometric grades are somewhat lower than
chemical assay grades because:
|
|
●
|
The GM tube can become saturated at very high
grades and it cannot count any higher; and
|
|
|
●
|
Some gamma rays are captured by the uranium,
converted to photons, and absorbed (self-absorption) (i.e. they are
not available to the detector).
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
103
Denison and RPA carried
out a check of the digital probe database used for resource
estimation by verifying the resource database against original
assay data. Denison and RPA concluded that, in instances where core
recovery was less than 80%, radiometric data could be substituted
for chemical assays and that the assay database was of sufficient
quality for mineral resource estimation.
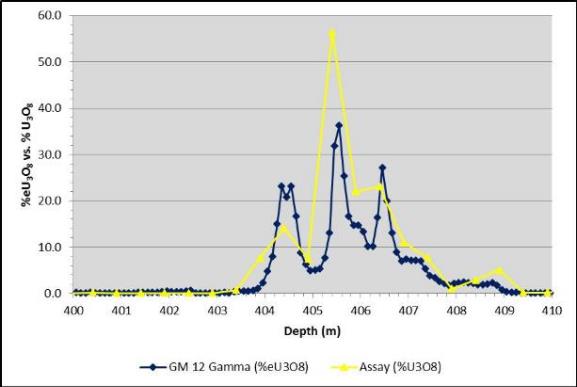
Figure
12-1. WR-318 Radiometric vs Assay
% U3O8
Values

Figure
12-2. WR-334 Radiometric vs Assay
% U3O8
Values
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 104
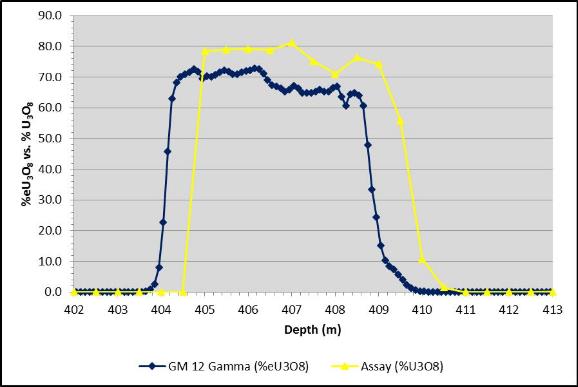
Figure
12-3. WR-273 Radiometric vs Assay
% U3O8
Values
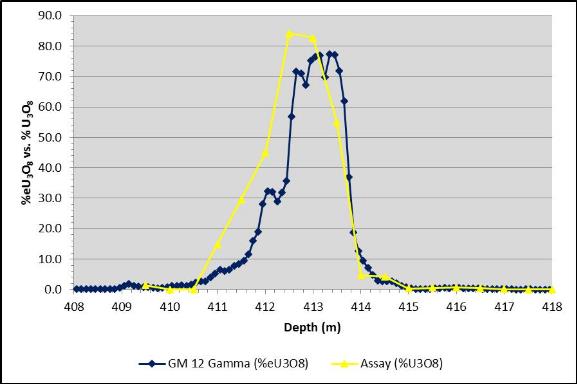
Figure
12-4. WR-435 Radiometric vs Assay
% U3O8
Values
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 105

Figure
12-5. WR-548 Radiometric vs Assay
% U3O8
Values
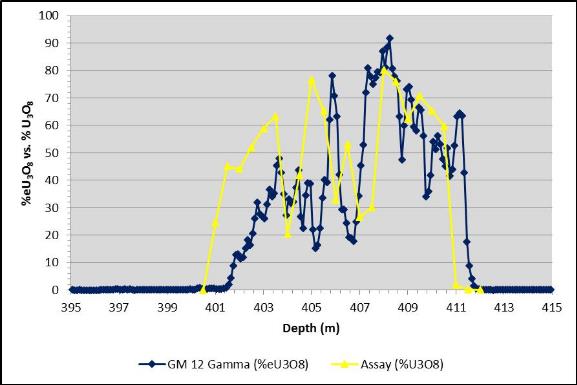
Figure
12-6. WR-525 Radiometric vs Assay
% U3O8
Values
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 106

Figure
12-7. WR-401 Radiometric vs Assay
% U3O8
Values

Figure
12-8. WR-306 Radiometric vs Assay
% U3O8
Values
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 107

Figure
12-9. WR-539 Radiometric vs Assay
% U3O8
Values
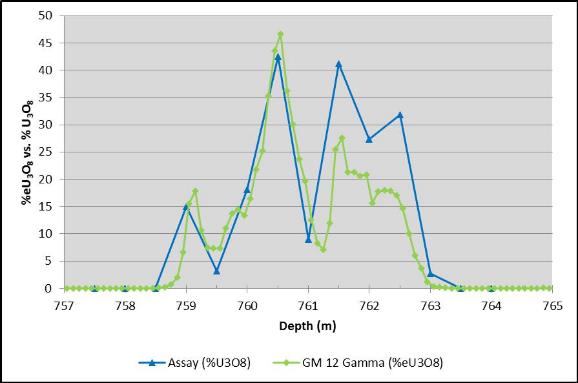
Figure
12-10. WR-560 Radiometric vs
Assay % U3O8
Values
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 108

Figure
12-11. WR-573D1 Radiometric vs
Assay % U3O8
Values

Figure
12-12. WR-582 Radiometric vs
Assay % U3O8
Values
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 109

Figure
12-13. WR-584B Radiometric vs
Assay % U3O8
Values
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
110
13 Mineral
Processing and Metallurgical Testing
This section provides a
description of metallurgical test methods and results, analysis of
the results, and comments on the amenability of the Phoenix and
Gryphon deposits for mineral processing. The Phoenix deposit mine
production is to be processed on site at Wheeler River, whereas the
Gryphon deposit mine production is to be processed at
Denison’s 22.5% owned McClean Lake mill.
|
|
13.1
|
Phoenix Deposit Metallurgical Testing
|
Uranium in situ recovery
(ISR) operations utilize lixiviate solutions consisting of
groundwater, a complexing agent, and, typically, an oxidant to
effectively extract uranium from the host mineral. To estimate the
amount of uranium expected to be recovered from ISR mining
operations, agitation and/or column leach tests may be conducted on
representative core samples extracted from the deposit. The average
recovery from test results may then be used to determine the likely
recoverable uranium resource.
Typically, Canadian
high-grade uranium deposits have been mined using subsurface
techniques with recovered minerals being transported to
conventional milling circuits for resource recovery. ISR mining,
employing carbonate/bicarbonate or sulfuric lixiviates with or
without the addition of oxidants, has become an accepted, if not
the predominant, means of uranium recovery in the US (primarily
alkaline leach) and in eastern Europe and Australia (typically acid
leach). Denison’s Wheeler River project appeared to be
suitable, from a geological and hydrological perspective, for ISR
uranium mining. Accordingly, leach tests were conducted to support
the operation, which included batch leach tests and “bottle
roll” or “agitation leach” tests with both
alkaline and acidic based lixiviates and a follow-up column leach
test with acid lixiviate. These tests indicated that recoveries of
greater than 90% of contained uranium could be extracted in 120 or
more pore volumes of introduced acidic/oxidant lixiviates.
Alkaline/oxidant tests did not leach acceptable quantities of the
uranium resource.
Denison and Woodard & Curran (formerly
TREC) contracted RDE in December 2016 to provide technical support
in the setup and evaluation of agitation leach and associated test
work on core recovered from the Wheeler River project. RDE
subcontracted Inter-Mountain Laboratories Inc. (IML) for conducting
the bottle roll and column leach tests since both entities have
developed a business relationship performing similar tests in the
past. Additionally, RDE relied on the services provided by
TetraTech for conducting physical testing for permeability and
porosity determination.
IML is a multi-disciplinary company
offering services and products related to environmental
measurement. The main lab campus is located at 1673 and 1633 Terra
Avenue, Sheridan, WY, USA. The scientists working at IML are
trained in methods and quality assurance protocols approved by EPA,
A2LA, OSHA, NIOSH, and multitude state agencies. IML is a US
licensed NRC facility.
Tetra Tech is a leading
provider of consulting and engineering services. Tetra Tech’s fully automated
geotechnical laboratory in the United States includes most
geotechnical tests (strength, permeability, compressibility,
classification, etc) required for designing infrastructure and
resource projects. The laboratory has been inspected and qualified
by the U.S. Army Corps of Engineers for geotechnical testing and
the Geosynthetic Accreditation Institute Laboratory Accreditation
Program for geosynthetics testing and has a United States
Department of Agriculture soil permit to import foreign soils for
testing purposes. The tests were conducted at 618 S, 25th Street,
Billings, Montana, USA.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
111
|
|
13.1.1
|
Sample Selection
|
In advance of selecting
samples for metallurgical testing, Denison completed a statistical
analysis of the Phoenix deposit based on available information
prior to 2017. Based on this data, Denison established an initial
variability assessment of key elemental grade ranges within the
deposit (Table 13-1). The Denison sample selection report
titled Wheeler River Project Phoenix Sample Selection Methodology
dated July 2017 is summarized below.
Table
13-1. Phoenix Deposit Grade
Variability
|
|
Min
|
Avg.
|
Max
|
90% Conf. Level
|
|
U3O8 (%)
|
0.800
|
18.48
|
86.70
|
38.52
|
|
Arsenic
(%)
|
Trace
|
0.02
|
1.87
|
0.041
|
|
Molybdenum
(%)
|
Trace
|
0.03
|
2.12
|
0.054
|
|
Al2O3 (%)
|
0.06
|
17.2
|
36.9
|
29.4
|
|
Fe2O3 (%)
|
0.03
|
5.4
|
54.4
|
13.6
|
|
MgO (%)
|
Trace
|
4.11
|
13.80
|
8.84
|
|
CaO (%)
|
0.01
|
0.07
|
20.00
|
1.42
|
|
Cadmium
(%)
|
Trace
|
0.001
|
0.285
|
Trace
|
|
Selenium
(%)
|
Trace
|
0.004
|
0.228
|
0.007
|
|
Source: Denison -
"Phoenix Deposit Metallurgical Sample Selection
Methodology"
|
|
|||
Denison conducted a
drilling program for the sole purpose of recovering material to
support metallurgical testing. As a result, holes WR-419, WR-405,
WR-287, and WR-525 were identified as prime candidates, offering a
wide range of mineral composition. Table 13-2 summarizes assay
results and mineral characteristics measured during previous
exploration programs.
Table
13-2. Reported Mineral
Characteristics within the Phoenix Geological
Model
|
Hole No.
|
Density (g/cc)
|
Grade
(% U3O8) |
Al2O3
(%)
(Note 2) |
Fe2O3
(%)
|
Thickness (m)
|
|
WR-405
|
2.51
|
12.69
|
13.68
|
4.60
|
7.00
|
|
WR-419
|
2.48
|
9.23
|
15.86
|
16.03
|
6.00
|
|
WR-287
|
2.85
|
21.73
|
14.59
|
12.29
|
10.33
|
|
WR-525
|
3.22
|
28.53
|
8.13
|
11.97
|
10.67
|
|
Average (Note 1)
|
2.76
|
18.04
|
13.06
|
11.22
|
8.50
|
Notes:
|
|
1.
|
Weighted average
based on the geological model.
|
|
|
2.
|
Assuming that the
clay carrying mineral is aluminum.
|
The key parameters
assessed for variability include iron oxide, uranium grades, and
clay content (Al2O3). Other elements,
such as arsenic, were at such low values without significant
variability that it did not warrant assessment for potential
environmental or processing challenges.
Existing drilling in the
Phoenix deposit was completed for exploration and mineral resource
estimation purposes. Due to the age and outdoor storage of the
core, as well as splitting of the core for assaying purposes, the
existing core was not deemed suitable for supporting new
metallurgical testing. As a result, new drill holes were executed
for sampling. The sample retrieval process was designed to twin the
original hole intercepts to obtain as similar core samples as
possible. Drilling followed the existing boreholes until ~30-50 m
above the mineralized zone when the hole was wedged. From that
point through the mineral zone, fresh undisturbed core was
retrieved, which would be 0-1 m away from the original
hole.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
112
The new holes were
identified as WR-419D1, WR-405D1, WR-287D1, and WR-525D1 and D2.
Figure 13-1 depicts the location of all twinned holes within
the Phoenix deposit. Drill hole WR-525 was wedged twice (D1 and D2)
providing fresh core material with similar
characteristics.

Figure
13-1. Phoenix Metallurgical Hole
Locations
Radioactivity measurement
was used as an indicator to group each half meter intercepts into
the Low, Medium, and High-Grade sub groups. From experience,
Denison could correlate radioactivity intensity measurement with
actual uranium grade content. This technique was used as a primary
sorting tool. Ultimately, each individual sample bag was assayed in
preparation of all sub groups targeting uranium content of ~15%
U3O8 for the Low-Grade,
20% for the Medium-Grade, and 35% for the High-Grade.
All core boxes were sealed
and secured at the exploration site until the intercepts were
logged, tagged, and preserved. An AMERIVACS AVN-20 industrial
sealer complete with a nitrogen purge was used to seal all the bags
and preserve the samples. All half a meter intercepts were
geologically characterized, logged, and numbered. The same numbers
were referenced for the various different tests whenever the
material was used for conducting metallurgical
testing.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
113
High and low intercepts
were mixed together to produce Low-Grade and High-Grade sub groups.
This practice also ensures the incorporation of clay and other
different minerals in each sub group mixes. Finally, 50.5 kg of
high-grade material was preserved and originally stored at the
Wheeler River exploration camp, and ultimately used for completing
the metallurgical testing program. In total, around 220 kg of
material containing a wide range of uranium and clay content was
tested in many different facilities.
Three Phoenix composites
were prepared as summarized in Table 13-3. QEMSCAN mineralogy
analysis was completed on each of the composites, as summarized in
Table 13-4. The samples tested are considered to be reasonably
representative of the commercial deposits for a PFS based on the
deposit variability data.
Table
13-3. SRC – Phoenix
Composite Sample Assay Results
|
Sample
|
Low Grade
|
Medium Grade
|
High Grade
|
|
|
U3O8
|
%
|
10.94
|
17.10
|
37.15
|
|
Al2O3
|
7.68
|
20.6
|
18.1
|
|
|
Fe2O3
|
5.23
|
6.66
|
7.91
|
|
|
CaO
|
0.59
|
0.82
|
1.53
|
|
|
MgO
|
1.26
|
5.08
|
4.545
|
|
|
K2O
|
0.58
|
1.31
|
0.785
|
|
|
TiO2
|
0.3
|
0.93
|
0.69
|
|
|
Mo
|
ppm
|
186
|
151
|
192
|
|
As
|
245
|
334
|
438
|
|
|
Ni
|
374
|
549
|
516.5
|
|
|
Pb
|
8,730
|
13,100
|
24,250
|
|
|
Co
|
98
|
96
|
133.5
|
|
|
Cu
|
9,670
|
5,900
|
2,115
|
|
|
V
|
498
|
1,020
|
742
|
|
|
Zn
|
471
|
1,230
|
236
|
|
|
Source: SRC - "Denison
Uranium Ore Metallurgical Testing Part One: Phoenix Acid Leaching
and Settling"
|
||||
Table
13-4. SRC – Phoenix
Mineralogy
|
Mineral
|
Ideal Formula
|
Phoenix
Low Grade
|
Phoenix
Medium Grade
|
Phoenix
High Grade
|
|
Pyrite
|
FeS2
|
7.98
|
7.30
|
4.02
|
|
Pyrrhotite
|
Fe1-xS (x = 0 to
0.17)
|
0.04
|
0.06
|
0.03
|
|
Galena
|
PbS
|
3.55
|
2.61
|
1.24
|
|
Sphalerite
|
(Zn,Fe)S
|
0.03
|
0.36
|
0.10
|
|
Chalcopyrite
|
CuFeS2
|
0.40
|
2.39
|
3.61
|
|
Quartz
|
SiO2
|
0.10
|
10.59
|
58.68
|
|
Feldspar
|
KAlSi3O8
|
0.00
|
0.05
|
0.07
|
|
Muscovite/Illite
|
KAl2(Si3Al)O10(OH; F)2
|
4.90
|
9.39
|
4.64
|
|
Chlorite
|
(Fe,Mg)2(Al; Fe3+)3Si3AlO10(OH)8
|
30.67
|
41.93
|
9.68
|
|
Titanite
|
CaTiSiO5
|
0.00
|
0.00
|
0.00
|
|
Zircon
|
ZrSiO4
|
0.01
|
0.04
|
0.05
|
|
'Kaolinite'
(clay)
|
Al2Si2O5(OH)4
|
2.82
|
2.30
|
2.52
|
|
Calcite
|
CaCO3
|
0.00
|
0.00
|
0.04
|
|
Apatite
|
Ca5(PO4)3(F,Cl,OH)
|
0.40
|
0.01
|
0.13
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
|114
|
Mineral
|
Ideal
Formula
|
Phoenix
Low
Grade
|
Phoenix
Medium Grade
|
Phoenix
High Grade
|
|
Rutile/Anatase
|
TiO2
|
0.82
|
1.46
|
0.51
|
|
Fe-oxy-hydroxides
|
FeO(OH)·nH2O
|
5.36
|
2.16
|
3.99
|
|
Corundum
|
Cr2O3
|
0.02
|
0.01
|
0.00
|
|
APS
Minerals
|
CaAl3(PO4)(PO3OH)(OH)6
|
0.16
|
0.24
|
0.27
|
|
Uraninite
|
UO2
|
42.72
|
19.10
|
10.39
|
|
Gersdorffite
|
NiAsS
|
0.00
|
0.01
|
0.00
|
|
Nickeline
|
NiAs
|
0.00
|
0.01
|
0.00
|
|
Source: SRC -
"Phoenix and Gryphon Uranium Ore Metallurgical Testing Part Three:
QEMSCAN Mineralogy Analysis"
|
||||
|
|
13.1.2
|
Core Samples, Physical Testing Results
|
Table 13-5 presents
results of physical core testing provided by Tetra Tech. Only core
located peripheral to the high-grade deposit (excepting sample
number S066910) was provided due to the lack of physical integrity
(competence) of the target, high uranium grade
resource.
Table
13-5. Permeability Test Report
Summary
|
Sample ID
|
Units
|
SO66905
|
S066906
|
S066907
|
S066908
|
S066909
|
S066910
|
|
Hole ID
|
-
|
WR-419D1
|
WR-419D1
|
WR-525D2
|
WR-405D1
|
WR-405D1
|
WR-525D2
|
|
Interval
Start
|
m
|
396.05
|
408.26
|
398.31
|
389.2
|
408.15
|
410.45
|
|
Interval
End
|
m
|
396.18
|
408.39
|
398.38
|
389.3
|
408.25
|
410.55
|
|
Lithology
|
-
|
SDST
|
BSMT
|
SDST
|
SDST
|
BSMT
|
BSMT
|
|
Estimated
U
|
%
|
0.58
|
0.22
|
0.06
|
0.06
|
0.08
|
51.72
|
|
Flow
Rate
|
cc/sec
|
4.34E-05
|
7.26E-05
|
1.27E-01
|
1.81E-04
|
6.96E-06
|
6.77E-02
|
|
Permeability
|
cm/sec
|
7.8E-08
|
1.41E-07
|
1.23E-04
|
2.40E-07
|
9.37E-09
|
1.16E-04
|
|
millidarcy
(md)
|
0.08
|
0.14
|
128
|
0.25
|
0.01
|
121
|
|
|
Specific
Gravity
|
-
|
2.67
|
2.71
|
2.65
|
2.65
|
2.67
|
6.61
|
|
Porosity
|
Decimal
%
|
0.1329
|
0.064
|
0.1699
|
0.1197
|
0.1802
|
0.2593
|
Source: TREC Phoenix
Deposit ISL Evaluation Post Testing Report, November 6,
2017
|
|
13.1.3
|
Acid Agitation Leach Test Results
|
Complete results,
including supportive data tables and charts, are located in the
appendices of the report entitled “Agitation and Column Leach
Testing of Wheeler River Ores in Support of In-situ Uranium
Recovery” dated September 5, 2018.
Sulfuric acid/hydrogen
peroxide agitation (bottle roll) leach testing of the Phoenix
sample was initiated in August 2017 from the composited core
samples. Following the initial 30 pore volume (PV) staged test, U
resource recovery totaled ~31%. Comparisons to usual roll front U
deposits, which typically are depleted after this leach period,
were not possible considering the average ~30% U concentration in
the tested sample, as lixiviate leach agents at typical ISR
concentrations were aggressively consumed.
Several additional periods
of sulfuric/peroxide leach at various lixiviate concentrations were
tested, finally resulting in a ~90% U resource recovery at 120 PVs.
Table 13-6 represents results of the various lixiviate
concentrations used to mobilize the highly concentrated uranium
resource during the agitation leach test. Complete results are
available in the report entitled “ISR Testing of Denison
Wheeler Uranium Deposit” dated November 5, 2017.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 115
Table
13-6. Agitation Leach Data
Analysis
|
Leach Phase
|
Lixiviate
|
PV Tot
|
Vol Rec
(L) |
U Rec
(g) |
U Conc.
(g/L U) |
U3O8
(g/L) |
% U Rec
(g) |
% U
Rec/PV |
Acid
Consumption kg H2SO4/kg U |
|
Pre-conditioning
|
25 g/L H2SO4
|
5
|
0.157
|
8.90
|
56.6
|
66.7
|
6.9%
|
1.4
|
0.34
|
|
2.5 g/L H2O2
|
|||||||||
|
Sulfuric
Leach
|
5 g/L
H2SO4
|
15
|
0.910
|
17.4
|
19.1
|
22.6
|
11.8%
|
0.79
|
0.23
|
|
2.5 g/L H2O2
|
|||||||||
|
Sulfuric
Leach
|
7.5 g/L H2SO4
|
60
|
3.72
|
57.7
|
15.5
|
18.3
|
39.2%
|
0.65
|
0.16
|
|
2.5 g/L H2O2
|
|||||||||
|
Sulfuric
Leach
|
10 g/L H2SO4
|
40
|
2.44
|
46.8
|
19.2
|
22.6
|
31.8%
|
0.80
|
0.57
|
|
2.5 g/L H2O2
|
|||||||||
|
Totals/Avg
|
120
|
7.23
|
130.8
|
18.1
|
21.3
|
89.7
|
0.75
|
0.32
|
|
Initial ISR testing of
Phoenix high-grade uranium samples using the agitation leach
technique demonstrated 90% recovery of the resource. The test
results indicated that, by using acid leach lixiviates, average
recovery grades of 18.08 g/L U could potentially be maintained over
120 pore volumes (PV). Physical testing of the sample composite and
the selected competent core sections demonstrated that porosity and
permeability within the high-grade zone could be favorable for ISR
operations.
Agitation leach or
“bottle roll” tests are limited; however, in
identifying potential geochemical difficulties which could be
encountered in the ISR process, such as gas-locking or gypsum
formation. The agitation leach test did provide data relative
to:
|
|
●
|
Pore volumes of leach required for efficient
resource recovery;
|
|
|
●
|
Necessary lixiviate acid concentrations;
|
|
|
●
|
Demonstrated that additional Fe will probably not
be needed for U oxidation (namely Fe2+/Fe3+ couple);
|
|
|
●
|
Established potential for direct uranium peroxide
precipitation from leach solutions; and
|
|
|
●
|
Established expected acid consumption in kg
H2SO4/kg U.
|
|
|
13.1.4
|
Acid Column Leach Testing
|
Based on the results of
the agitation leach test, it was decided that further testing of
material collected from the deposit, including acidic lixiviate
column leach tests, would assist in determining if problems such as
gas-locking or gypsum formation would be process concerns. The
benefits of performing column leach testing as compared to
relatively simple agitation leach testing include:
|
|
●
|
Recycle of recovered leach fluids to refortified
injection, which provides information on the extent of chemical
constituent concentration buildup during extended leaching
periods;
|
|
|
●
|
Evaluation of potential formation gas locking or
plugging with precipitates (gypsum);
|
|
|
●
|
Determination of the effect of “lost”
physical material (uranium in high-grade >5%) on formation
permeability and porosity as leaching progresses;
|
|
|
●
|
Establishing sulfuric acid and oxidant requirements
for most efficient leach; and
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
|116
|
|
●
|
Collecting adequate recovery fluids for surface
process evaluation, including direct peroxide precipitation of
UO4·2H2O prior to lixiviate
refortification and reinjection.
|
Approximately 3 kg of the
high-grade Wheeler River core was used for performing a column
test. Table 13-7 summarizes the material which was composited into
a single column charge.
Table
13-7. Sample Inventory for ISR
Column Leach Testing
|
Original Sample Purpose
|
Sample I.D.
|
WR Hole No.
|
Depth Int. (m)
|
Lithology
|
Est. U%
|
Mass (g)
|
Mass U (g)
|
|
Porosity/Perm.
|
S066906
|
419D1
|
408.2-408.4
|
BSMT
|
0.22
|
320
|
0.61
|
|
Porosity/Perm.
|
S066907
|
525D2
|
398.3-398.4
|
SDST
|
0.06
|
323
|
0.17
|
|
Porosity/Perm.
|
S066908
|
405D1
|
389.2-389.3
|
SDST
|
0.06
|
270
|
0.14
|
|
Porosity/Perm.
|
S066909
|
405D1
|
408.2-408.3
|
BSMT
|
0.08
|
299
|
0.21
|
|
Porosity/Perm.
|
S066910
|
525D1
|
410.4-410.5
|
BSMT
|
51.72
|
843
|
375
|
|
Leach
Testing
|
S066911
|
525D1
|
398.9-399
|
SDST
|
0.06
|
282
|
0.17
|
|
Leach Testing
Composite Sample
|
S066912-S066916
|
525D1
525D2
|
403.1-412.4
@ Select Ints. |
SDST &
BSMT
|
29.4
|
1,090
|
276
|
|
Leach Testing Total
Composite Sample
|
S066906-S066916
|
405D1
419D1
525D1
525D2
|
403.1-412.4
@ Select Ints. |
SDST &
BSMT
|
19.03
(wet) |
3,427
(wet) |
652.3
|
Source: RDE
"Agitation and Column Leach Testing of Wheeler River Project Ores
to Support In-Situ Uranium Recovery”, dated September 5,
2018
A composite sample charge
utilizing the core material described above was generated and
delivered to the column test. The composite column leach test head
sample was characterized prior to testing and the results are
presented in the first column of Table 13-8.
Table
13-8. Column Leach Test Feed Ore
Characteristics
|
Parameter
|
Units
|
Results
|
|
|
Heads (Assayed)
|
Heads (Calculated)
(Note 1) |
||
|
CO3
|
%
|
<0.1
|
|
|
CEC
|
meq/100g
|
14.9
|
|
|
Al
|
mg/kg
|
29,100
|
29,600
|
|
As
|
mg/kg
|
382
|
139
|
|
Ba
|
mg/kg
|
97.4
|
81
|
|
B
|
mg/kg
|
1,800
|
86
|
|
Cd
|
mg/kg
|
24.2
|
3
|
|
Ca
|
mg/kg
|
7,290
|
3,624
|
|
Cr
|
mg/kg
|
227
|
23
|
|
Cu
|
mg/kg
|
6,640
|
2,424
|
|
Fe
|
mg/kg
|
41,600
|
38,520
|
|
Pb
|
mg/kg
|
16,800
|
3,832
|
|
Mg
|
mg/kg
|
3,620
|
2,352
|
|
Mn
|
mg/kg
|
489
|
252
|
|
Mo
|
mg/kg
|
332
|
74
|
|
Ni
|
mg/kg
|
183
|
96
|
|
P
|
mg/kg
|
469
|
188
|
|
K
|
mg/kg
|
130
|
697
|
|
Se
|
mg/kg
|
926
|
54
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 117
|
Parameter
|
Units
|
Results
|
|
|
Heads (Assayed)
|
Heads (Calculated)
(Note 1) |
||
|
|
|
|
|
|
|
|
|
|
|
Na
|
mg/kg
|
261
|
383
|
|
Sr
|
mg/kg
|
0.21
|
44
|
|
V
|
mg/kg
|
370
|
196
|
|
Zn
|
mg/kg
|
625
|
355
|
|
S
|
mg/kg
|
33,600
|
28,970
|
|
U
|
mg/kg
|
242,000
|
235,040
|
|
226Radium
(Note 2) |
pCi/g
|
55,700 ±
25.9
|
|
|
Bq/g
|
2,061 ±
1.0
|
||
|
230Thorium
(Note 2) |
pCi/g
|
66,600 ±
1,590
|
|
|
Bq/g
|
2,464 ±
58.8
|
||
|
232Thorium
(Note 2) |
pCi/g
|
993 ±
197
|
|
|
Bq/g
|
36.7 ±
7.3
|
||
|
210Lead
(Note 2) |
pCi/g
|
20,000 ±
34.8
|
|
|
Bq/g
|
740 ±
1.3
|
||
|
210Polonium
(Note 2)
|
pCi/g
|
170 ±
6.3
|
|
|
Bq/g
|
6.3 ±
0.2
|
||
|
Notes:
|
|
|
|
|
1. Final solids
residues U content assays X mass + U extracted during
leaching
|
|||
|
2. Radiochemistry
on heads assays only
|
|
||
The second column depicts
a second method for estimating parameter feed concentration. The
post-testing leach test solids residues were recovered and assayed
for most parameters listed above. For some elements, such as Al,
Fe, Na, and U, the two different methods of calculating parameter
feed concentration provide similar results. For others, such as B,
Ca, Se, Pb, and Sr, the spread is significant. It is difficult to
prepare representative solids composite samples when assaying for
trace elements. For the main elements of concern, such as uranium
and iron, the assay result correlation is
satisfactory.
|
|
13.1.5
|
Column Leach Data Analysis
|
In situ leach processes
typically involve injection of a lixiviant that is chemically
suitable to oxidize complex uranium, within a suitably mineralized
zone. Uranium bearing solutions are recovered through wells
completed in the mineralized zone at some distance from the
injection wells. The solubilized uranium is then removed to a
surface plant and the barren leach solution is refortified with the
lixiviate chemicals and returned to the injection wells. Most
uranium ISR operations are conducted on low-grade deposits
(0.03-0.2% U) and the uranium extraction is performed using ion
exchange media. The Phoenix deposit is very high-grade (grade for
column test was 24.2% U) and resultant solutions should contain 10
to 50 g/L U as [UO2(SO4)3]4-. The uranium
grades observed in the agitation leach tests suggested that direct
uranium precipitation from solutions should be possible with the
resultant barren solution returned to the wellfield leach
circuit.
During February 2018, a
5.1 cm (2 inch) diameter column was filled with composited core
detailed in Tables 13-7 and 13-8 above. Flow of deionized water
(based on the known low TDS of the mineralized zone groundwater) to
the column was initiated February 23, 2018 to simulate baseline
aquifer conditions prior to initiating ISR mining. Mineral zone
pre-conditioning flow was started on February 24, 2018 using
~30 g/L sulfuric acid. Sodium chlorate (5 g/L) was added as an
oxidant, as preliminary testing conducted prior to the agitation
leach tests (2017) indicated that the addition of an oxidant would
maximize uranium leach rates and efficiency. Hydrogen peroxide was
successfully used on the agitation leach test, however, concerns
about the potential of precipitating uranium peroxide in the column
suggested the use of chlorate as an alternate oxidant. Twenty pore
volumes (PV) of the pre-conditioning lixiviate were recovered from
the saturated up flow column operation over a 5-day period (4
PV/day).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 118
The column leach test was
conducted in five mining phases to provide for the direct
precipitation and observe the effect of recycling post-precipitate
barren solution refortified with sulfuric acid and chlorate to
desired concentrations. A total of 137 PV of uranium bearing
solutions were recovered from the column over a two-month period
(68 days at an average 2 PV/day). An additional
“pre-restoration” leach was conducted over a 10-day
period, recovering 16 PV from injection of a 10 g/L sulfuric
acid solution with no additional oxidant. The leach phase resulted
in ~90% uranium resource recovery at average solution grades of
~8,400 mg/L U.
Table 13-9 summarizes the
data from the leach portion of the column test.
Table
13-9. Column Leach Test
Conditions and Results
|
Test Condition
|
Result
|
|
Sample Source (see
tables above)
|
405D1, 419D1, 525D1,
525D2
|
|
Column Size
(overall)
|
2 inch/5.1 cm I.D. x
32 inch/81.3 cm H
|
|
Column Charge Size
(initial)
|
2 inch/5.1 cm I.D. x
27 inch/68.6 cm H
|
|
Column Charge Size
(final)
|
2 inch/5.1 cm I.D. x
24 inch/61.0 cm H
|
|
Specific Gravity
Calc
|
1.95 g/cm3
|
|
Porosity
|
~36%
|
|
Pore
Volume
|
~500 mL
|
|
Mass of Charge
(dry)
|
3.13 kg
|
|
Sample %
Moisture
|
<1.0%
|
|
Feed Solution Flow
Rate
|
~2-4 Pore
Volumes/Day
|
|
~0.7-1.4
mL/min
|
|
|
Pre-Conditioning Phase
Lixiviate [H2SO4 g/L]
[HClO3
g/L]: Duration
|
29.9 g/L, 5 g/L: PV
0-20
|
|
Mining Phase I
Lixiviate [H2SO4 g/L]
[HClO3
g/L]: Duration
|
22.5 g/L, 2.5 g/L: PV
20-46
|
|
Mining Phase II
Lixiviate [H2SO4 g/L]
[HClO3
g/L]: Duration
|
15.4 g/L, 2.5 g/L: PV
47-77
|
|
Mining Phase III
Lixiviate [H2SO4 g/L]
[HClO3
g/L]: Duration
|
15.3 g/L, 2.5 g/L: PV
77-107
|
|
Mining Phase IV
Lixiviate [H2SO4 g/L]
[HClO3
g/L]: Duration
|
15.0 g/L, 2.5 g/L: PV
107-137
|
|
Pre-Restoration Phase
Lixiviate [H2SO4 g/L]:
Duration
|
10.2 g/L, No Ox.: PV
138-154
|
|
Feed Lixiviate ORP
(mv)
|
+810-850
mv
|
|
Feed Lixiviate pH
(standard units; s.u.)
|
1.00-1.35
|
|
Sample Grade
(calculated/assayed)
|
235,000 mg/kg
(24.2%)
|
|
Available U
(calculated/assayed)
|
735.55 g/757.5
g
|
|
U Recovered by Leach
Flow (calculated/assayed)
|
659.8 g/681.8 g
U
|
|
U Recovered in Post
Leach Flow
|
14.5 g U
|
|
U in
Tailings
|
61.2 g U
|
|
U mg/kg Remaining in
Tailings (calc)
|
32,100
(3.21%)
|
|
% U Recovered
(calculated/assayed)
|
89.7%/90.0%
|
|
% U3O8 Recovered in Post
Leaching
|
2.0%/1.9%
|
|
% Uranium Overall
Recovery (calculated/assayed)
|
91.7%/91.9%
|
|
Pore Volumes Recovered
(leach and pre-rest)
|
154
|
|
% U Recovered per Pore
Volume (leach)
|
0.59%
|
|
Peak U Solution Grade
mg/L
|
27,400 mg/L
U
|
|
Average U Solution
Grade mg/L
|
8,411 mg/L
U
|
|
H2SO4 Consumption kg
acid/kg U
|
0.53
kg/kg
|
|
Tailings Mass
(dry)
|
1.905 kg
|
|
Mass Lost to
Leach
|
1.225 kg
|
|
% Mass Lost to
Leach
|
39.0
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
119
Lixiviant chemistries used to
achieve the leach recovery are summarized in Table 13-10
below.
Table
13-10. Chemistry of Column Leach
Phases Injection Lixiviant
|
Sample ID/
Parameter |
Units
|
Wellfield Conditioning
|
Mining
Phase I |
Mining Phase II
|
Mining Phase III
|
Mining Phase IV
|
Pre-restoration Phase
|
|
Lixiviant
|
H2SO4
NaClO3 |
30 g/L
5 g/L |
22.5 g/L
2.5 g/L |
15.4 g/L
2.5 g/L |
15.3 g/L
2.5 g/L |
15 g/L
2.5 g/L |
10.2 g/L
0 g/L |
|
pH
|
Note 1.
|
1.00
|
1.29
|
1.32
|
1.28
|
1.26
|
1.35
|
|
Elec
Cond
|
umho/cm
|
138,000
|
69,600
|
71,100
|
69,700
|
69,000
|
75,800
|
|
ORP
|
mV
|
+505
|
+850
|
+842
|
+812
|
+845
|
+845
|
|
Free
Acid
|
g/L
|
29.9
|
22.5
|
15.4
|
15.3
|
15
|
10.2
|
|
Al
|
mg/L
|
N/A
|
56.8
|
84.5
|
118
|
176
|
0.84
|
|
As
|
mg/L
|
N/A
|
3.61
|
3.2
|
6.0
|
5.43
|
<0.01
|
|
Ba
|
mg/L
|
N/A
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
|
B
|
mg/L
|
N/A
|
1.6
|
6.6
|
2.0
|
1.4
|
2.0
|
|
Cd
|
mg/L
|
N/A
|
0.081
|
0.097
|
0.093
|
0.147
|
0.093
|
|
Ca
|
mg/L
|
N/A
|
229
|
240
|
256
|
273
|
465
|
|
Cr
|
mg/L
|
N/A
|
0.4
|
0.52
|
0.47
|
0.52
|
0.1
|
|
Cu
|
mg/L
|
N/A
|
54.7
|
51.7
|
57.8
|
74.9
|
0.6
|
|
Fe
|
mg/L
|
N/A
|
366
|
551
|
574
|
691
|
2.3
|
|
Pb
|
mg/L
|
N/A
|
5.43
|
3.66
|
2.84
|
3.71
|
0.14
|
|
Mg
|
mg/L
|
N/A
|
36.0
|
26.7
|
34.7
|
29.3
|
61.1
|
|
Mn
|
mg/L
|
N/A
|
12.6
|
18.4
|
18.2
|
22.3
|
12.8
|
|
Mo
|
mg/L
|
N/A
|
3.18
|
4.03
|
3.76
|
3.32
|
0.81
|
|
Ni
|
mg/L
|
N/A
|
6.65
|
6.0
|
5.55
|
5.84
|
5.43
|
|
P
|
mg/L
|
N/A
|
8.3
|
8.0
|
8.9
|
8.5
|
<0.1
|
|
K
|
mg/L
|
N/A
|
5.2
|
10.4
|
5.4
|
5.0
|
27.2
|
|
Se
|
mg/L
|
N/A
|
0.571
|
<0.025
|
<0.025
|
0.381
|
1.93
|
|
Na
|
mg/L
|
N/A
|
7,720
|
11,500
|
11,000
|
12,700
|
26,100
|
|
Sr
|
mg/L
|
N/A
|
1.28
|
0.88
|
0.53
|
0.38
|
N/A
|
|
V
|
mg/L
|
N/A
|
11.3
|
9.35
|
10.3
|
8.3
|
0.06
|
|
Zn
|
mg/L
|
N/A
|
5.56
|
10.0
|
10.6
|
19.4
|
4.2
|
|
SiO2
|
mg/L
|
N/A
|
133
|
140
|
162
|
185
|
13.6
|
|
SO4
|
mg/L
|
N/A
|
28,560
|
44,100
|
26,880
|
31,200
|
57,000
|
|
U
|
mg/L
|
N/A
|
3,530
|
1,130
|
296
|
472
|
13.4
|
|
U
|
mg
|
N/A
|
52,950
|
18,080
|
4,736
|
7,552
|
134
|
|
Volume
|
mL
|
10,000
|
15,000
|
16,000
|
16,000
|
16,000
|
10,000
|
Note 1: All pH
measurements reported throughout section 13 are expressed in
standard units
N/A: Not
available
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
120
Figures 13-2 and 13-3
below illustrate the leach recovery grade and percent uranium
recovery with increasing pore volumes.

Figure
13-2. WR-525D1 Leach Recovery
Grade

Figure
13-3. WR-525D1 Uranium Recovery
Percent
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
121
13.1.6 Technical
Discussion
Agitation and column leach
tests conducted on the Phoenix samples from August 2017 to May 2018
successfully demonstrated that sulfuric/oxidant lixiviates can
leach the uranium resource effectively under in situ mining
conditions (see Tables 13.6 and 13.9). In both acidic leach tests
performed, over 90% of available uranium was recovered, typically
in 120-140 pore volumes.
Acid leaching of uranium
deposits is described by the following reactions.
Sulfuric acid ionizes in
solution to form sulfate, bisulfate, and hydrogen ions. Reaction
with hexavalent uranium, which dissolves as the UO22+ cation, produces
uranyl sulfate anionic complexes as follows:
UO3 + 2H+ = UO22+ + H2O
UO22+ + 2SO42- = [UO2(SO4)2]2-
[UO2(SO4)2]2- + SO42- = [UO2(SO4)3]4-
It requires 2-3 moles of
sulfuric acid (98 grams/mole) to solubilize 1 mole of uranium
(238 grams/mole). Therefore, the sulfuric consumption to
merely solubilize oxidized uranium is 0.41 kg H2SO4 per kg
U.
Acid consumption during
the column leach test was 0.53 kg H2SO4/kg U. Acid
consumption is a function of the gangue constituents present in the
deposit. Calcite, dolomite, magnesite, and siderite react readily
with acids at low acid concentrations. Sulfides, phosphates,
molybdates, vanadates, and oxides consume additional
acid.
Typical reactions
include:
CaCO3 + H2SO4 = CaSO4 + CO2(g) + H2O
(Ca,Mg)(CO3)22+ + 2H2SO4 = CaSO4 + MgSO4 + 2H2O + 2CO2(g)
2PO43- + 3H2SO4 = 2H3PO4 + 3SO42-
Although some dissolution
of complex aluminosilicates, such as hydrated clays or other acid
soluble silicates, may also occur, the column leach tests did not
indicate that significant reductions in these constituents were
observed from heads to tails sample analysis (Table
13-11).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
122
Table
13-11. Column Testing Dissolution
Rates Results
|
Sample ID/
Parameter |
Units
|
Head Concentration*
(assayed/calculated)1
|
Final Residues
(assayed) |
Calculated Dissolution Rate** (%)2
|
|
Mass
|
kg
|
3.13
|
1.905
|
-
|
|
Al
|
mg/kg
|
29,100/29,600
|
43,800
|
9.9/10.1
|
|
As
|
mg/kg
|
382/139
|
60
|
73.6/26.8
|
|
Ba
|
mg/kg
|
97/81
|
133
|
0/16.9
|
|
B
|
mg/kg
|
1,800/86
|
64
|
54.7/2.6
|
|
Cd
|
mg/kg
|
24/863
|
0.8
|
84.0/10.8
|
|
Ca
|
mg/kg
|
7,290/3,620
|
648
|
89.1/44.3
|
|
Cr
|
mg/kg
|
227/23
|
25
|
33.7/3.4
|
|
Cu
|
mg/kg
|
6,640/2,620
|
2,100
|
47.3/17.3
|
|
Fe
|
mg/kg
|
41,600/38,520
|
45,300
|
28.4/26.3
|
|
Pb
|
mg/kg
|
16,800/3,830
|
5,970
|
5.2/1.2
|
|
Mg
|
mg/kg
|
3,620/2,350
|
1,560
|
59.6/38.8
|
|
Mn
|
mg/kg
|
489/252
|
22
|
94.8/48.9
|
|
Mo
|
mg/kg
|
332/74
|
30
|
75.5/16.7
|
|
Ni
|
mg/kg
|
183/96
|
35
|
77.9/41.1
|
|
P
|
mg/kg
|
469/188
|
108
|
65.1/26.2
|
|
K
|
mg/kg
|
130/697
|
1,080
|
5.7/30.7
|
|
Se
|
mg/kg
|
926/54
|
38
|
57.5/3.4
|
|
V
|
mg/kg
|
370/196
|
76
|
76.3/40.3
|
|
Zn
|
mg/kg
|
625/355
|
104
|
82.2/46.7
|
|
U
|
mg/kg
|
242,000/235,040
|
32,100
|
91.9/91.7
|
|
226Radium
|
pCi/g
|
55,700 ±
25.9
|
91,000 ±
42.3
|
0.57
|
|
Bq/g
|
2,061 ±
1.0
|
3,370 ±
2
|
0.57
|
|
|
230Thorium
|
pCi/g
|
66,600 ±
1,590
|
30,300 ±
720
|
72.3
|
|
Bq/g
|
2,464 ±
58.8
|
1,120 ±
27
|
72.3
|
|
|
232Thorium
|
pCi/g
|
993 ±
197
|
31 ±
6
|
98.1
|
|
Bq/g
|
36.7 ±
7.3
|
1.1 ±
0.2
|
98.1
|
|
|
210Lead
|
pCi/g
|
20,000 ±
34.8
|
24,300 ±
42
|
26.1
|
|
Bq/g
|
740 ±
1.3
|
900 ±
2
|
26.1
|
|
|
210Polonium
|
pCi/g
|
170 ±
6.3
|
N/A
|
N/A
|
|
Bq/g
|
6.3 ±
02
|
|||
|
Notes
1.
*Calculated head concentration is
based on solids residue content (mass X assays) + quantity
extracted during leach test (volume X assays) divided by original
head sample weight (3.13 kg).
2.
**Dissolution rate is calculated by
multiplying concentrations times mass (t0 - tfinal)/t0 X
100.
|
||||
|
|
||||
Tailings analyses were
conducted following groundwater restoration/formation reclamation
testing completion.
|
|
13.1.7
|
Precipitation of UO4·2H2O Directly from
Recovered Pregnant Leach Solution
|
Uranium bearing solution
recovered from active ISR wellfield extraction wells (or
conventional mill primary extraction circuits) are typically
introduced to either liquid/solid (ion exchange resin) or
liquid/liquid (solvent extraction) ion exchange circuits to
concentrate and purify the contained uranium. High uranium
concentration eluates recovered from these processes may range from
10 to >50 g/L U and are usually delivered to precipitation
circuits for uranium peroxide or diuranate generation.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
123
Recovered solution from
the agitation leach test already ranged from ~10 to ~50 g/L U and,
as such, was considered potentially suitable for direct uranium
peroxide precipitation. Tests were conducted on three batches of
agitation leach recovery fluids to confirm that acceptable
yellowcake products could be generated by direct precipitation from
uranium bearing solutions. Tables 13-12 and 13-13 present
information on the precipitation and product testing. In general,
the precipitation testing indicated that by using ~0.5 g
H2O2/g U on pH 2.0
pregnant lixiviant resulted in >96% uranium precipitation
efficiency. In addition, the UO4.2H2O product generated
met converter specifications with respect to all regulated
contaminants.
Table
13-12. Agitation Leach Test
Direct U Precipitation Results
|
Test Solution
|
Units
|
PV 6-15
|
PV 41-50
|
PV 111-120
|
|
Uranium
Conc.
|
mg/L
|
31,700
|
13,500
|
12,800
|
|
Volume
|
mL
|
200
|
200
|
200
|
|
Uranium
Mass
|
mg/L
|
6,340
|
2,700
|
2,560
|
|
H2O2 Conc.
|
kg/kg U
|
0.54
|
0.69
|
0.57
|
|
H2O2 Addition
pH
|
|
2.0
|
2.0
|
2.0
|
|
Final pH
|
|
1.75
|
1.75
|
1.75
|
|
Supernate
[U]
|
mg/L
|
409
|
66.5
|
491
|
|
Precipitation
Eff.
|
%
|
98.7
|
99.5
|
96.2
|
Table
13-13. Agitation Leach Test
Solution Direct Precipitation Yellowcake Product
Analysis
|
Sample ID
|
PV 6-15 Cake
|
Limits
|
||||
|
Sample Date
|
January 26, 2018
|
Standard
(without penalty) |
Max Limit
(without reject) |
|||
|
|
Dry @ 105C
|
Calcine @ 1000 F
|
||||
|
Units
|
mg/kg
|
% by wt.
|
mg/kg
|
% by wt.
|
%
|
%
|
|
Arsenic
|
115
|
0.01
|
<0.6
|
<0.01
|
0.01
|
0.04
|
|
Barium
|
<0.08
|
<0.01
|
<0.08
|
<0.01
|
0.01
|
0.04
|
|
Boron
|
<2
|
<0.005
|
319
|
<0.005
|
0.005
|
0.1
|
|
Cadmium
|
<0.2
|
<0.01
|
<0.2
|
<0.01
|
0.01
|
0.04
|
|
Calcium
|
1,740
|
0.17
|
1,930
|
0.19
|
0.05
|
1.0
|
|
Chromium
|
<0.2
|
<0.01
|
<0.2
|
<0.01
|
0.01
|
0.04
|
|
Iron
|
71
|
<0.15
|
2,040
|
0.2
|
0.15
|
1.0
|
|
Lead
|
465
|
0.047
|
752
|
0.075
|
N/A
|
N/A
|
|
Molybdenum
|
<0.6
|
<0.10
|
<0.6
|
<0.10
|
0.10
|
0.30
|
|
Phosphorus
|
57.3
|
<0.10
|
64.6
|
<0.10
|
0.10
|
0.70
|
|
Potassium
|
80
|
<0.20
|
170
|
<0.20
|
0.20
|
3.0
|
|
Selenium
|
<1.3
|
<0.01
|
<1.3
|
<0.01
|
0.01
|
0.04
|
|
Silicon
|
2,020
|
<0.50
|
7,520
|
<0.50
|
0.50
|
2.0
|
|
Silver
|
503
|
0.05
|
160
|
0.02
|
N/A
|
N/A
|
|
Sodium
|
3,620
|
<1.0
|
9,230
|
<1.0
|
1.0
|
7.5
|
|
Thorium
|
<100
|
<0.01
|
<100
|
<0.01
|
0.10
|
2.5
|
|
Titanium
|
136
|
0.01
|
256
|
0.03
|
0.01
|
0.05
|
|
Uranium
|
605,000
|
60.5
|
80,800
|
80.8
|
N/A
|
65% min
|
|
Vanadium
|
1,510
|
0.15
|
563
|
0.06
|
0.06
|
0.30
|
|
Zirconium
|
<1
|
<0.01
|
<100
|
<0.01
|
0.01
|
0.10
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
124
Based on the data
generated on the agitation leach solutions relative to direct
product precipitation from uranium bearing solutions, each leach
batch (1 through 5) was composited (minus volumes lost to sampling
and analysis) and a standard peroxide precipitation was conducted.
Testing of solutions produced during the agitation leach process
indicated that precipitation efficiencies exceeding 95% could be
expected using 0.5 to 0.75 kg H2O2/kg U with final
precipitation pH of 2.0-2.5. Table 13-14 depicts the
performance of the uranium direct precipitation steps conducted
during the column leach test.
Table
13-14. Column Leach Direct
Precipitation Results and BLS Generation (Tests
1-4)
|
Precipitation Sequence
|
#1
|
#2
|
#3
|
#4
|
|
Date(s) Performed
|
March 2-3, 2018
|
March 12-14, 2018
|
March 27-28, 2018
|
April 16-17, 2018
|
|
Sample Container
Nos.
|
1 to 9
|
10 to 24
|
25 to 39
|
40 to 54
|
|
Recovered Column Volume
(mL)
|
9,333
|
14,863
|
15,700
|
15,783
|
|
Volume to H2O2
Precipitation
|
8,044
|
12,707
|
13,354
|
13,601
|
|
Post Precipitation
Supernate Volume (mL)
|
6,632
|
10,975
|
12,162
|
12,032
|
|
Yellowcake Wash Volume
(mL)
|
2,918
|
2,163
|
N/A
|
N/A
|
|
Volume Recovered for
Barren Leach Solution Make-up (mL)
|
9,550
|
13,138
|
12,162
|
12,032
|
|
Volume Deionized Water
Diluent (mL)
|
5,450
|
2,862
|
3,838
|
3,968
|
|
Barren Leach Solution
(BLS) Volume (mL)
|
15,000
|
16,000
|
16,000
|
16,000
|
|
Dilution Percentage to
Create BLS (%)
|
36.3
|
17.9
|
24.0
|
24.8
|
|
Solution Uranium
Concentration (mg/L)
|
13,770
|
8,821
|
13,228
|
12,100
|
|
Precipitation Vessel
Solution U Mass (g U)
|
111
|
112
|
177
|
165
|
|
Hydrogen Peroxide
(H2O2) Mass
(g)
|
30
|
45
|
180
|
192
|
|
Mass H2O2/Mass U
Ratio
|
0.27
|
0.40
|
1.02
|
1.17
|
|
Final pH Following
H2O2 and NaOH
Addition
|
1.83
|
2.51
|
2.75
|
2.80
|
|
Supernate Soluble
Uranium (mg/L U)
|
7,240
|
1,380
|
443
|
652
|
|
Uranium Peroxide [UO4.2H2O] Precipitation
Efficiency (%)
|
47.42
|
84.36
|
96.65
|
94.61
|
|
BLS Feed Solution U
Concentration After Dilution and Acid Adjustment
(mg/L)
|
3,530
|
1,130
|
296
|
472
|
Interferences or
contaminants present in the column solutions (but absent in the
agitation leach solutions) prevented efficient precipitation of
uranium peroxide in some trials. The initial uranium peroxide
precipitation of the uranium solution recovered from the ore
pre-conditioning phase was only 47% efficient resulting in
reintroduction of a significant amount of soluble uranium to the
column via injection of barren leach solution (BLS). By using
increasing amounts of peroxide exceeding 1 kg H2O2/kg U and higher
final pH ~2.75, efficiencies exceeding 80% were achieved for leach
batches 2 through 4.
Precipitation test work on
#5 solution was conducted to analyze the effects of altering
peroxide addition rates and reaction times on uranium precipitation
efficiency. Of twelve tests performed, the peak PPT efficiency was
71.7%. Table 13-15 examines variables and results of the expanded
precipitation test work.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
125
Table
13-15. Column Leach #5 Direct
Precipitation Test Work Results
|
Test No.
|
DW-1
|
DW-2
|
DW-3
|
DW-4
|
DW-5
|
DW-6
|
DW-7
|
DW-8
|
DW-9
|
DW-10
|
DW-11
|
DW-12
|
Mean
|
|
Solution Volume
(mL)
|
950
|
950
|
950
|
950
|
950
|
950
|
950
|
950
|
950
|
950
|
950
|
950
|
N/A
|
|
Solution Mass
(g)
|
993
|
991
|
992
|
992
|
994
|
994
|
993
|
993
|
989
|
994
|
996
|
994
|
N/A
|
|
Solution Specific
Gravity (g/cm3)
|
1.045
|
1.043
|
1.044
|
1.044
|
1.046
|
1.046
|
1.045
|
1.045
|
1.041
|
1.046
|
1.048
|
1.046
|
1.045
|
|
Solution U
Concentration (mg/L)
|
7,510
|
7,510
|
7,510
|
7,510
|
7,510
|
7,510
|
7,510
|
7,510
|
7,510
|
7,510
|
7,510
|
7,510
|
7,510
|
|
Solution U Mass
(g)
|
7.13
|
7.13
|
7.13
|
7.13
|
7.13
|
7.13
|
7.13
|
7.13
|
7.13
|
7.13
|
7.13
|
7.13
|
85.6
|
|
H2O2 Addition (g/g
U)
|
0.43
|
0.52
|
0.60
|
0.69
|
0.77
|
0.87
|
0.95
|
1.04
|
0.52
|
0.69
|
0.87
|
1.04
|
N/A
|
|
H2O2 Volume @ 30%
(mL)
|
10.3
|
12.4
|
14.3
|
16.5
|
18.4
|
20.6
|
22.5
|
24.7
|
12.4
|
16.5
|
20.6
|
24.7
|
N/A
|
|
Test Start
Time
|
13:37
|
13:54
|
14:00
|
14:20
|
14:55
|
15:10
|
15:23
|
15:35
|
16:18
|
16:27
|
16:37
|
16:47
|
N/A
|
|
pH Initial
|
1.36
|
1.39
|
1.38
|
1.37
|
1.38
|
1.41
|
1.4
|
1.41
|
1.48
|
1.46
|
1.46
|
1.46
|
N/A
|
|
pH Post H2O2
|
1.34
|
1.37
|
1.36
|
1.35
|
1.36
|
1.39
|
1.38
|
1.39
|
1.46
|
1.44
|
1.44
|
1.44
|
N/A
|
|
pH Final
|
2.77
|
2.74
|
2.74
|
2.74
|
2.60
|
2.61
|
2.60
|
2.62
|
2.77
|
2.82
|
2.87
|
2.88
|
N/A
|
|
Mass 10N NaOH Addition
(g)
|
26.6
|
26.4
|
27.0
|
27.1
|
25.9
|
26.2
|
26.2
|
26.6
|
26.7
|
25.0
|
25.4
|
25.5
|
N/A
|
|
Reaction Duration
(h)
|
1.0
|
1.0
|
1.0
|
1.0
|
1.0
|
1.0
|
1.0
|
1.0
|
6.0
|
6.0
|
6.0
|
6.0
|
N/A
|
|
Test Direct Precip. End
Time
|
13:50
|
14:06
|
14:10
|
14:27
|
15:03
|
15:15
|
15:30
|
15:40
|
16:24
|
16:33
|
16:43
|
16:53
|
N/A
|
|
Time Coagulant
Addition
|
14:40
|
14:56
|
15:00
|
15:17
|
15:53
|
16:05
|
16:20
|
16:30
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
|
Time Flocculant
Addition
|
14:45
|
15:01
|
15:05
|
15:22
|
15:58
|
16:10
|
16:25
|
16:35
|
NA
|
NA
|
NA
|
NA
|
NA
|
|
Test Complete End
Time
|
14:50
|
15:06
|
15:10
|
15:27
|
16:03
|
16:15
|
16:30
|
16:40
|
22:30
|
22:30
|
22:30
|
22:30
|
NA
|
|
Supernate U Conc.
(mg/L)
|
3,340
|
3,140
|
2,580
|
2,370
|
2,730
|
2,050
|
2,330
|
2,300
|
5,170
|
6,110
|
4,920
|
3,870
|
3,408
|
|
Supernate U Volume
(mL)
|
974
|
976
|
978
|
980
|
981
|
984
|
986
|
988
|
976
|
979
|
983
|
987
|
11,771
|
|
Supernate U Mass
(g)
|
3.25
|
3.06
|
2.52
|
2.32
|
2.68
|
2.02
|
2.30
|
2.27
|
5.04
|
5.98
|
4.84
|
3.82
|
40.1
|
|
PPT Efficiency (%)
|
54.42
|
57.06
|
64.64
|
67.44
|
62.45
|
71.73
|
67.81
|
68.15
|
29.29
|
16.16
|
32.19
|
46.44
|
53.15
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
126
The supernatant from the
individual direct precipitation tests (DW-1 through DW-12) were
composited and tested in an attempt to recover residual uranium
using further hydrogen peroxide additions. Although uranium
precipitation efficiencies exceeding 90% were achieved at final pH
of 6-7, the products generated were unacceptable with respect
to iron and arsenic concentrations. The higher pH products were
likely a mixture of uranium peroxide and sodium di-uranate.
Table 13-16 indicates the precipitation efficiency of the
process.
Table
13-16. Column Leach Test –
Uranium Precipitation Test Results
|
Test I.D.
|
S5.1-1
|
S5.1-2
|
S5.1-3
|
S5.1-4
|
S5.1-5
|
S5.1-6
|
S5.1-7
|
S5.1-8
|
S5.1-9
|
S5.1-10
|
|
Supernate #5 Volume
(mL)
|
10,850
|
10,850
|
10,850
|
10,850
|
10,850
|
10,850
|
10,850
|
10,850
|
10,850
|
10,850
|
|
Supernate #5 U Conc.
(mg/L)
|
3,408
|
3,408
|
3,408
|
3,408
|
3,408
|
3,408
|
3,408
|
3,408
|
3,408
|
3,408
|
|
Supernate #5 U Mass
(g)
|
37.0
|
37.0
|
37.0
|
37.0
|
37.0
|
37.0
|
37.0
|
37.0
|
37.0
|
37.0
|
|
pH Initial
|
2.77
|
2.61
|
3.02
|
3.55
|
4.21
|
4.51
|
5.00
|
5.60
|
6.00
|
6.60
|
|
pH Post H2O2
Addition
|
2.44
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
|
pH Final
|
2.61
|
3.02
|
3.55
|
4.21
|
4.51
|
5.00
|
5.60
|
6.00
|
6.60
|
7.00
|
|
Supernate 5.1 U Conc.
(mg/L)
|
2,210
|
1,320
|
1,320
|
1,750
|
1,720
|
1,570
|
789
|
316
|
39.2
|
6.9
|
|
Supernate 5.1 U Mass
(g)
|
24.0
|
14.3
|
14.3
|
19.0
|
18.7
|
17.0
|
8.6
|
3.4
|
0.4
|
0.1
|
|
PPT Efficiency (%)
|
35.15
|
61.27
|
61.27
|
48.65
|
49.53
|
53.93
|
76.85
|
90.73
|
98.85
|
99.80
|
An observation noted
during the direct uranium peroxide precipitation processes was that
immediate co-precipitation of reddish solids accompanied by off
gassing occurred following hydrogen peroxide addition and
subsequent NaOH based pH adjustments (to achieve final pH >2.0).
It was also observed that the concentrations of certain metallic
species were constantly increasing in both initial uranium bearing
solutions and BLS solutions, notably aluminum and iron. Postulating
that iron and other metals were potentially interfering with and
impeding the uranium precipitation process, tests to remove these
contaminants prior to uranium recovery were attempted. It appeared
that simple pH adjustment of the solution prior to hydrogen
peroxide addition could co-precipitate certain metal hydroxides,
which could then be removed from solution via gravity settling,
filtration, or centrifugation.
Details of the resulting
test work is shown in Tables 13-17 and 13-18. By adjusting solution
pH to 3.5 to 4.25, iron was reduced from ~1,400 mg/L to
<100 mg/L. Arsenic was completely removed from the solution
precipitation feed solution above pH 3.5. Uranium precipitation
efficiency increased to >99% at all tested post iron removal pHs
using 0.3 to 1.0 kg H2O2/kg U. Uranium
peroxide products generated from two tests (pH 2.75 and pH 3.5)
indicated that all converter specifications were met, typically
without penalty. A product analysis summary for all tests conducted
is shown in Table 13-19.
A second test of the metal
hydroxide removal process was performed on June 19, 2018 to
ascertain the mass and anticipated volume and chemical composition
(including radionuclides) of the generated “sludge”.
Table 13-18 presents the results of that testing. The metal
hydroxide precipitate generated in the follow-up test was separated
easily by centrifugation. Solids were very dense and represented
1.5% mass/mass fluid wet and ~0.15% on a dry weight basis. Full
analysis of the precipitated solids is ongoing (as noted in the
above table).
Uranium products generated
through the direct precipitation method (including the initial
metal hydroxide precipitation process) and low temperature drying
(400°F) are presented in Table 13-19.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
127
Table
13-17. Uranium Precipitation
Process Testing
|
Sample
ID |
Metal Hydroxide (Me-OH) Precipitation (PPT)
Test Work
|
UO4.2H2O Precipitation
Supernate Analysis
|
|||||||||||
|
FEED
|
pH
2.75 |
pH
3.0 |
pH
3.25 |
pH
3.5 |
pH
4.0 |
pH
4.25 |
S-1
|
S-2
|
S-3
|
S-4
|
S-5
|
S-6
|
|
|
pH @ H2O2
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
2.72
|
4.10
|
4.02
|
4.01
|
4.09
|
4.36
|
|
pH Post H2O2
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
2.05
|
2.15
|
2.13
|
2.1
|
2.04
|
2.02
|
|
H2O2
Addition
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
1.0
|
0.3
|
0.5
|
0.7
|
0.9
|
1.1
|
|
Adj pH
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
2.76
|
3.13
|
2.95
|
3.11
|
3.04
|
3.43
|
|
Al, mg/L
|
214
|
247
|
262
|
219
|
197
|
186
|
167
|
183
|
130
|
133
|
152
|
156
|
115
|
|
As, mg/L
|
7.47
|
8.66
|
8.58
|
1.57
|
<0.01
|
<0.01
|
<0.01
|
6.96
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
|
B, mg/L
|
4.2
|
4.9
|
5.3
|
4.0
|
4.0
|
6.5
|
4.8
|
2.0
|
1.3
|
4.2
|
1.7
|
2.2
|
1.5
|
|
Cd, mg/L
|
0.203
|
0.219
|
0.231
|
0.177
|
0.169
|
0.171
|
0.179
|
0.137
|
0.094
|
0.093
|
0.111
|
0.121
|
0.104
|
|
Ca, mg/L
|
368
|
408
|
423
|
392
|
378
|
391
|
406
|
338
|
309
|
300
|
336
|
361
|
336
|
|
Cr, mg/L
|
1.20
|
1.39
|
1.56
|
0.88
|
0.41
|
0.28
|
0.28
|
1.15
|
0.23
|
0.22
|
0.21
|
0.26
|
0.14
|
|
Cu, mg/L
|
92.8
|
104
|
107
|
96.5
|
92.2
|
92.7
|
92.5
|
81.4
|
70.0
|
69.8
|
77.9
|
82.1
|
73.2
|
|
Fe, mg/L
|
1,390
|
1,620
|
1,680
|
444
|
55.7
|
22.0
|
13.2
|
1,210
|
15.5
|
9.82
|
10.0
|
17.2
|
6.30
|
|
Pb, mg/L
|
12.3
|
13.4
|
14.1
|
12.3
|
10.9
|
10.4
|
10.1
|
3.69
|
1.57
|
2.11
|
1.96
|
1.66
|
0.68
|
|
Mg, mg/L
|
71.7
|
79.6
|
82.8
|
77.0
|
74.4
|
75.3
|
77.5
|
37.9
|
35.0
|
34.0
|
37.9
|
40.8
|
38.1
|
|
Mn, mg/L
|
42.2
|
49.6
|
52.5
|
43.6
|
39.7
|
42.4
|
44.2
|
36.2
|
28.4
|
27.5
|
32.7
|
35.0
|
30.3
|
|
Mo, mg/L
|
7.54
|
8.31
|
8.74
|
2.15
|
1.36
|
2.65
|
3.07
|
7.65
|
1.45
|
1.24
|
1.56
|
2.74
|
2.90
|
|
Ni, mg/L
|
8.86
|
9.76
|
10.2
|
9.24
|
8.95
|
9.28
|
9.52
|
8.18
|
7.31
|
7.17
|
7.98
|
8.61
|
7.93
|
|
P, mg/L
|
12.8
|
13.9
|
13.8
|
2.8
|
<0.1
|
<0.1
|
<0.1
|
12.8
|
0.2
|
0.3
|
<0.1
|
<0.1
|
0.3
|
|
K, mg/L
|
11.9
|
16.3
|
16.9
|
13.8
|
13.3
|
15.4
|
15.3
|
9.6
|
8.4
|
8.8
|
9.6
|
10.6
|
9.3
|
|
Na, mg/L
|
11,500
|
18,400
|
20,100
|
18,400
|
17,700
|
19,200
|
20,900
|
15,600
|
14,700
|
13,800
|
16,600
|
18,300
|
16,200
|
|
Sr, mg/L
|
0.97
|
1.01
|
1.10
|
1.01
|
0.97
|
0.99
|
1.06
|
0.84
|
0.77
|
0.75
|
0.85
|
0.91
|
0.85
|
|
V, mg/L
|
17.6
|
19.2
|
20.1
|
17.7
|
17.7
|
18.2
|
18.8
|
14.4
|
11.0
|
12.4
|
15.9
|
17.0
|
17.1
|
|
Zn, mg/L
|
32.6
|
37.8
|
40.3
|
34.9
|
32.5
|
35.0
|
37.1
|
28.7
|
24.8
|
23.4
|
28.1
|
31.1
|
26.9
|
|
SiO2, mg/L
|
189
|
208
|
217
|
175
|
172
|
164
|
158
|
176
|
133
|
137
|
150
|
149
|
129
|
|
SO4, mg/L
|
33,300
|
37,200
|
39,900
|
35,100
|
33,300
|
35,100
|
37,500
|
35,700
|
30,900
|
29,190
|
34,500
|
38,100
|
32,700
|
|
U, mg/L
|
14,200
|
16,900
|
17,700
|
15,300
|
14,200
|
15,300
|
15,800
|
33.8
|
22.8
|
22.3
|
24.7
|
30.9
|
80.4
|
|
Avg solution
U
|
-
|
-
|
-
|
-
|
-
|
-
|
15,629
|
-
|
-
|
-
|
-
|
-
|
-
|
|
% U PPT
EFF
|
-
|
-
|
-
|
-
|
-
|
-
|
-
|
99.78
|
99.85
|
99.86
|
99.84
|
99.80
|
99.49
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
128
Table
13-18. Metal Concentration
Reduction in Solution Prior to Direct U PPT
Testing
|
Sample ID/
Parameter |
UNITS
|
Fe PPT
FEED (CALC) |
Fe PPT FEED
COMP |
Fe PPT
SUPERNATE |
TEST 6
COMP |
TEST 6
SUPERNATE COMP |
TEST 6
CAKE WASH |
TEST 6
Fe CAKE SOLIDS (mg/kg) |
|
pH
|
-
|
2.225
|
1.96
|
4.02
|
2.19
|
3.88
|
4.22
|
N/A
|
|
Elec
Cond
|
umho/cm
|
35,138
|
36,200
|
33,900
|
N/A
|
41,700
|
1,738
|
N/A
|
|
ORP
|
mV
|
+543
|
+532
|
+366
|
N/A
|
+560
|
+400
|
N/A
|
|
Free
Acid
|
g/L
|
4.21
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
N/A
|
|
Al
|
mg/L
|
222
|
183
|
149
|
214
|
124
|
1.25
|
15,200
|
|
As
|
mg/L
|
2.03
|
1.01
|
0.06
|
7.47
|
<0.01
|
0.33
|
757
|
|
Ba
|
mg/L
|
<0.005
|
<0.005
|
<0.005
|
<0.005
|
<0.005
|
<0.005
|
5.9
|
|
B
|
mg/L
|
1.4
|
1.9
|
1.8
|
4.2
|
2.4
|
0.9
|
35.4
|
|
Cd
|
mg/L
|
0.249
|
0.184
|
0.157
|
0.203
|
0.093
|
<0.001
|
8.9
|
|
Ca
|
mg/L
|
381
|
334
|
328
|
368
|
313
|
3.4
|
1,000
|
|
Cr
|
mg/L
|
0.35
|
0.4
|
0.07
|
1.20
|
0.13
|
0.01
|
128
|
|
Cl
|
mg/L
|
N/A
|
964
|
985
|
N/A
|
902
|
22.0
|
N/A
|
|
Cu
|
mg/L
|
71.8
|
63.1
|
59.3
|
92.8
|
77.9
|
1.46
|
1,110
|
|
Fe
|
mg/L
|
728
|
632
|
11.1
|
1,390
|
2.68
|
<0.05
|
435,000
|
|
Pb
|
mg/L
|
7.25
|
6.27
|
4.66
|
12.3
|
0.63
|
0.04
|
709
|
|
Mg
|
mg/L
|
102
|
79.2
|
77.4
|
71.7
|
45.2
|
<0.2
|
394
|
|
Mn
|
mg/L
|
14.4
|
12.6
|
12.4
|
42.2
|
20.9
|
0.4
|
42.3
|
|
Mo
|
mg/L
|
1.30
|
1.65
|
0.588
|
7.54
|
1.09
|
0.371
|
413
|
|
Ni
|
mg/L
|
4.6
|
4.09
|
3.99
|
8.86
|
7.62
|
0.16
|
39.2
|
|
P
|
mg/L
|
4.2
|
0.6
|
<0.1
|
12.8
|
0.7
|
0.3
|
1,140
|
|
K
|
mg/L
|
8.2
|
2.5
|
2.7
|
11.9
|
7.0
|
<0.2
|
130
|
|
Se
|
mg/L
|
0.047
|
<0.025
|
<0.025
|
<0.025
|
<0.025
|
<0.025
|
40.3
|
|
Na
|
mg/L
|
9,948
|
8,960
|
10,900
|
11,500
|
13,400
|
223
|
22,900
|
|
Sr
|
mg/L
|
0.55
|
0.46
|
0.46
|
0.97
|
0.86
|
<0.02
|
7.7
|
|
V
|
mg/L
|
4.0
|
4.04
|
1.72
|
17.6
|
8.47
|
0.077
|
897
|
|
Zn
|
mg/L
|
28.8
|
25.4
|
25.3
|
32.6
|
16.0
|
0.02
|
91.9
|
|
SiO2
|
mg/L
|
136
|
124
|
110
|
189
|
143
|
3.7
|
3,410
|
|
SO4
|
mg/L
|
24,368
|
22,020
|
21,450
|
33,300
|
21,030
|
468
|
144,900
|
|
U
|
mg/L
|
3,515
|
2,770
|
2,680
|
14,200
|
39.7
|
10.3
|
22,200
|
|
226Radium
|
pCi/L
|
N/A
|
3,400
± 14.2
|
6,030 ±
18.9
|
9,230 ±
72
|
4,580 ±
16
|
N/A
|
1,280 ±
5.6
|
|
Bq/L
|
N/A
|
126 ±
0.5
|
223 ±
0.7
|
342 ±
2.7
|
169 ±
0.6
|
N/A
|
47.4 ±
0.2
|
|
|
228Radium
|
pCi/L
|
N/A
|
700,000 ±
28,700
|
93,100 ±
6,300
|
4,870,000 ±
236,000
|
86,300 ±
7,040
|
N/A
|
20,600 ±
1,120
|
|
Bq/L
|
N/A
|
25,925 ±
1,063
|
3,448 ±
233
|
180,370 ±
8,740
|
3,196 ±
261
|
N/A
|
763 ±
41.5
|
|
|
230Thorium
|
pCi/L
|
N/A
|
847 ±
28.9
|
168 ±
12.8
|
5,430 ±
226
|
52.8 ±
7.0
|
N/A
|
963 ±
13
|
|
Bq/L
|
N/A
|
31.4 ±
1.0
|
6.2 ±
0.5
|
201 ±
8.4
|
2.0 ±
0.3
|
N/A
|
35.7 ±
0.5
|
|
|
232Thorium
|
pCi/L
|
N/A
|
20,000 ±
51.0
|
13,100 ±
41
|
31,600 ±
205
|
4,320 ±
23.9
|
N/A
|
2.7 ±
0.5
|
|
Bq/L
|
N/A
|
741 ±
1.9
|
485 ±
1.5
|
1,170 ±
7.6
|
160 ±
0.9
|
N/A
|
0.1 ±
0.02
|
|
|
210Polonium
|
pCi/L
|
N/A
|
3,400 ±
14.2
|
6,030 ±
18.9
|
9,230 ±
72
|
4,580 ±
16
|
N/A
|
N/A
|
|
Bq/L
|
N/A
|
126 ±
0.5
|
223 ±
0.7
|
342 ±
2.7
|
169 ±
0.6
|
N/A
|
N/A
|
|
|
210Lead
|
pCi/L
|
N/A
|
700,000 ±
28,700
|
93,100 ±
6,300
|
4,870,000 ±
236,000
|
86,300 ±
7,040
|
N/A
|
N/A
|
|
Bq/L
|
N/A
|
25,925 ±
1,063
|
3,448 ±
233
|
180,370 ±
8,740
|
3,196 ±
261
|
N/A
|
N/A
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
129-130
Table
13-19. Product Analysis
Summary
|
SAMPLE ID
|
DWP 1
|
DWP 2
|
DWP 3
|
DWP 4
|
DWP 5
|
DWP 6
|
PPT S-1
|
PPT S-3
|
PPT 2,4,5,6
COMPOSITE |
CONVERTER SPECIFICATIONS
|
|
|
|
LIMITS w/o PENALTY
|
MAX LIMIT w/o REJECTION
|
|
||||||||||
|
PARAMETER/
UNITS |
%
|
%
|
%
|
%
|
%
|
%
|
%
|
%
|
%
|
%
|
%
|
|
|
|
||||||||||||
|
Arsenic
|
<0.01
|
<0.01
|
<0.01
|
0.01
|
0.02
|
0.12
|
<0.01
|
<0.01
|
<0.01
|
0.01
|
0.04
|
|
|
Barium
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
0.01
|
0.04
|
|
|
Boron
|
0.017
|
0.013
|
0.011
|
0.016
|
0.014
|
0.009
|
0.019
|
0.017
|
0.015
|
0.005
|
0.1
|
|
|
Cadmium
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
0.01
|
0.04
|
|
|
Calcium
|
0.23
|
0.28
|
0.27
|
0.27
|
0.23
|
0.69
|
0.17
|
0.26
|
0.68
|
0.05
|
1.0
|
|
|
Chromium
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
0.01
|
0.04
|
|
|
Iron
|
<0.15
|
0.51
|
0.69
|
0.79
|
1.97
|
11.2
|
0.67
|
<0.15
|
<0.15
|
0.15
|
1.0
|
|
|
Lead
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
0.02
|
<0.01
|
<0.01
|
<0.01
|
N/A
|
N/A
|
N/A
|
|
|
Manganese
|
<0.02
|
<0.02
|
<0.02
|
<0.02
|
<0.02
|
0.24
|
<0.02
|
<0.02
|
<0.02
|
0.02
|
0.50
|
|
|
Molybdenum
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
0.1
|
0.30
|
|
|
Phosphorus
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
0.1
|
<0.1
|
<0.1
|
<0.1
|
0.1
|
0.70
|
|
|
Potassium
|
<0.2
|
<0.2
|
<0.2
|
<0.2
|
<0.2
|
<0.2
|
<0.2
|
<0.2
|
<0.2
|
0.2
|
3.0
|
|
|
Selenium
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
0.01
|
0.04
|
|
|
Silicon
|
<0.5
|
<0.5
|
<0.5
|
<0.5
|
<0.5
|
<0.5
|
<0.5
|
<0.5
|
<0.5
|
0.5
|
2.0
|
|
|
Silver
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
<0.01
|
N/A
|
N/A
|
N/A
|
|
|
Sodium
|
<1
|
5.0
|
1.1
|
1.6
|
<1
|
7.8
|
<1
|
<1
|
<1
|
1.0
|
7.5
|
|
|
232Thorium
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
<0.1
|
0.10
|
2.5
|
|
|
Titanium
|
0.02
|
0.02
|
0.03
|
0.03
|
0.03
|
0.03
|
0.03
|
0.01
|
0.02
|
0.01
|
0.05
|
|
|
Uranium
|
76.3
|
73.4
|
80.3
|
68.5
|
69.7
|
29.3
|
79.0
|
78.9
|
80.0
|
N/A
|
65% min
|
|
|
Vanadium
|
<0.06
|
<0.06
|
<0.06
|
<0.06
|
0.07
|
0.11
|
<0.06
|
<0.06
|
<0.06
|
0.06
|
0.30
|
|
|
Zirconium
|
0.01
|
0.01
|
0.01
|
0.01
|
0.01
|
0.01
|
0.01
|
0.01
|
<0.01
|
0.01
|
0.50
|
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
131
13.1.8 ISR Groundwater
Restoration Results and Discussion
Following termination of
the leach test at PV 156, low pH leached core was retained in the
test column in preparation for groundwater restoration testing. The
testing protocol was developed to approximate actual field
conditions. Groundwater restoration flow was initiated at RPV 1 on
June 4, 2018 and continued through RPV 108 ending on July
23, 2018. The test results indicate that, following neutralization
of excess acid remaining in the ore, restoration to near ore zone
pre-mining baseline conditions could be achieved. Testing included
groundwater sweeps, followed by sodium bicarbonate neutralization
in conjunction with simulated reverse osmosis lixiviant
circulation. A groundwater stability period (column soak without
circulation) was incorporated to ensure that long-term restoration
to acceptable water quality goals would be maintained. Complete
testing results are reported in R&D Enterprises report
“Denison Wheeler River Project Groundwater Chemical
Restoration Following Acidic Insitu Uranium Recovery
Operations”, dated September 9, 2018.
Details of the groundwater
restoration processes followed during the test are depicted
below.
Phase 1 (RPV 1-84) injected simulated upper
formation groundwater quality at the bottom of the column.
The initial phase of restoration displaces the low pH, high TDS
fluids with simulated groundwater. The fluid recovered at the top
of the column is collected and sent for analysis. Table 13-20
presents a summary of the groundwater quality exiting the column
following initiation of groundwater sweeps.
Table
13-20. RPV 1-10 Chemistry
Highlight
|
|
pH
|
Elec Cond
|
Al
|
As
|
Fe
|
Mo
|
Ni
|
Na
|
Sr
|
S
|
SO4
CALC
|
U
|
U
|
Vol Rec
|
|
PV
|
Leachate
|
umho/cm
|
mg/L
|
mg/L
|
mg/L
|
mg/L
|
mg/L
|
mg/L
|
mg/L
|
mg/L
|
mg/L
|
mg/L
|
mg
|
ml
|
|
RPV 1-2
|
2.08
|
40,400
|
315
|
0.61
|
939
|
1.85
|
5.72
|
12,300
|
0.62
|
10,400
|
31,200
|
4,860
|
5,030.1
|
1,035
|
|
RPV 3-4
|
2.56
|
17,410
|
200
|
0.02
|
797
|
0.204
|
3.47
|
5,320
|
0.61
|
4,810
|
14,430
|
4,080
|
4,131.4
|
1,012.6
|
|
RPV 5-6
|
2.71
|
11,740
|
94.8
|
<0.01
|
422
|
0.107
|
1.82
|
2,470
|
0.44
|
2,380
|
7,140
|
1,960
|
1,975.7
|
1,008.0
|
|
RPV 7-8
|
2.87
|
7,510
|
50.3
|
<0.01
|
255
|
<0.005
|
1
|
1,330
|
0.42
|
1,390
|
4,170
|
1,110
|
1,108.7
|
998.8
|
|
RPV 9-10
|
2.94
|
5,940
|
33.9
|
<0.01
|
185
|
<0.005
|
0.83
|
947
|
0.41
|
1,040
|
3,120
|
762
|
765.1
|
1,004.1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
13,011
|
5,058.5
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
U (mg/L)
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2,572
|
Source: RDE–
Groundwater Chemical Restoration Following Acidic In-Situ Uranium
Recovery Operations dated September 9, 2018
The first Restoration Pore
Volumes (RPV) chemistry is mostly residual lixiviant from the
active mining leaching test. Similar to the leach testing
conditions, each pore volume (PV) during restoration activities
represents 500 mL of solution. In total, 13,011 mg of uranium was
recovered representing a uranium average of 2.57 g/L. In an
industrial setting, solution exiting the ground resulting from
groundwater sweeps would be directed to the ISR recovery plant
prior to treatment and recirculation to wellfield. Immediate forced
neutralization with basic solutions was avoided to prevent
formation plugging with calcium sulfate or other
co-precipitates.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
132
Phase 2 (RPV 84-108)
circulated simulated ore zone0 water quality fortified with 1 g/L
Bicarbonate [from NaHCO3]. The test simulated
the operation of a Reverse Osmosis (RO) water treatment step where
solution exiting the column would be treated prior to being
re-introduced. The closed loop circulation system reduces the need
for pumping a large volume of groundwater and avoids generating
effluent that would otherwise be disposed of in the environment.
Reverse osmosis is expected to provide an 80% permeate, 20% brine
split on recovered solutions. The generated “permeate”
was adjusted to ~1 g/L bicarbonate using NaHCO3. The use of sodium
bicarbonate allows for neutralization of residual acid, forces ion
exchange of hydrogen off clays, and reduces the potential for
column plugging with precipitates. Phase 2 was terminated when
uranium and trace metal concentrations were approaching pre-mining
levels. It is anticipated to evaporate the 20% brine split in a
crystallizer. The salts would be stored in tote bags and disposed
of in the Gryphon mine workings while the distilled water
re-injected supporting ground remediation efforts. Figure 13-4
presents an overview of the anticipated ground water restoration
process. Solution evaporation system (crystallizer) and RO being
integral components of the “Restoration Phase” Waste
Water Treatment Plant (WWTP).

Source: SRK – Wheeler
River Project Phoenix In-Situ Recovery Wastewater Treatment Design
Criteria dated August 2018
Figure
13-4. Restoration Phase WWTP
Schematic
Phase 3 (RPV 108-114)
re-established injection of simulated groundwater quality at the
bottom of the column following the circulation of an alkaline base
neutralizing agent. The objective of this phase is to displace the
bicarbonate and to ensure ground water stability once the
circulation of fluid is halted. Termination of “restoration
stability” is determined by the return of the water quality
to near pre-mining conditions as guided by ground water samples
from WR-525-352-395 [3/29/17]. Table 13-21 presents results of
the acidic ISR column leach restoration and groundwater stability
studies.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
133
Table
13-21. Acidic ISR Column Leach
Restoration and Groundwater Stability Study
Results
|
Phoenix Deposit Ore Zone Water
Quality
|
Leach Data
|
Restoration Phase Data
|
||||||
|
Parameter
|
Reporting
Units
|
Mean
|
Max
|
H2SO4
Leach
|
Groundwater Sweep
|
Neutralization
|
Groundwater Stability
|
|
|
End of Mining
|
||||||||
|
PV 154-156
|
RPV 30-32
|
RPV 76-84
|
RPV 82-108
|
Post Rest.
|
||||
|
Inorganics
|
||||||||
|
Alkalinity
(as CaCO3) |
mg/l
|
32.7
|
78.1
|
<5
|
<5
|
<5
|
588
|
165
|
|
Calcium
|
mg/l
|
11.2
|
28
|
542
|
109
|
28
|
13
|
5
|
|
Magnesium
|
mg/l
|
6.1
|
18
|
87.4
|
3.7
|
<1
|
<1
|
<1
|
|
Potassium
|
mg/l
|
6.2
|
14
|
11.7
|
<1
|
<1
|
<1
|
2
|
|
Sodium
|
mg/l
|
14.9
|
38
|
22500
|
221
|
36
|
235
|
87
|
|
Bicarbonate
|
mg/l
|
70.7
|
136
|
<5
|
<5
|
<5
|
686
|
199
|
|
Chloride
|
mg/l
|
29.4
|
142
|
N/A
|
37
|
15
|
2
|
12
|
|
Fluoride
|
mg/l
|
0.37
|
0.69
|
N/A
|
N/A
|
0.5
|
1.2
|
0.8
|
|
Sulfate
|
mg/l
|
5.9
|
26.2
|
60600
|
860
|
174
|
117
|
100
|
|
Metals
|
||||||||
|
Aluminum
|
mg/l
|
0.4
|
1.2
|
92.2
|
5.6
|
0.27
|
1.32
|
4.4
|
|
Arsenic
|
mg/l
|
0.422
|
2.3
|
2.23
|
<0.010
|
0.10
|
0.04
|
0.06
|
|
Barium
|
mg/l
|
0.09
|
0.15
|
<0.5
|
<0.05
|
<0.05
|
0.05
|
0.04
|
|
Boron
|
mg/l
|
0.47
|
0.75
|
2.7
|
1.8
|
0.2
|
0.3
|
<0.1
|
|
Cadmium
|
mg/l
|
0.004
|
0.016
|
0.125
|
<0.001
|
0.002
|
<0.001
|
<0.001
|
|
Chromium
|
mg/l
|
N/A
|
N/A
|
0.22
|
0.04
|
<0.01
|
<0.01
|
<0.01
|
|
Copper
|
mg/l
|
0.01
|
0.04
|
39.4
|
2.23
|
0.04
|
<0.01
|
<0.01
|
|
Iron
|
mg/l
|
1.1
|
2.2
|
279
|
54.1
|
6.13
|
0.44
|
1.23
|
|
Lead
|
mg/l
|
0.02
|
0.10
|
7.84
|
3.08
|
2.13
|
0.36
|
0.39
|
|
Manganese
|
mg/l
|
0.23
|
0.77
|
17.0
|
0.68
|
0.07
|
0.02
|
0.05
|
|
Molybdenum
|
mg/l
|
0.07
|
0.36
|
1.85
|
0.05
|
0.03
|
0.05
|
<0.005
|
|
Nickel
|
mg/l
|
0.04
|
0.18
|
7.06
|
0.20
|
0.03
|
<0.01
|
<0.01
|
|
Selenium
|
mg/l
|
0.004
|
0.01
|
0.586
|
<0.025
|
<0.025
|
<0.025
|
0.026
|
|
Uranium
|
mg/l
|
0.006
|
0.01
|
1080
|
105
|
3.5
|
4.1
|
0.50
|
|
Vanadium
|
mg/l
|
N/A
|
N/A
|
1.7
|
0.09
|
<0.01
|
0.007
|
0.03
|
|
Zinc
|
mg/l
|
0.16
|
0.39
|
13.6
|
1.48
|
0.08
|
<0.01
|
<0.01
|
|
Other
|
||||||||
|
EC
|
µmhos/cm
|
154
|
268
|
77800
|
1874
|
472
|
1330
|
613
|
|
pH
|
s.u.
|
6.48
|
7.32
|
1.76
|
3.87
|
5.8
|
8.5
|
8.3
|
|
Silica as
SiO2
|
mg/l
|
15.2
|
19.9
|
139
|
71.9
|
43.7
|
43.8
|
44.4
|
|
TDS
|
mg/l
|
186
|
540
|
N/A
|
N/A
|
360
|
760
|
350
|
|
Radiological
|
||||||||
|
Lead-210
|
Bq/L
|
5.2
|
17
|
3167+/-9.8
|
530+/-1.3
|
301+/-0.7
|
40+/-0.3
|
22+/-0.2
|
|
Polonium-210
|
Bq/L
|
2.1
|
7.0
|
43+/-2.6
|
6.3+/-0.5
|
14.9+/-0.3
|
1.9+/-0.1
|
2.7+/-0.1
|
|
Thorium-230
|
Bq/L
|
0.6
|
1.3
|
14960+/-3310
|
105+/-9.6
|
0.2+/-0.03
|
1.36+/-0.14
|
3.2+/-0.4
|
|
Thorium-232
|
Bq/L
|
N/A
|
N/A
|
<1
|
0.2+/-0.04
|
<0.01
|
<0.01
|
<0.01
|
|
Radium-226
|
Bq/L
|
1.8
|
4.3
|
345+/-1.4
|
65.8+/-0.3
|
389+/-0.7
|
262+/-0.5
|
129+/-0.4
|
|
Source: SRK –
Wheeler River Project Phoenix In-Situ Recovery Wastewater Treatment
Design Criteria dated August 2018
|
||||||||
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
134
The laboratory groundwater
restoration study supports the conclusion that the groundwater can
be restored to a pre-mining use category following acidic ISR
mining. The results of the groundwater restoration studies using
core samples previously leached with acid lixiviates were compared
with the mean groundwater baseline for the Denison Wheeler River
Phoenix deposit. Greater than 60% of the tested parameters achieved
target restoration values [TRV] where ~40% exceeded the maximum
concentration limited as reported for the Phoenix ore zone water
quality. Major species exceeding the baseline maximum limit
includes only those that were injected in leach zone during ISR
mining or restoration activities [Alkalinity-HCO3, SO4, and Na]. pH and
Electric Conductivity (EC) remained elevated over baseline values
due to the final neutralization phase occurring immediately before
the stability period. Al, Pb and U also were elevated above the
baseline maximum values. Results obtained during the test work are
not inconsistent with those observed on pilot and commercial scale
alkaline ISR groundwater restoration operations.
13.1.9 ISR Process Design
Criteria
Based on the results from
the column leach test, key process design criteria (PDC) were
defined for the processing of Phoenix ore. These are presented in
Table 13-22. PDC developed from test work is primarily associated
with leaching the ore in-situ as simulated during the test program.
The laboratory test work discussed previously resulted in solution
concentrations averaging approximately 18 g/L in the agitation
(bottle roll) test and approximately 12 g/L in the column leach
test. As a column leach test most effectively simulates in situ
conditions, but does not re-create them perfectly, the average
concentration from the column leach test (approximately 12 g/L) was
discounted, and the costs associated with the ISR operation were
developed based on a solution concentration of 10 g/L. Other
assumptions were made for estimating hydrogen peroxide consumption
for replacing the barium chloride as oxidant as tested. In part due
to the simplicity of the uranium recovery process and considering
the inclusion of equipment redundancy, it is assumed the plant
operating 360 days per year. It was determined early on ferric
sulphate addition is not required considering the high natural
content of iron minerals in the Phoenix deposit. The expected
performance of the ISR plant includes measured losses incurred
during the iron/radium removal and the high uranium precipitation
efficiency. As such, the expected overall plant uranium recovery
rate is set at 98.5%.
Table
13-22. Phoenix PDC
Values
|
Parameter
|
Units
|
Value
|
|
Uranium
Production
|
U3O8 Mlbs/y
|
6
|
|
No. Plant Operating
Days
|
Days/y
|
360
|
|
Wellfield Pregnant
Solution Head Grade
|
g U3O8/L
|
10
|
|
Wellfield Barren Strip
Solution Sulfuric Acid Concentration
|
g/L
|
15
|
|
Wellfield Barren Strip
Solution Nominal Feed Rate
|
m3/h
|
27.1
|
|
Wellfield Barren Strip
Solution Design Feed Rate
|
m3/h
|
45.9
|
|
Wellfield Pregnant
Solution Sulfuric Acid Concentration
|
g/L
|
5
|
|
Wellfield Barren Strip
Solution Hydrogen Peroxide Concentration
|
g/L
|
0.5
|
|
Wellfield Barren Strip
Solution Ferric Sulphate Concentration
|
g/L
|
Not
Required
|
|
Overall ISR Plant
Uranium Recovery
|
%
|
98.5
|
Source: W & C –
Process Calculations and Equipment Sizing Wheeler River Uranium ISR
Project Revision G dated August 30, 2018
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
135
13.2
Gryphon Deposit Metallurgical Testing
This section summarizes
the metallurgical test work that was completed on the Gryphon
deposit, including the laboratory testing methods, results, and
analysis. The test work program has considered the current
operating conditions used at the McClean Lake mill, with the goal
of utilizing similar operating conditions where
possible.
In 2017, Denison undertook
a metallurgical test work program at the Saskatchewan Research
Council (SRC). The program was directly managed by Denison. Denison
also completed a parallel test program at the Orano Service
d’Études de Procédés et Analyses (SEPA) labs
at L’Etablissement de Bessines located at 2, route de
Lavaugrasse, CS30071, 87250 Bessines-sur-Gartempe, France. The
analysis laboratory is ISO 17025 certified and its operation
approved by the ministry. The objectives of the test work programs
were to further develop the optimum processing conditions for each
deposit and collect additional data to support engineering
design.
SRC’s Geoanalytical
Laboratories (located at 125-15 Innovation Boulevard, Saskatoon,
Saskatchewan, Canada) are recognized as Accredited Testing
Laboratories by the Standards Council of Canada (SCC) under ISO
17025:2005. SRC is certified under ISO 9001:2008 for Quality
Management Systems (QMS).
Hatch reviewed test work
completed to date in support of Gryphon processing for the project.
Hatch did not directly manage or supervise sample selection and
collection, or the metallurgical test work program.
|
|
13.2.1
|
Sample Selection
|
Denison completed a
statistical analysis of the Gryphon deposit based on available
information prior to 2017. Based on this data, Denison established
an initial variability assessment of key elemental grade ranges
within the deposit, as presented in Table 13-23. Sample selection
and compositing for the project was completed by Denison and
summarized in a project report entitled “Gryphon Deposit
Metallurgical Sample Selection”, dated July
2017.
Table
13-23. Gryphon Deposit Grade
Variability
|
|
Min
|
Avg.
|
Max
|
90% Conf. Level
|
|
U3O8 (%)
|
0.200
|
2.37
|
42.5
|
2.9
|
|
Arsenic
(%)
|
Trace
|
0.002
|
0.2
|
0.003
|
|
Molybdenum
(%)
|
Trace
|
0.052
|
2
|
0.135
|
|
Al2O3 (%)
|
2.32
|
23.92
|
40
|
34.2
|
|
Fe2O3 (%)
|
0.09
|
1.09
|
19.3
|
2.11
|
|
MgO (%)
|
0.14
|
4.82
|
16.7
|
7.7
|
|
CaO (%)
|
0.03
|
0.36
|
11.5
|
0.38
|
|
Cadmium
(%)
|
Trace
|
Trace
|
0.001
|
Trace
|
|
Selenium
(%)
|
Trace
|
0.001
|
0.073
|
0.003
|
|
Source: Denison -
"Gryphon Deposit Metallurgical Sample Selection
Methodology"
|
|
|||
Gryphon ore material is
expected to be very low in arsenic and low in molybdenum, which are
common impurity elements in uranium processing. Additionally, the
main gangue associated with the mineralization is clay, which is
important to assess as part of the metallurgical test program as it
can influence acid consumption and uranium recovery as well as
settling rheological performance.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
136
Based on the target sample
grades, Denison selected samples for each of the Gryphon composites
from assay “reject” pulp samples that were previously
crushed to – 6 mesh.
The samples were sent to
SRC in Saskatoon. Denison provided guidance to SRC on the procedure
for the compositing, blending, and assaying. Three Gryphon
composites were prepared as summarized in Table 13-24. QEMSCAN
mineralogy analysis was completed on each of the composites as
summarized in Table 13-25.
The samples tested are
considered to be reasonably representative of the commercial
product for a PFS based on the deposit variability data provided by
Denison. Additional variability testing on the extremes the deposit
and by lithological groups is recommended to be completed during
the feasibility study.
Table
13-24. SRC – Gryphon
Composite Sample Assay Results
|
Sample
|
Low Grade
|
Medium Grade
|
High Grade
|
|
|
U3O8
|
%
|
1.58
|
3.14
|
6.43
|
|
Al2O3
|
23.30
|
23.50
|
24.30
|
|
|
Fe2O3
|
1.11
|
1.25
|
1.16
|
|
|
CaO
|
0.43
|
0.32
|
0.69
|
|
|
MgO
|
3.39
|
3.50
|
3.60
|
|
|
K2O
|
3.00
|
2.64
|
3.02
|
|
|
TiO2
|
0.82
|
0.68
|
0.77
|
|
|
Mo
|
ppm
|
778
|
1,010
|
1,115
|
|
As
|
29
|
39
|
57
|
|
|
Ni
|
81
|
94
|
112
|
|
|
Pb
|
1,280
|
2,730
|
5,495
|
|
|
Co
|
41
|
43
|
51
|
|
|
Cu
|
414
|
312
|
455
|
|
|
V
|
1,060
|
1,080
|
1,125
|
|
|
Zn
|
12
|
5
|
16
|
|
|
Source: Denison -
"Denison Uranium Ore Metallurgical Testing Part Two: Gryphon Acid
Leaching and Settling"
|
||||
Table
13-25. SRC – Gryphon
Mineralogy
|
Mineral
|
Ideal Formula
|
Gryphon
Low Grade
|
Gryphon
Medium Grade
|
Gryphon
High Grade
|
|
|
Pyrite
|
FeS2
|
0.31
|
0.67
|
0.33
|
|
|
Pyrrhotite
|
Fe1-xS (x = 0 to
0.17)
|
0.00
|
0.00
|
0.00
|
|
|
Galena
|
PbS
|
0.25
|
0.41
|
0.51
|
|
|
Sphalerite
|
(Zn,Fe)S
|
0.00
|
0.00
|
0.00
|
|
|
Chalcopyrite
|
CuFeS2
|
0.16
|
0.14
|
0.12
|
|
|
Quartz
|
SiO2
|
20.03
|
20.59
|
16.16
|
|
|
Feldspar
|
KAlSi3O8
|
0.35
|
0.41
|
0.65
|
|
|
Muscovite/Illite
|
KAl2(Si3Al)O10(OH; F)2
|
44.01
|
35.59
|
37.55
|
|
|
Chlorite
|
(Fe,Mg)2(Al; Fe3+)3Si3AlO10(OH)8
|
16.73
|
20.57
|
20.40
|
|
|
Titanite
|
CaTiSiO5
|
0.00
|
0.00
|
0.00
|
|
|
Zircon
|
ZrSiO4
|
0.06
|
0.05
|
0.07
|
|
|
'Kaolinite'
(clay)
|
Al2Si2O5(OH)4
|
12.85
|
15.91
|
14.16
|
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report
| 137
|
Mineral
|
Ideal Formula
|
Gryphon
Low Grade
|
Gryphon
Medium Grade
|
Gryphon
High Grade
|
|
|
Calcite
|
CaCO3
|
0.17
|
0.07
|
0.38
|
|
|
Apatite
|
Ca5(PO4)3(F,Cl,OH)
|
0.01
|
0.01
|
0.04
|
|
|
Rutile/Anatase
|
TiO2
|
2.06
|
1.54
|
1.51
|
|
|
Fe-oxy-hydroxides
|
FeO(OH)·nH2O
|
0.65
|
0.92
|
0.96
|
|
|
Corundum
|
Cr2O3
|
0.00
|
0.02
|
0.10
|
|
|
APS
Minerals
|
CaAl3(PO4)(PO3OH)(OH)6
|
0.10
|
0.13
|
0.13
|
|
|
Uraninite
|
UO2
|
2.25
|
2.97
|
6.94
|
|
|
Gersdorffite
|
NiAsS
|
0.00
|
0.00
|
0.00
|
|
|
Nickeline
|
NiAs
|
0.00
|
0.00
|
0.00
|
|
|
Source: SRC - Report
13706-SC17 "Phoenix and Gryphon Uranium Ore Metallurgical Testing
Part Three: QEMSCAN Mineralogy Analysis"
|
|||||
|
|
13.2.2
|
Metallurgical Testing
|
Denison has completed a
number of metallurgical tests on the Gryphon deposit (Table 13-26).
Test work has primarily been completed at the SRC lab in Saskatoon,
Saskatchewan, with additional test work completed by SEPA in
France.
In the most recent test
work, the low-grade Gryphon sample was considered the primary
sample as it most closely aligned with the life of mine average
operating feed composition. All composite test results were
considered as part of the metallurgical review, with the
variability noted providing guidance on “design”
maximum reagent requirements that could occur during the life of
the project.
Table
13-26. Gryphon Metallurgical Test
Work Summary
|
Test Type
|
Program
|
Tests
|
Key Variables
|
|
Comminution
|
SRC 2017
|
1
|
Bond Work
Index
|
|
Leaching
|
SRC 2014
|
5
|
Initial scoping tests -
oxidant, free acid, grind size, residence time
|
|
SRC 2017
|
36
|
Composite variability
tests - grind size, free acid, residence time on 3
composites
|
|
|
SEPA
2017
|
6
|
Confirmatory leach
testing and hydrogen evaluation. Two leach tests per
composite with a focus on hydrogen evolution
|
|
|
Settling
|
SRC 2017
|
36
|
Settling rate on each
leach product slurry
|
|
Filtration
|
SRC 2018
|
1
|
Single scoping test to
evaluate filtration (in lieu of CCD) using a simulated comingled
slurry
|
|
SX
|
SRC 2017
|
3
|
Continuous SX test on
sample of solution from each composite
|
|
SEPA
2017
|
5
|
Continuous SX test on
sample of solution from 5 leaching tests
|
|
|
Neutralization
|
SRC 2017
|
3
|
Simulated
neutralization test for each composite using leach discharge solids
and raffinate form SX tests
|
Grinding
A single grinding test was
completed at SRC on Gryphon material. During the test program, an
additional sample (beyond those identified in the sample selection
section) was selected by Denison and sent to SRC specifically to
support the grinding test work. This was done as a coarser sample
was needed for the SAG test work.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
138
A SAG Design
(WSTD)
work index of 4.41 kWh/t and a standard Bond ball mill work index
of 14.82 kWh/t were noted. Gryphon material can be described
as soft from a SAG design standpoint, and moderate from a ball mill
standpoint. This test is considered as indicative, however
additional test work will be required to further establish the
representativeness of the overall deposit material
hardness.
Leaching
The original Gryphon
leaching tests completed in 2014 arrived at optimal leaching
conditions with a grind size of 300µm, 12 hours residence
time, a target final free acid of 25 g/L, hydrogen peroxide added
as an oxidant, and 1 g/L of ferric sulphate added to promote
oxidation. These conditions resulted in a leaching recovery of
99.2% at 12 hours.
A leaching variability
test program was completed at SRC in 2017, further investigating
the key parameters of grind size P100 of (212 µm,
300 µm, and 425 µm), acid addition (varying residual free
acid), and residence time (sub samples ranging from 0 to 12 hours).
Testing was completed on all three Gryphon composites to assess
metallurgical variability throughout the deposit.
All leaching tests
utilized common operating conditions of 50% solids, atmospheric
pressure, 50°C, and the use of 30%w/w hydrogen peroxide as the
oxidant to maintain >450mV Oxidation Reduction Potential (ORP).
In general, all Gryphon samples responded quickly to acid leaching,
with over 85% recovery seen in under 4 hours of leaching in all
high and medium grade tests (Figure 13-5). Finer grind sizes
generally allowed for higher recovery at shorter leaching residence
times.

(Source: Hatch)
Figure
13-5. SRC – 2017 Gryphon
Leaching Results – Uranium Recovery vs
Time
Given the intent to
utilize the existing McClean Lake mill, focus was placed on
operating conditions that result in high recovery at an 8-hour
residence time, and preferably with lower terminal acid additions
to optimize operating costs. The low-grade Gryphon sample achieved
a recovery of 99.0% with 8 hours residence time, fine grind
(P100 of
212µm), and low terminal free acid.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
139
In 2017, the SEPA lab in
France completed additional leaching tests on Gryphon materials.
SEPA was sent an independent set of core samples from site, which
were composited, blended, and assayed. The intent of these tests
was to further validate the SRC results and provide guidance on
hydrogen evolution. Some ores in the Athabasca Basin have been
known to release hydrogen during acid leaching, which presents a
safety risk during processing. The McClean Lake mill secondary
leach circuit was retrofitted, prior to processing Cigar Lake ores,
with a number of novel safety layers of protection installed to
mitigate the risk of hydrogen evolution during leaching. The
initial leaching tests were not successful as ferric sulphate was
not utilized to assist with oxidation. A single Gryphon low-grade
test was repeated with ferric addition, and similar results to SRC
were noted.
Hydrogen evolution testing
demonstrated that Gryphon material evolve a small amount of
hydrogen during acid leaching, with the high-grade material having
the highest evolution rate (Figure 13-6). While the hydrogen
evolution rate for Gryphon is quite low, it is recommended that the
leaching circuit utilized for Gryphon employ hydrogen evolution
design considerations.
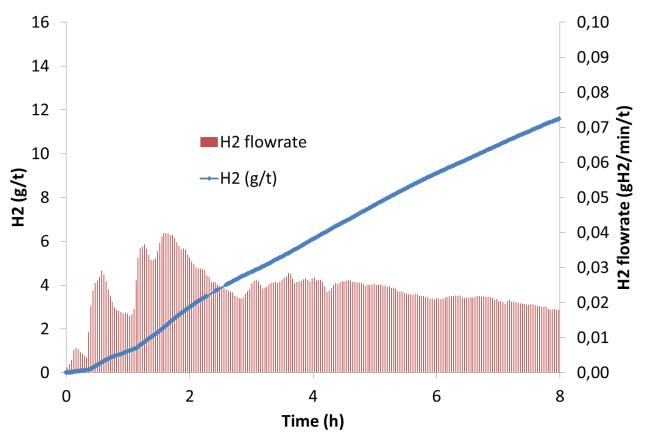
Source: SEPA –
“Denison Mines – Phoenix and Gryphon Study: Leaching,
Hydrogen Evolution, and Solvent Extraction”
dated June 20, 2018
dated June 20, 2018
Figure
13-6. SEPA – Leaching Test
Work – Gryphon Low-Grade Hydrogen
Evolution
Settling
and Filtration
As part of the variability
test work at SRC, the discharge slurry from each leaching test was
subjected to settling test work. Preliminary flocculant screening
was also completed. Low-grade Gryphon samples achieved terminal
densities of between 40 and 44% solids.
Due to the expected high
tonnage of Gryphon processing, a single pressure filtration test
was completed to validate filtration as an alternative to the
expansion of the counter current decantation (CCD) circuit. The
test was completed on the slurry generated from a simulated
comingled sample (the majority of the material was Gryphon, with
Phoenix material used to simulate Cigar Lake ore).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
140
Test work indicated
that a filtration rate of 24 kg/m2/h is achievable on
the simulated comingled sample, and that washing of the filter cake
is promising for aqueous uranium recovery, with the same uranium
loss as CCD being achieved with minimal washing.
As only a single
scoping filtration test was completed, additional filtration test
work will be required in the next phase of work to validate the
results.
Continuous bench solvent
extraction (SX) tests were completed on each composite to determine
their performance though the SX process. The lab setup consisted of
4 stage extraction, 4 stage stripping, and 2 stage wash. Arsenic
scrubbing was not tested due to the low amount of arsenic in the
Gryphon sample. An organic solution of 6% Armeen 380, 3%
Isodecanol, and 91% Diluent (CALUMET 400-500) was utilized. An
Organic to Aqueous (O:A) ratio of 1:1 was utilized. The strip
solution was 150 g/L ammonium sulphate solution, and the wash step
utilized 10g/L sulphuric acid.
Each test was run for a
minimum of 10 hours. Results indicated a high transfer of uranium
through SX (>99.99%) and high rejection rate of all other
impurities except for molybdenum, which typically is expected to
transfer through uranium SX. No issues with the application of SX
to Gryphon solution streams were observed.
Precipitation and
Recovery
The pregnant strip
solution from the SX tests were further subjected to yellowcake
precipitation tests. The pregnant strip solution was adjusted to a
pH of 7.0-7.5 with ammonium hydroxide. The yellowcake was then
filtered, washed with di-ionized water, and calcined for two hours.
Results are presented in Table 13-27.
It should be noted that a
molybdenum removal unit operation was not tested on the Gryphon
pregnant strip solution. As a result, a higher than expected amount
of molybdenum reported to the calcined yellowcake. Molybdenum
removal circuits are common in the uranium industry, and a circuit
currently exists at the McClean Lake mill. Molybdenum’s
presence in the calcined yellowcake product is not considered to be
a material risk. Other than for molybdenum, the calcined yellowcake
produced from the Gryphon test work was high purity, with no other
elements over the penalty limits specified under ASTM
C967-13.
Table
13-27. Gryphon Calcined
Yellowcake Assay vs Commercial Limits
|
Specifications
|
ASTM C967-13
(Mass%, Uranium Basis) |
Denison Mines U3O8
Sample
(Mass%, Uranium Basis) |
||||
|
Component
|
Limit without Penalty
|
Limit without Rejection
|
Gryphon Low Grade
|
Gryphon Medium Grade
|
Gryphon High Grade
|
|
|
Uranium
(U)
|
N/A
|
65% min.
|
87.0%
|
86.6%
|
79.6%
|
|
|
Calcium
(Ca)
|
0.05%
|
1%
|
<0.01%
|
<0.01%
|
<0.01%
|
|
|
Chromium
(Cr)
|
N/A
|
N/A
|
0.01%
|
0.02%
|
0.02%
|
|
|
Iron
(Fe)
|
0.15%
|
1%
|
<0.008%
|
<0.008%
|
<0.009%
|
|
|
Lead
(Pb)
|
N/A
|
N/A
|
0.002%
|
0.001%
|
0.000%
|
|
|
Magnesium
(Mg)
|
0.02%
|
0.50%
|
<0.007%
|
<0.007%
|
<0.008%
|
|
|
Molybdenum
(Mo)
|
0.10%
|
0.30%
|
0.56%
|
0.64%
|
0.20%
|
|
|
Phosphorus
(PO4)
|
0.10%
|
0.70%
|
<0.02%
|
<0.02%
|
<0.02%
|
|
|
Potassium
(K)
|
0.20%
|
3%
|
0.02%
|
0.03%
|
0.02%
|
|
|
Silver
(Ag)
|
N/A
|
N/A
|
0.007%
|
0.01%
|
0.007%
|
|
|
Sodium
(Na)
|
1%
|
7.50%
|
<0.009%
|
<0.009%
|
<0.009%
|
|
|
Thorium
(Th)
|
0.10%
|
2.50%
|
<0.0002%
|
<0.0002%
|
<0.0003%
|
|
|
Titanium
(Ti)
|
0.01%
|
0.05%
|
<0.007%
|
<0.007%
|
<0.008%
|
|
|
Vanadium
(V)
|
0.06%
|
0.30%
|
0.001%
|
0.001%
|
0.001%
|
|
|
Zirconium
(Zr)
|
0.01%
|
0.10%
|
0.02%
|
0.01%
|
0.002%
|
|
|
Source: SRC - "Denison
Uranium Ore Metallurgical Testing Part Four: Uranium Solvent
Extraction and Tailings Neutralization"
|
||||||
|
|
|
|
|
|
|
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
141
Tailings
Neutralization
A neutralization test was
completed at SRC for each Gryphon composite. The neutralization
tests were designed to simulate the neutralization circuit
currently used at the McClean Lake mill. The test
included:
|
|
●
|
Acidification of the slurry to pH 1.5;
|
|
|
●
|
Addition of ferric sulphate for arsenic and
molybdenum precipitation;
|
|
|
●
|
Lime addition to pH 4;
|
|
|
●
|
Addition of BaCl2 and lime to pH 7.8;
and
|
|
|
●
|
Solid liquid separation of the neutralized
product.
|
The results achieved are
presented in Table 13-28. During test work, insufficient barium
chloride was added for radium removal. As a result, the
Ra226
levels exceed the regulatory limits in the test, however this is
not considered to be a material risk as the regulatory limit should
be achievable with the correct reagent addition
dosage.
Table
13-28. SRC – Results of
Neutralized Gryphon Filtrate Samples with CNSC and SK
Limits
|
Element
(mg/L) |
CNSC*
|
SK**
|
Gryphon Low
|
Gryphon Medium
|
Gryphon High
|
|
Ag
|
|
|
<0.00005
|
<0.00005
|
<0.00005
|
|
Al
|
|
|
0.15
|
0.23
|
0.45
|
|
As
(µg/L)
|
500
|
500
|
17
|
27
|
17
|
|
B
|
|
|
7.2
|
4.8
|
5
|
|
Ba
|
|
|
0.038
|
0.038
|
0.039
|
|
Be
|
|
|
<0.0001
|
<0.0001
|
<0.0001
|
|
Ca
|
|
|
555
|
551
|
546
|
|
Cd
|
|
|
0.00017
|
0.00022
|
0.00025
|
|
Co
|
|
|
0.011
|
0.012
|
0.01
|
|
Cr
|
|
|
<0.0005
|
<0.0005
|
<0.0005
|
|
Cu
|
0.3
|
0.3
|
0.0082
|
0.0089
|
0.0032
|
|
Fe
|
|
|
0.015
|
0.012
|
0.014
|
|
K
|
|
|
50
|
49
|
46
|
|
Mg
|
|
|
137
|
145
|
123
|
|
Mn
|
|
|
0.52
|
0.64
|
0.6
|
|
Mo
|
|
|
0.164
|
0.211
|
0.076
|
|
Na
|
|
|
32
|
36
|
86
|
|
Ni
|
0.5
|
0.5
|
0.014
|
0.018
|
0.016
|
|
Pb
|
0.2
|
0.2
|
0.0088
|
0.011
|
0.029
|
|
Sb
|
|
|
0.001
|
0.001
|
0.0014
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
142
|
Element
(mg/L) |
CNSC*
|
SK**
|
Gryphon Low
|
Gryphon Medium
|
Gryphon High
|
|
Se
|
|
0.6
|
0.019
|
0.024
|
0.011
|
|
Sn
|
|
|
<0.0001
|
<0.0001
|
<0.0001
|
|
SO42-
|
|
|
1,950
|
2,010
|
2,030
|
|
Sr
|
|
|
2.36
|
2.12
|
1.84
|
|
Ti
|
|
|
0.0012
|
0.0016
|
0.0017
|
|
Tl
|
|
|
0.0037
|
0.005
|
0.0052
|
|
U
(µg/L)
|
|
500
|
15
|
20
|
22
|
|
V
|
|
0.5
|
0.0029
|
0.0018
|
0.0017
|
|
Zn
|
0.5
|
0.5
|
0.0008
|
0.0012
|
0.001
|
|
TSS
|
25
|
25
|
|
|
|
|
Ra228
(Bq/L)
|
|
|
<1
|
<0.9
|
<1
|
|
Ra226
(Bq/L)
|
0.37
|
0.37
|
14
|
12
|
19
|
|
Th230
(Bq/L)
|
|
3.7
|
|
|
|
|
Pb210
(Bq/L)
|
|
1.85
|
|
|
|
|
Min pH
|
6
|
|
6.11
|
6.42
|
7.5
|
|
Source: SRC - "Denison
Uranium Ore Metallurgical Testing Part Four: Uranium Solvent
Extraction and Tailings Neutralization"
|
|||||
|
*CNSC Effluent
Discharge Limits for Cluff Lake, Key Lake and Rabbit Lake - Maximum
Monthly Substance Unit Arithmetic Mean Concentration
|
|||||
|
**Saskatchewan Waste
Water Quality Limits for Key Lake - Maximum Monthly Substance Unit
Arithmetic Mean Concentration
|
|||||
|
|
13.2.3
|
Process Design Criteria
|
Based on the results of
the metallurgical test program, key process design criteria (PDC)
were established for the processing of Gryphon material. These are
presented in Table 13-29. PDC developed from test work is primarily
associated with leaching circuit operating conditions. Test work
data was consulted in the development of PDC values for solid
liquid separation and downstream uranium recovery circuits.
However, due to the limited test work data, some assumptions and
extrapolation have been used in generating the overall PDC for
these circuits. These assumptions have been identified in the PFS
report process design criteria. In general, Gryphon material
respond well to conventional acid leaching with reasonable
recoveries. Metallurgical test work conducted on Gryphon thus far
has not identified any major risks, and the operating conditions
align well to those currently employed at the McClean Lake
mill.
It is important to note
that the PDC and test work in this section refer to the standalone
performance of Gryphon material. This study currently envisions
co-milling of Cigar Lake and Gryphon feed in the McClean Lake mill.
As a result, metallurgical results may vary during comingled
processing and it is recommended that test work be completed on
comingled Wheeler River and Cigar Lake material during the next
phase of the project. Moreover, the PDC values utilized to support
mill sizing (particularly reagent addition) consider the aggregate
requirements of processing Wheeler River and Cigar Lake material
comingled.
Table
13-29. Gryphon PDC
Values
|
Parameter
|
Units
|
Value
|
|
Target Grind Size
(P80)
|
µm
|
150
|
|
Leaching Residence
Time
|
h
|
8
|
|
Leaching
Temperature
|
°C
|
50
|
|
Leaching
Pressure
|
kPa(g)
|
0
|
|
Leaching Acid Addition
(98% H2SO4)
|
kg/t
|
60
|
|
Design Acid Addition
(98% H2SO4)
|
kg/t
|
100
|
|
Hydrogen Peroxide
Addition (22.5% H2O2)
|
kg/t
|
27
|
|
Ferric Sulphate
Addition (45% Fe2(SO4)3)
|
kg/t
|
25
|
|
Hydrogen
Protection
|
Yes/No
|
Yes
|
|
Leaching Uranium
Recovery (Gryphon ore)
|
%
|
99.0
|
|
Overall Mill Uranium
Recovery (Comingled with Cigar Lake)
|
%
|
98.4
|
|
Note: Design acid
addition is utilized for acid plant sizing
Source: Hatch –
Wheeler Rivver – Processing Pre-feasibility, September 4,
2018
|
|
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
143-144
14
Mineral Resource
Estimates
RPA has estimated mineral
resources for the Phoenix and Gryphon deposits based on results of
several surface diamond drilling campaigns from 2008 to 2017. The
Phoenix deposit consists of Zone A and Zone B at the Athabasca
unconformity, and Zone A basement mineralization which is
immediately below the north part of Zone A. The Gryphon deposit
consists of several stacked lenses in the basement and is located
approximately three kilometers northwest of the Phoenix
deposit.
Table 14-1 summarizes the
mineral resource estimate, of which Denison’s share is 63.3%.
The effective date of the mineral resource estimate is January 30,
2018. The mineral resource estimate for Phoenix was reported in a
previous NI 43-101 technical report (RPA, 2014) dated June 17, 2014
with an effective date of May 28, 2014, and there has been no
change to the Phoenix mineral resource estimate since that time.
Details of the estimation methodology follow below.
Table
14-1. RPA Mineral Resource
Estimate – Wheeler River Project – January 30,
2018
|
Deposit
|
Category
|
Tonnes
|
Grade
(% U3O8) |
Million lbs U3O8
(100% Basis) |
Million lbs U3O8
(Denison 63.3%) |
|
|
Gryphon
|
Indicated
|
1,643,000
|
1.7
|
61.9
|
39.2
|
|
|
Phoenix
|
Indicated
|
166,000
|
19.1
|
70.2
|
44.4
|
|
|
Total Indicated
|
1,809,000
|
3.3
|
132.1
|
83.6
|
|
|
|
Gryphon
|
Inferred
|
73,000
|
1.2
|
1.9
|
1.2
|
|
|
Phoenix
|
Inferred
|
9,000
|
5.8
|
1.1
|
0.7
|
|
|
Total Inferred
|
82,000
|
1.7
|
3.0
|
1.9
|
|
|
|
Notes:
|
||||||
|
1. CIM definitions
(2014) were followed for classification of mineral
resources.
|
||||||
|
2. Mineral resources
for the Gryphon deposit are estimated at an incremental cut-off
grade of 0.2% U3O8 using a long-term
uranium price of USD$50/lb and a USD$/CAD$ exchange rate of
0.75. The cut-off grade is based on incremental
operating costs for low-grade material.
|
||||||
|
3. Mineral resources
for the Phoenix deposit are reported above a cut-off grade of 0.8%
U3O8. Mineral
resources for the Phoenix deposit were last estimated in 2014 to
reflect the expansion of the high-grade zone. As no new
drilling has been completed at Phoenix since that time, the mineral
resource estimates for the Phoenix deposit remain
current.
|
||||||
|
4. High-grade
mineralization was capped at 30% U3O8 and restricted at
20% U3O8 for the A1HG and
capped at 20% U3O8 for the D1HG with no
search restrictions.
|
||||||
|
5. Low-grade
mineralization was capped at 20% U3O8 for the C1 domain
with search restrictions applied to U3O8 grades greater than
or equal to 10.0% U3O8.
|
||||||
|
6. Low-grade
mineralization was capped at 15% U3O8 for the B1, B2, E1,
and E2 domains with search restrictions applied to U3O8 grades greater than
or equal to 10.0% U3O8 for the B1 domain
and 5.0% U3O8 for the E2
domain.
|
||||||
|
7. Low-grade
mineralization was capped at 10% U3O8 for the A1-A4,
B3-B7, C4-C5, and D2-D4 domains with no search
restrictions.
|
||||||
|
8. Low-grade
mineralization was capped at 5% U3O8 for the D1 domain
with no search restrictions.
|
||||||
|
9. Bulk density is
derived from grade using a formula based on 196 measurements from
Phoenix and 279 measurements from Gryphon.
|
||||||
|
10. A minimum mining
width of 2 m was used.
|
||||||
|
11. Numbers may not add
due to rounding.
|
||||||
|
12. Mineral resources
are inclusive of mineral reserves.
|
||||||
|
13. Mineral resources
that are not mineral reserves do not have demonstrated economic
viability.
|
||||||
RPA is not aware of any
environmental, permitting, legal, title, taxation, socio-economic,
marketing, political, or other relevant factors that could
materially affect the mineral resource estimate.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
145
14.1
Drill Hole Database
The property drill hole
database includes drilling results from 1985 to 2017, which
comprise 641 diamond drill holes totalling 328,357 m, of which 243
drill holes totalling 113,676 m have delineated the Phoenix deposit
and 214 drill holes totalling 120,351 m have delineated the Gryphon
deposit. Zone A at Phoenix is the northeastern lens and strikes
N52°E and Zone B consists of two subzones, B1 and B2, which
form the southwestern part of the Phoenix deposit. Zone A basement
mineralization is within a narrow fracture zone that extends below
the northern end of Zone A. The Gryphon deposit is a series of
stacked basement mineralized lenses striking N20°E, referred
to as the A (100 Series), B (200 Series), C (300 Series), D (400
Series), and E (500 Series) lenses.
Upon completion of the
initial data processing, the borehole data as well as radiometric
logging information was uploaded into VULCAN software. Table 14-2
lists details of the VULCAN database used for the resource
estimate. Section 12 describes the verification steps made by RPA.
In summary, no discrepancies were identified, and RPA is of the
opinion that the drill hole database is valid and suitable to
estimate mineral resources for the Phoenix and Gryphon
deposits.
Table
14-2. Vulcan Database
Records
|
Table Name
|
Number of Records
|
|
|
Gryphon
|
Phoenix
|
|
|
Collar
|
214
|
243
|
|
Survey
|
3,857
|
2,587
|
|
Stratigraphy
|
4,461
|
2,107
|
|
Assay
Values
|
5,591
|
2,058
|
|
Radiometric Values (%
eU3O8)
|
144,020
|
166,492
|
|
Block Model 1m
Composites in Wireframes
|
1,975
|
703
|
|
A Deposit UC -
Composites
|
|
471
|
|
B Deposit UC -
Composites
|
|
92
|
|
A Deposit Basement -
Composites
|
|
140
|
Drill holes at Phoenix
were completed on northwest-southeast oriented sections spaced at
approximately 25 m intervals along strike with a drill hole spacing
of approximately 10 m along the sections. Earlier holes were
drilled at steep angles to the northwest and later holes were
collared vertically. Figure 14-1 shows Zones A and B with locations
of drill holes. Figure 14-2 shows the location of the Zone A
basement mineralization.
For Gryphon, drill holes
were completed on northwest-southeast oriented sections spaced at
approximately 50 m intervals along strike with a drill hole spacing
of approximately 50 m along the sections. Figure 14-3 shows the
locations of drill holes at Gryphon.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
146
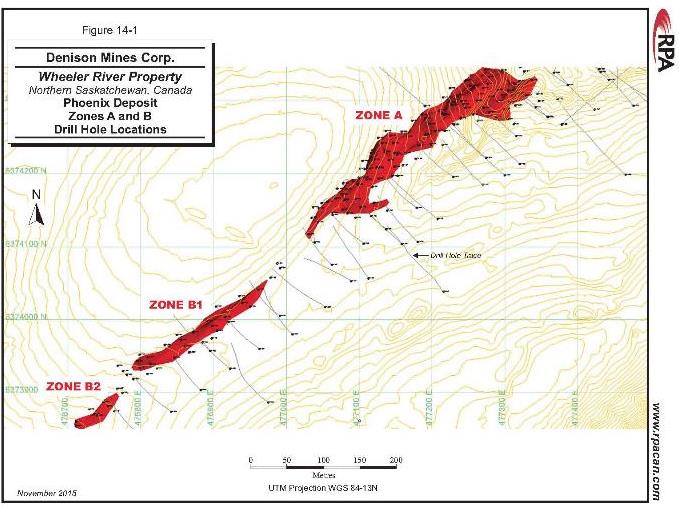
Figure
14-1. Phoenix Deposit Zones A and
B Drill Hole Locations
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
147
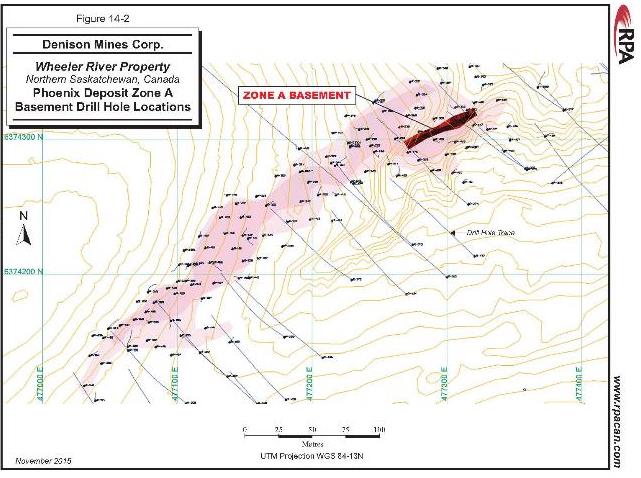
Figure
14-2. Phoenix Deposit Zone A
Basement Drill Hole Locations
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
148

Figure
14-3. Gryphon Deposit Drill Hole
Locations
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
149
14.2
Geologic Interpretation and 3D Solids
|
|
14.2.1
|
Phoenix Deposit
|
Denison has interpreted
the geology, structure, and mineralized zones at Phoenix using data
from 196 diamond drill holes that penetrate the basal unconformity
of the Athabasca sandstone. Uranium mineralization occurs at the
unconformity surface and in the adjacent sandstone above and in the
adjacent graphitic pelitic gneiss basement rocks below the
unconformity. Zones A and B both strike approximately N52°E
and are essentially horizontal.
A regional fault, the WS
Fault, is spatially associated with mineralization in the Phoenix
deposit. The WS Fault trends north-easterly, parallel to the
mineralization, and dips moderately to the southeast. It appears to
be a steep angle reverse fault, displacing the unconformity in the
order of 5 m or more upward on the southeast side. Uranium
mineralization extends outward to the southeast from the WS Fault,
suggesting that the primary controls on the Phoenix deposit are the
intersection of the WS Fault with the unconformity and graphitic
pelitic gneiss in the basement. Some uranium mineralization occurs
on the northwest side of the WS Fault along the unconformity which
is at lower elevation, however, it is limited in extent to the
northwest. Other faults are present in the Phoenix deposit
sub-parallel to the WS Fault but with lesser vertical
displacements. Some cross faults with easterly or southeasterly
trends are interpreted, with displacements in the order of 5 m or
more.
The Zone A basement
mineralization is restricted to a narrow (<3 m) fracture zone
extending approximately 20 m below the northern end of Zone A. The
fracture zone runs parallel to the strike of Zone A at
approximately N52°E and dips at -65° to the southeast.
The axis of the fracture is centred along drill holes WR-503,
WR-403, and WR-506 and is interpreted as splay faulting associated
with the WS Fault described previously.
Denison developed
three-dimensional (3D) wireframe models, which were reviewed and
accepted by RPA for the Phoenix deposit Zones A and B. The models
represent grade envelopes using the geological interpretation
described above as guidance. The wireframes consisted of a lower
grade (LG) domain and a higher grade (HG) domain. For the LG
wireframe, a threshold grade of 0.05% U3O8 was used as a guide.
For Zone A, the threshold grade for inclusion in the HG domain was
approximately 20% U3O8, although lower
grades were incorporated in places to maintain continuity and to
maintain a minimum thickness of 2 m. For Zone B, the minimum
threshold for the HG domain was approximately 10% U3O8 over a minimum
thickness of 2 m. Figures 14-4 to 14-6 are cross-sections of
Zone A showing drill holes with 1-meter composite grades and the
outlines of the HG and LG domains. Figure 14-7 shows the same for
Zone B. Figure 14-8 is a longitudinal view of the Zone A basement
domain.
The wireframe model
developed for Zone A is approximately 380 m long, 36 m wide, and
ranges in thickness from 2 m to 17 m with an average thickness of 5
m. The Zone B wireframe model measures approximately 290 m long,
averages 19 m wide, and is approximately 3 m thick. The wireframes
were used to assign domain codes to the blocks in the block model
and for generating and coding composited assays.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
150

Figure
14-4. Phoenix Deposit Zone A
Typical Cross-section Including WR-435 with HG and LG
Domains
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
151

Figure
14-5. Phoenix Deposit Zone A
Typical Cross-section Including WR-525 with HG and LG
Domains
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
152

Figure
14-6. Phoenix Deposit Zone A
Typical Cross-section Including WR-401 with HG and LG
Domains
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
153

Figure
14-7. Phoenix Deposit Zone B
Typical Cross-section Including WR-294 with HG and LG
Domains
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
154

Figure
14-8. Phoenix Deposit Zone A
Basement Longitudinal Section
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
155
|
|
14.2.2
|
Gryphon Deposit
|
Wireframe models of
mineralized zones were used to constrain the block model grade
interpolation process, based on a total of 210 holes. Previously,
Gryphon wireframes were prepared by RPA using 3D polylines on
northeast looking vertical sections spaced approximately 12.5 m
apart. Polylines were “snapped” to assay intervals
along the drill hole traces such that the sectional interpretations
“wobbled” in 3D space. Polylines were joined together
in 3D and the continuity was checked using a longitudinal section
and level plans. Following the initial resource estimate in 2015,
topographical surfaces, solids, and mineralized wireframes
supporting the estimate were updated and remodelled in Gems
software by Denison personnel and then audited for completeness and
accuracy by RPA using Vulcan software. Extension distance for the
mineralized wireframes was half-way to the next hole, or
approximately 25 m vertically and horizontally past the last drill
intercept. In some instances, it was necessary to reduce the
extension distance to 12.5 m.
High-grade (HG) domain
models were created using mineralized drill hole intercepts equal
to or greater than two meters with a minimum grade of 4%
U3O8. Lower grades were
incorporated in places to maintain continuity and a minimum
thickness of two meters. Other domain models were created using a
lower threshold grade of 0.05% U3O8 and a minimum core
length of two meters as a guide. RPA considers the selection of
0.05% U3O8 to be appropriate
for construction of mineralized wireframe outlines, since this
value reflects the lowest cut-off grade that is expected to be
applied for reporting of the mineral resources in an underground
operating scenario and is consistent with other known deposits in
the Athabasca Basin. Sample intervals with assay results less than
the nominated cut-off grade (internal dilution) were included
within the mineralized wireframes if the core length was less than
two meters or allowed for modelling of grade
continuity.
In total, a series of 24
stacked lenses or domains of variable thicknesses that plunge
35° to 60° at 035° to 040° northeast, and dip
25° to 50° to the southeast were constructed, including
four high-grade wireframes constrained within two enveloping
wireframes (Table 14-3 and Figures 14-9
and 14-10).
The stacked lenses form a
zone of mineralization measuring approximately 280 m long (along
plunge) by 113 m wide (across plunge) and remain open both up and
down plunge. Wireframes were assigned to zones as identified by
Denison public disclosures.
The A1 domains together
make up approximately 51% of the contained pounds of U3O8 in the mineral
resource.
RPA conducted audits of
the wireframes to ensure that the wireframes used in preparing the
current resource estimate correspond to the reported
mineralization. Quality control measures and the data verification
procedures repeated in 2017 included the following:
|
|
●
|
Check for overlapping wireframes to determine
possible double counting;
|
|
|
●
|
Check mineralization/wireframe extensions beyond
last holes to see if they are reasonable and consistent;
|
|
|
●
|
Check for reasonable compositing intervals;
|
|
|
●
|
Check that composite intervals start and stop at
wireframe boundaries; and
|
|
|
●
|
Validate the solids for closure and consistent
topology, and check that the triangles intersect properly
(crossing). Any issues found were corrected with the appropriate
Vulcan utility to ensure accurate volume and grade estimates.
|
RPA has accepted the
mineralized wireframe domains prepared by Denison as appropriate
for resource estimation.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
156
Table
14-3. Summary of Gryphon
Wireframe Models
|
Zone
|
Wireframe Name
|
Volume
(m3) |
Tonnage
|
Block Model Code
|
Block Volume (m3)
|
% Δ Volume
|
|
|
|
|||||||
|
A1
|
GRYPHON_MINERALIZATION_GP_A1HG_11_15_CLIP.00t
|
61,186
|
146,845
|
1011
|
60,400
|
-1.28%
|
|
|
GRYPHON_MINERALIZATION_GP_A1_11_15_2017_cut.00t
|
229,550
|
550,921
|
101
|
230,550
|
0.44%
|
|
|
|
A2
|
GRYPHON_MINERALIZATION_GP_A2_11_15_2017.00t
|
189,380
|
454,511
|
102
|
189,080
|
-0.16%
|
|
|
A3
|
GRYPHON_MINERALIZATION_GP_A3_11_15_2017.00t
|
22,130
|
53,112
|
103
|
22,440
|
1.40%
|
|
|
A4
|
GRYPHON_MINERALIZATION_GP_A4_11_15_2017.00t
|
7,690
|
18,456
|
104
|
7,560
|
-1.69%
|
|
|
B1
|
GRYPHON_MINERALIZATION_GP_B1_11_15_2017.00t
|
155,368
|
372,882
|
201
|
155,050
|
-0.20%
|
|
|
B2
|
GRYPHON_MINERALIZATION_GP_B2_11_15_2017.00t
|
88,674
|
212,818
|
202
|
88,860
|
0.21%
|
|
|
B3
|
GRYPHON_MINERALIZATION_GP_B3_11_15_2017.00t
|
31,643
|
75,943
|
203
|
31,270
|
-1.18%
|
|
|
B4
|
GRYPHON_MINERALIZATION_GP_B4_11_15_2017.00t
|
4,700
|
11,281
|
204
|
4,930
|
4.89%
|
|
|
B5
|
GRYPHON_MINERALIZATION_GP_B5_11_15_2017.00t
|
8,566
|
20,557
|
205
|
8,620
|
0.63%
|
|
|
B6
|
GRYPHON_MINERALIZATION_GP_B6_11_15_2017.00t
|
16,468
|
39,523
|
206
|
16,180
|
-1.75%
|
|
|
B7
|
GRYPHON_MINERALIZATION_GP_B7_11_15_2017.00t
|
7,499
|
17,997
|
207
|
7,430
|
-0.92%
|
|
|
C1
|
GP_C1_GRYPHON_2017_RESOURCE_C1C2C3_COMBI.00t
|
55,514
|
133,234
|
301
|
55,520
|
0.01%
|
|
|
C4
|
GRYPHON_MINERALIZATION_GP_C4_11_15_2017.00t
|
15,283
|
36,680
|
304
|
15,540
|
1.68%
|
|
|
C5
|
GRYPHON_MINERALIZATION_GP_C5_11_15_2017.00t
|
11,505
|
27,612
|
305
|
11,610
|
0.91%
|
|
|
D1
|
GRYPHON_MINERALIZATION_GP_D1HG_HW_12_14_17.00t
|
6,813
|
16,350
|
4011
|
6,950
|
2.02%
|
|
|
GRYPHON_MINERALIZATION_GP_D1HG_MD_12_15_17.00t
|
4,284
|
10,282
|
4012
|
4,540
|
5.97%
|
|
|
|
GRYPHON_MINERALIZATION_GP_D1HG_FW_12_14_17.00t
|
5,943
|
14,263
|
4013
|
6,090
|
2.48%
|
|
|
|
GRYPHON_MINERALIZATION_GP_D1LG_12_15_17_cut.00t
|
154,890
|
371,737
|
401
|
154,500
|
-0.25%
|
|
|
|
D2
|
GRYPHON_MINERALIZATION_GP_D2_11_15_2017.00t
|
4,519
|
10,845
|
402
|
4,460
|
-1.30%
|
|
|
D3
|
GRYPHON_MINERALIZATION_GP_D3_11_15_2017.00t
|
7,779
|
18,670
|
403
|
7,490
|
-3.72%
|
|
|
D4
|
GRYPHON_MINERALIZATION_GP_D4_11_15_2017.00t
|
66,983
|
160,760
|
404
|
67,940
|
1.43%
|
|
|
E1
|
GP_E1_GRYPHON_2017_RESOURCE_2018-01-09.00t
|
15,818
|
37,963
|
501
|
15,330
|
-3.09%
|
|
|
E2
|
GP_E2_GRYPHON_2017_RESOURCE_2018-01-09.00t
|
65,517
|
157,240
|
502
|
65,480
|
-0.06%
|
|
|
Total
|
1,237,702
|
2,970,484
|
|
1,237,820
|
0.01%
|
|
|
Notes:
|
|
1.
|
A-Series (A1 through
A4): represent the mineralized zones on the hangingwall (Upper
Zone) of the quartz-pegmatite assemblage along the
G-fault.
|
|
|
2.
|
B-Series (B1 through
B7): represent the mineralized zones within the quartz-pegmatite
assemblage along the G-fault.
|
|
|
3.
|
C-Series (C1, C4,
and C5): represent the mineralized zones along the footwall (Lower
Zone) of the quartz-pegmatite assemblage along the
G-fault.
|
|
|
4.
|
D-Series (D1 through
D4): represent the mineralized zones within the pegmatite-dominated
footwall along a secondary fault zone ("Basal Fault") or within
extensional relay faults which link to the G-fault.
|
|
|
5.
|
E-Series (E1 and
E2): represent the mineralized zones occur along the G-fault,
up-dip and along strike to the northeast of the A and B series
lenses, within the upper basement or at the sub-Athabasca
unconformity.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
157

Figure
14-9. Gryphon Deposit Geologic
Cross-section Schematic of Mineralization
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
158

Figure
14-10. Gryphon Deposit Wireframes
at Drill Index Line 5000 Cross-section (Looking
NE)
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
159
14.3
Bulk Density
Bulk density is used to
convert volume to tonnage and to weight the block grade estimates.
In high-grade uranium deposits such as Gryphon, bulk density varies
with grade due to the very high density of pitchblende/uraninite
compared to host lithologies. Bulk density also varies with clay
alteration and in situ rock porosity. For mineral resource
estimates of high-grade uranium deposits, it is important to
estimate bulk density values throughout the deposit and to weight
grade values by density since small volumes of high-grade material
contain large masses of uranium oxide.
Bulk density is determined
by Denison with specific gravity (SG) measurements on drill core.
SG is calculated as: weight in air/(weight in air – weight in
water). Under all reasonable conditions, SG (a unitless ratio)
is equivalent to density in t/m3.
|
|
14.3.1
|
Phoenix Deposit
|
From 2012 to 2014, Denison
completed a program of dry bulk density sampling from diamond drill
core in order to establish the relationship between bulk density
and grade for the Phoenix deposit Zones A and B. Dry bulk density
samples were selected from the main mineralized zones to represent
local major lithologic units, mineralization styles, and alteration
types. Samples were collected from half split core, which had been
previously retained in the core box after geochemical sampling.
Samples were tagged and placed in sample bags on site, then shipped
to the SRC in Saskatoon, Saskatchewan. In total, SRC has performed
SG measurements on a total of 196 samples; 162 from Zone A and 34
from Zone B.
Denison carried out
correlation analyses of the bulk density values against uranium
grades which indicated a strong relationship between density and
uranium grade (% U3O8) shown in Figure
14-11. The relationship can be represented by the following
polynomial formula which is based on a regression fit.
y = 0.0008x2 – 0.0077x +
2.3361
where y is dry bulk density (g/cm3) and x is the uranium grade in %
U3O8. In some cases when
the samples are very clay rich, core fatigue (sample crumbles)
prevented the wax from being applied and SG was calculated using
the wet/dry method only. Figure 14-12 shows a strong correlation
between the methodologies and RPA is satisfied that either
methodology is suitable for determining SG.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
160

Figure
14-11. Logarithmic Plot of Dry
Bulk Density vs Uranium Grade – Phoenix
Deposit
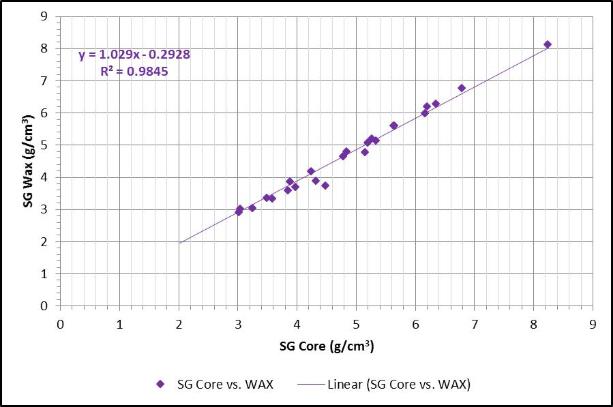
Figure
14-12. Dry Bulk Density Wax vs
Dry/Wet Methods – Phoenix Deposit
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
161
The regression curve in
Figure 14-11 is relatively flat at a grade less than 10%
U3O8, with density
relatively constant at 2.33 g/cm3. At grades greater
than 20%, dry bulk density increases with higher uranium grades.
There are a number of strongly mineralized samples that have low
dry bulk densities and vice versa, which results in significant
scatter in dry bulk density values. The lower bulk density values
associated with strongly mineralized samples may be attributed to
the amount of clay alteration in the samples. Generally, clay
alteration causes decomposition of feldspar and mafic minerals with
resultant replacement by lighter clay minerals as well as loss of
silica from feldspar that lowers the dry bulk density of the
rock.
Denison has estimated a
dry bulk density value for each grade value in the drill hole
database by using the polynomial formula shown above. In
RPA’s opinion, the SG sampling methods and resulting data are
suitable for mineral resource estimation at Phoenix.
|
|
14.3.2
|
Gryphon Deposit
|
Based on 279 dry bulk
density determinations, Denison developed a formula relating bulk
density to grade which was used to assign a density value to each
assay. Bulk density values were used to weight grades during the
resource estimation process and to convert volume to
tonnage.
Denison carried out
correlation analyses of the bulk density values against uranium
grades (% U3O8) as shown in Figure
14-13. The relationship can be represented by the following
polynomial formula which is based on a regression fit.
y = 4E-05x2 + 0.0193x +
2.2684
where y is dry bulk density (g/cm3) and x is the uranium grade in %
U3O8. The available SG
values for the assay data were reviewed and accepted by RPA and
used to assign bulk density values to each sample.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
162
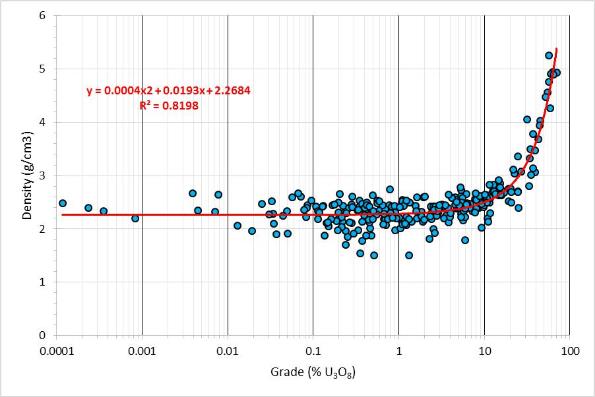
Figure
14-13. Logarithmic Plot of Dry
Bulk Density vs Uranium Grade – Gryphon
Deposit
Denison has estimated a
dry bulk density value for each grade value in the drill hole
database by using the polynomial formula shown above. In
RPA’s opinion, the SG sampling methods and resulting data are
suitable for mineral resource estimation at Gryphon.
14.4
Statistics
|
|
14.4.1
|
Treatment of High-Grade Values
|
Where the assay
distribution is skewed positively, or approaches log normal,
erratic high-grade assay values can have a disproportionate effect
on the average grade of a deposit. One method of treating these
outliers in order to reduce their influence on the average grade is
to cut or cap them at a specific grade level. In the absence of
production data to calibrate the cutting level, inspection of the
assay distribution can be used to estimate a first pass cutting
level.
Phoenix
Deposit
Although the Phoenix
deposit is a high-grade uranium deposit, adequate sample support,
the use of high-grade domains, and lack of apparent high-grade
outliers made high-grade capping unnecessary. The influence of
high-grade values, however, was restricted during the block
estimation process as discussed below under interpolation
parameters.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
163
Gryphon
Deposit
The mineralization
wireframe models were used to code the drill hole database and to
identify samples within the mineralized wireframes. These samples
were extracted from the database on a group-by-group basis,
subjected to statistical analyses for their respective domains, and
then analyzed by means of histograms and probability plots. A total
of 3,587 samples were contained within the mineralized wireframes.
The sample statistics are summarized by zone in Table 14-4. The
coefficient of variation (CV) is a measure of variability of the
data.
Table
14-4. Descriptive Statistics of
Gryphon Uranium Assay (% U3O8) by
Domain
|
Wireframe
|
Domain
|
Count
|
Min
|
Max
|
Mean
|
Variance
|
StDev
|
CV
|
|
A1LG
|
101
|
784
|
0.00
|
32.00
|
0.59
|
3.75
|
1.94
|
3.30
|
|
A2
|
102
|
464
|
0.00
|
29.70
|
0.73
|
5.74
|
2.40
|
3.28
|
|
A3
|
103
|
53
|
0.00
|
4.56
|
0.33
|
0.59
|
0.77
|
2.37
|
|
A4
|
104
|
38
|
0.00
|
2.28
|
0.08
|
0.14
|
0.37
|
4.59
|
|
B1
|
201
|
470
|
0.00
|
40.50
|
0.64
|
7.00
|
2.65
|
4.15
|
|
B2
|
202
|
272
|
0.00
|
38.40
|
1.51
|
18.35
|
4.28
|
2.83
|
|
B3
|
203
|
80
|
0.00
|
36.00
|
1.59
|
25.48
|
5.05
|
3.18
|
|
B4
|
204
|
6
|
0.00
|
0.15
|
0.05
|
0.00
|
0.06
|
1.37
|
|
B5
|
205
|
19
|
0.00
|
1.00
|
0.11
|
0.05
|
0.23
|
2.08
|
|
B6
|
206
|
15
|
0.00
|
0.60
|
0.09
|
0.02
|
0.16
|
1.81
|
|
B7
|
207
|
4
|
0.00
|
0.32
|
0.10
|
0.02
|
0.15
|
1.44
|
|
C1
|
301
|
199
|
0.00
|
42.50
|
1.49
|
31.21
|
5.59
|
3.74
|
|
C4
|
304
|
19
|
0.00
|
0.40
|
0.10
|
0.02
|
0.13
|
1.27
|
|
C5
|
305
|
13
|
0.00
|
0.30
|
0.05
|
0.01
|
0.08
|
1.69
|
|
D1LG
|
401
|
363
|
0.00
|
10.80
|
0.39
|
1.19
|
1.09
|
2.82
|
|
D2
|
402
|
9
|
0.00
|
1.20
|
0.24
|
0.18
|
0.43
|
1.79
|
|
D3
|
403
|
16
|
0.00
|
9.18
|
1.57
|
9.05
|
3.01
|
1.92
|
|
D4
|
404
|
102
|
0.00
|
19.80
|
0.79
|
7.46
|
2.73
|
3.47
|
|
E1
|
501
|
143
|
0.00
|
23.10
|
3.09
|
22.90
|
4.79
|
1.55
|
|
E2
|
502
|
245
|
0.00
|
38.60
|
0.80
|
10.62
|
3.26
|
4.09
|
|
A1HG
|
1011
|
189
|
0.00
|
40.60
|
6.83
|
79.44
|
8.91
|
1.30
|
|
D1HG_HW
|
4011
|
34
|
0.00
|
19.80
|
4.18
|
32.37
|
5.69
|
1.36
|
|
D1HG_MD
|
4012
|
21
|
0.00
|
22.60
|
6.77
|
56.17
|
7.50
|
1.11
|
|
D1HG_FW
|
4013
|
29
|
0.00
|
32.40
|
8.12
|
106.40
|
10.32
|
1.27
|
RPA is of the opinion that
the influence of high-grade uranium assays must be reduced or
controlled and uses industry best practice methods to achieve this
goal, including capping of high-grade values. RPA employs a number
of statistical analytical methods to determine an appropriate
capping value, including preparation of frequency histograms,
probability plots, decile analyses, and capping curves. Using these
methods, RPA examined the selected capping values for the
mineralized domains in the Gryphon deposit. Examples of the capping
analysis are shown in Figure 14-14 and applied to the data set for
the mineralized domains.
Review of the resource
assay histogram and log-normal probability plots within the
wireframe domains and a visual inspection of high-grade values on
vertical sections suggest cutting erratic grade values to 5% to 30%
U3O8 which impacted 64
(1.8%) values of 3,587 assays. Capped assay statistics by zones are
summarized in Table 14-5 and compared with uncapped assay
statistics.
In RPA’s opinion,
the selected capping values are reasonable and have been correctly
applied to the raw assay values for the Gryphon mineral resource
estimate. The assays are capped prior to compositing.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
164
Table
14-5. Statistics of Gryphon
Capped Assays by Domain
|
Domain
|
Count
|
Capping
|
Min
|
Max
|
Mean
|
Variance
|
StDev
|
CV
|
|
||||||||||
|
Level
|
No.
|
Raw
|
Cap
|
Raw
|
Cap
|
Raw
|
Cap
|
Raw
|
Cap
|
Raw
|
Cap
|
Raw
|
Cap
|
||||||
|
101
|
784
|
10
|
5
|
0.00
|
0.00
|
32.00
|
10.00
|
0.59
|
0.52
|
3.75
|
1.54
|
1.94
|
1.24
|
3.30
|
2.38
|
||||
|
102
|
464
|
10
|
6
|
0.00
|
0.00
|
29.70
|
10.00
|
0.73
|
0.64
|
5.74
|
2.89
|
2.40
|
1.70
|
3.28
|
2.66
|
||||
|
103
|
53
|
10
|
0
|
0.00
|
0.00
|
4.56
|
4.56
|
0.33
|
0.33
|
0.59
|
0.59
|
0.77
|
0.77
|
2.37
|
2.37
|
||||
|
104
|
38
|
10
|
0
|
0.00
|
0.00
|
2.28
|
2.28
|
0.08
|
0.08
|
0.14
|
0.14
|
0.37
|
0.37
|
4.59
|
4.59
|
||||
|
201
|
470
|
15
|
4
|
0.00
|
0.00
|
40.50
|
15.00
|
0.64
|
0.57
|
7.00
|
3.54
|
2.65
|
1.88
|
4.15
|
3.32
|
||||
|
202
|
272
|
15
|
8
|
0.00
|
0.00
|
38.40
|
15.00
|
1.51
|
1.32
|
18.35
|
10.33
|
4.28
|
3.21
|
2.83
|
2.43
|
||||
|
203
|
80
|
10
|
3
|
0.00
|
0.00
|
36.00
|
10.00
|
1.59
|
1.07
|
25.48
|
6.18
|
5.05
|
2.49
|
3.18
|
2.33
|
||||
|
204
|
6
|
10
|
0
|
0.00
|
0.00
|
0.15
|
0.15
|
0.05
|
0.05
|
0.00
|
0.00
|
0.06
|
0.06
|
1.37
|
1.37
|
||||
|
205
|
19
|
10
|
0
|
0.00
|
0.00
|
1.00
|
1.00
|
0.11
|
0.11
|
0.05
|
0.05
|
0.23
|
0.23
|
2.08
|
2.08
|
||||
|
206
|
15
|
10
|
0
|
0.00
|
0.00
|
0.60
|
0.60
|
0.09
|
0.09
|
0.02
|
0.02
|
0.16
|
0.16
|
1.81
|
1.81
|
||||
|
207
|
4
|
10
|
0
|
0.00
|
0.00
|
0.32
|
0.32
|
0.10
|
0.10
|
0.02
|
0.02
|
0.15
|
0.15
|
1.44
|
1.44
|
||||
|
301
|
199
|
20
|
4
|
0.00
|
0.00
|
42.50
|
20.00
|
1.49
|
1.18
|
31.21
|
13.54
|
5.59
|
3.68
|
3.74
|
3.13
|
||||
|
304
|
19
|
10
|
0
|
0.00
|
0.00
|
0.40
|
0.40
|
0.10
|
0.10
|
0.02
|
0.02
|
0.13
|
0.13
|
1.27
|
1.27
|
||||
|
305
|
13
|
10
|
0
|
0.00
|
0.00
|
0.30
|
0.30
|
0.05
|
0.05
|
0.01
|
0.01
|
0.08
|
0.08
|
1.69
|
1.69
|
||||
|
401
|
363
|
5
|
4
|
0.00
|
0.00
|
10.80
|
5.00
|
0.39
|
0.36
|
1.19
|
0.76
|
1.09
|
0.87
|
2.82
|
2.45
|
||||
|
402
|
9
|
10
|
0
|
0.00
|
0.00
|
1.20
|
1.20
|
0.24
|
0.24
|
0.18
|
0.18
|
0.43
|
0.43
|
1.79
|
1.79
|
||||
|
403
|
16
|
10
|
0
|
0.00
|
0.00
|
9.18
|
9.18
|
1.57
|
1.57
|
9.05
|
9.05
|
3.01
|
3.01
|
1.92
|
1.92
|
||||
|
404
|
102
|
10
|
3
|
0.00
|
0.00
|
19.80
|
10.00
|
0.79
|
0.63
|
7.46
|
3.44
|
2.73
|
1.85
|
3.47
|
2.93
|
||||
|
501
|
143
|
15
|
7
|
0.00
|
0.00
|
23.10
|
15.00
|
3.09
|
2.90
|
22.90
|
17.42
|
4.79
|
4.17
|
1.55
|
1.44
|
||||
|
502
|
245
|
15
|
3
|
0.00
|
0.00
|
38.60
|
15.00
|
0.80
|
0.68
|
10.62
|
4.93
|
3.26
|
2.22
|
4.09
|
3.27
|
||||
|
1011
|
189
|
30
|
9
|
0.00
|
0.00
|
40.60
|
30.00
|
6.83
|
6.59
|
79.44
|
66.74
|
8.91
|
8.17
|
1.30
|
1.24
|
||||
|
4011
|
34
|
20
|
0
|
0.00
|
0.00
|
19.80
|
19.80
|
4.18
|
4.18
|
32.37
|
32.37
|
5.69
|
5.69
|
1.36
|
1.36
|
||||
|
4012
|
21
|
20
|
2
|
0.00
|
0.00
|
22.60
|
20.00
|
6.77
|
6.64
|
56.17
|
52.25
|
7.50
|
7.23
|
1.11
|
1.09
|
||||
|
4013
|
29
|
20
|
6
|
0.00
|
0.00
|
32.40
|
20.00
|
8.12
|
7.04
|
106.40
|
68.53
|
10.32
|
8.28
|
1.27
|
1.18
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Capping Grade
|
|||
|
Decile Analysis
|
Percentile
|
Uncapped
|
30
|
20
|
15
|
|
Total
Metal
|
|
675
|
653
|
592
|
534
|
|
Percent Metal
Loss
|
|
0%
|
3%
|
12%
|
21%
|
|
Average
Grade
|
|
6.08
|
5.88
|
5.33
|
4.81
|
|
CV
|
|
1.40
|
1.33
|
1.20
|
1.10
|
|
Capping Grade
Percentile
|
|
1
|
0.962
|
0.920
|
0.875
|
|
Number of
Caps
|
|
0
|
9
|
18
|
28
|
|
Metal
Content
|
0.9
|
5%
|
5%
|
6%
|
6%
|
|
0.91
|
3%
|
3%
|
3%
|
3%
|
|
|
0.92
|
3%
|
3%
|
3%
|
3%
|
|
|
0.93
|
3%
|
3%
|
3%
|
3%
|
|
|
0.94
|
3%
|
4%
|
3%
|
3%
|
|
|
0.95
|
6%
|
6%
|
5%
|
4%
|
|
|
0.96
|
5%
|
5%
|
3%
|
3%
|
|
|
0.97
|
5%
|
5%
|
3%
|
3%
|
|
|
0.98
|
5%
|
5%
|
3%
|
3%
|
|
|
0.99
|
9%
|
7%
|
5%
|
4%
|
|
|
0.9 - 1
|
47%
|
45%
|
40%
|
34%
|
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
165
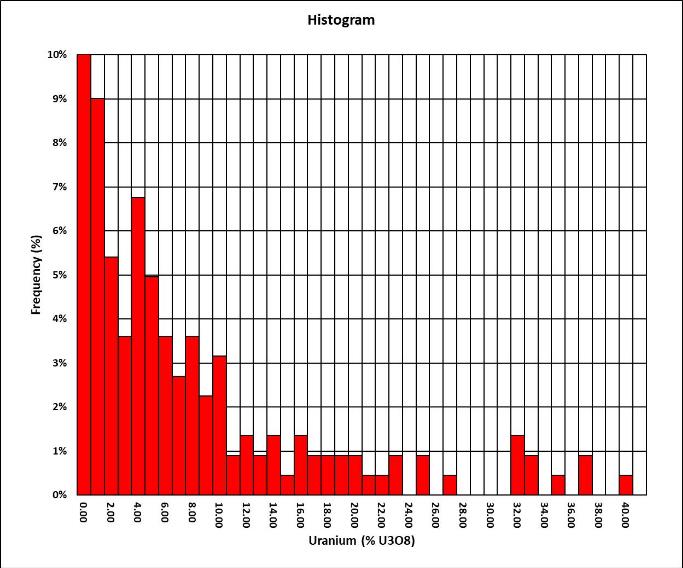
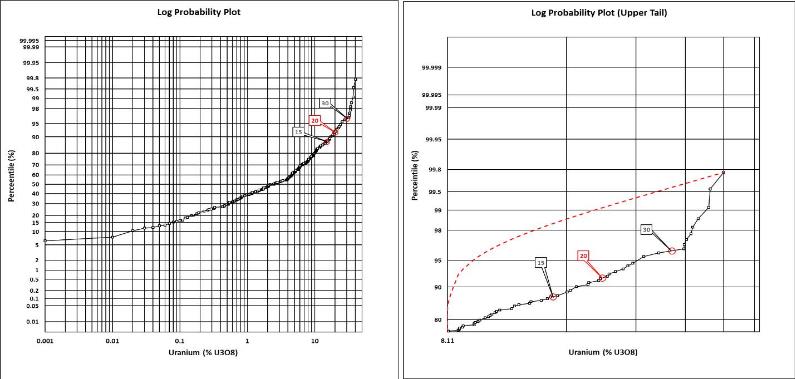
Figure
14-14. Zone A1-HG (1001) Log
Normal Probability and Histogram Plot – Gryphon
Deposit
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
166
|
|
14.4.2
|
Composites
|
As discussed in Sections
10 and 11, all drill core samples with chemical assays are 0.5 m
long and all radiometric measurements are 0.1 m long. Radiometric
measurements are used in lieu of chemical assays where core
recovery is less than 80%.
Composites were created
from the capped, raw assay values using the down-hole compositing
function of the Vulcan modelling software package. The composite
length used for interpolation was chosen considering the
predominant sampling length, the minimum mining width, style of
mineralization, and continuity of grade. The raw assay data
contains samples having irregular sample lengths. Sample lengths
range from 0.5 cm to 1.0 m within the wireframe models, with 99.1%
of the samples taken at 0.5 m intervals. Given this distribution,
and considering the width of the mineralization, RPA chose to
composite to one-meter lengths. Assays within the wireframe domains
were composited starting at the first mineralized wireframe
boundary from the collar and resetting at each new wireframe
boundary. Assays were capped prior to compositing. This can result
in residual short composites at the bottom of the wireframes. These
short composites were retained if they were from 0.5 m to 1.0 m
long and were added to the previous full-length
composite.
Approximately 23% of the
drill holes used for the Phoenix deposit Zone A resource estimate
and approximately 25% of those used for the Zone B resource
estimate have radiometric measurements. No radiometric data were
used in the Gryphon resource estimate.
Phoenix
Deposit
Separate composite files
were prepared for the Zone A HG domain, Zone A LG domain, Zone B HG
domain, Zone B LG domain, and Zone A basement domain. Table 14-6
lists descriptive statistics of composite grade and GxD for each of
these domains.
Figure 14-15 shows
histograms of grade for each of these domains. Figure 14-16 shows
grade versus density plots of these domains.
Table
14-6. Basic Statistics of Grade
and GxD Composites for Phoenix Deposit Zones A and B HG and LG
Domains
|
Statistic
|
Zone A Grade
|
Zone B Grade
|
|||
|
HG
|
LG
|
BSMT
|
HG
|
LG
|
|
|
Mean
|
34.86
|
1.77
|
1.56
|
21.65
|
1.57
|
|
Standard
Error
|
1.93
|
0.14
|
0.36
|
3.74
|
0.31
|
|
Median
|
31.52
|
0.59
|
0.32
|
17.14
|
0.53
|
|
Mode
|
#N/A
|
0.18
|
0.00
|
#N/A
|
0.25
|
|
Standard
Deviation
|
21.62
|
2.69
|
4.26
|
15.85
|
2.64
|
|
Sample
Variance
|
467.56
|
7.23
|
18.12
|
251.25
|
6.99
|
|
Kurtosis
|
-0.69
|
10.25
|
23.16
|
-1.02
|
4.65
|
|
Skewness
|
0.45
|
2.81
|
4.72
|
0.54
|
2.36
|
|
Range
|
82.31
|
20.13
|
27.66
|
49.24
|
10.86
|
|
Minimum
|
0.29
|
0.01
|
0.00
|
1.46
|
0.01
|
|
Maximum
|
82.60
|
20.14
|
27.66
|
50.69
|
10.87
|
|
Sum
|
4,357.3
|
607.7
|
214.9
|
389.7
|
113.0
|
|
Count
|
125
|
344
|
138
|
18
|
72
|
|
Coefficient of
Variation
|
0.62
|
1.52
|
2.73
|
0.73
|
1.68
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
167
|
Statistic
|
Zone A GxD
|
Zone B GxD
|
|||
|
HG
|
LG
|
BSMT
|
HG
|
LG
|
|
|
Mean
|
156.50
|
4.20
|
4.48
|
77.51
|
3.75
|
|
Standard
Error
|
12.99
|
0.36
|
1.24
|
16.89
|
0.76
|
|
Median
|
107.54
|
1.36
|
0.88
|
43.68
|
1.24
|
|
Mode
|
#N/A
|
0.42
|
1.93
|
#N/A
|
0.35
|
|
Standard
Deviation
|
145.26
|
6.63
|
14.28
|
71.67
|
6.46
|
|
Sample
Variance
|
21,101.66
|
43.93
|
203.78
|
5,136.66
|
41.74
|
|
Kurtosis
|
0.77
|
15.12
|
31.86
|
-0.87
|
5.24
|
|
Skewness
|
1.27
|
3.23
|
5.49
|
0.84
|
2.46
|
|
Range
|
595.34
|
56.99
|
101.48
|
212.74
|
27.49
|
|
Minimum
|
0.69
|
0.02
|
0.00
|
3.42
|
0.02
|
|
Maximum
|
596.02
|
57.01
|
101.49
|
216.16
|
27.51
|
|
Sum
|
19,562.5
|
1,445.5
|
595.6
|
1,395.2
|
270.0
|
|
Count
|
125
|
344
|
133
|
18
|
72
|
|
Coefficient of
Variation
|
0.93
|
1.58
|
3.19
|
0.92
|
1.72
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
168
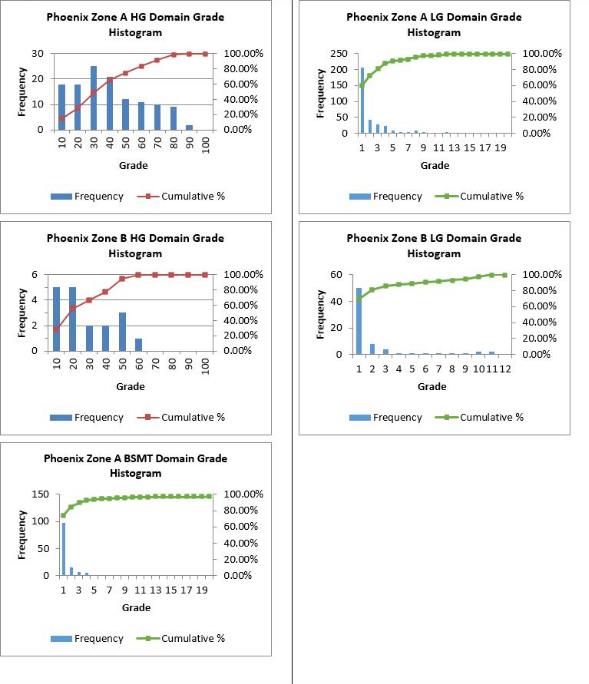
Figure
14-15. Grade Composite Histograms
for Phoenix Deposit Zones A and B HG and LG
Domains
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
169

Figure
14-16. Grade vs Density Plots for
Phoenix Deposit Zones A and B HG and LG Domains
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
170
Gryphon
Deposit
Assays were capped prior
to compositing. Table 14-7 shows the composite statistics by
domain.
Table
14-7. Descriptive Statistics of
Gryphon Deposit Composite Uranium Assay by
Domain
|
Domain
|
Count
|
Min
|
Max
|
Mean
|
Variance
|
StDev
|
CV
|
|
101
|
382
|
0.00
|
7.63
|
0.55
|
1.10
|
1.05
|
1.91
|
|
102
|
263
|
0.00
|
9.58
|
0.57
|
1.71
|
1.31
|
2.31
|
|
103
|
38
|
0.00
|
2.42
|
0.26
|
0.25
|
0.50
|
1.91
|
|
104
|
11
|
0.00
|
0.95
|
0.11
|
0.08
|
0.28
|
2.68
|
|
201
|
258
|
0.00
|
10.95
|
0.51
|
2.08
|
1.44
|
2.84
|
|
202
|
157
|
0.00
|
11.63
|
1.09
|
5.27
|
2.30
|
2.11
|
|
203
|
51
|
0.00
|
9.27
|
0.95
|
3.94
|
1.98
|
2.10
|
|
204
|
5
|
0.00
|
0.08
|
0.03
|
0.00
|
0.04
|
1.28
|
|
205
|
10
|
0.00
|
0.50
|
0.10
|
0.02
|
0.15
|
1.43
|
|
206
|
12
|
0.00
|
0.30
|
0.05
|
0.01
|
0.09
|
1.66
|
|
207
|
4
|
0.00
|
0.21
|
0.06
|
0.01
|
0.10
|
1.61
|
|
301
|
109
|
0.00
|
19.04
|
1.02
|
8.70
|
2.95
|
2.90
|
|
304
|
19
|
0.00
|
0.27
|
0.04
|
0.01
|
0.08
|
1.96
|
|
305
|
15
|
0.00
|
0.11
|
0.02
|
0.00
|
0.03
|
1.60
|
|
401
|
260
|
0.00
|
5.00
|
0.31
|
0.52
|
0.72
|
2.31
|
|
402
|
6
|
0.00
|
0.95
|
0.18
|
0.14
|
0.38
|
2.11
|
|
403
|
18
|
0.00
|
7.34
|
1.08
|
4.49
|
2.12
|
1.97
|
|
404
|
63
|
0.00
|
9.87
|
0.49
|
2.13
|
1.46
|
2.98
|
|
501
|
43
|
0.00
|
9.63
|
1.18
|
5.77
|
2.40
|
2.03
|
|
502
|
121
|
0.00
|
10.72
|
0.68
|
3.49
|
1.87
|
2.73
|
|
1011
|
91
|
0.00
|
30.00
|
7.03
|
37.81
|
6.15
|
0.88
|
|
4011
|
15
|
0.07
|
14.87
|
4.60
|
18.90
|
4.35
|
0.95
|
|
4012
|
10
|
0.05
|
16.49
|
7.67
|
37.99
|
6.16
|
0.80
|
|
4013
|
14
|
0.00
|
19.97
|
6.91
|
37.31
|
6.11
|
0.88
|
14.5
Variography – Continuity Analysis
|
|
14.5.1
|
Phoenix Deposit
|
For Zone A, RPA reviewed
variograms of grade and GxD for the HG domain composite data and
grade for the LG domain composite data. Variograms were prepared in
the down-hole direction, along a north-easterly strike direction,
and horizontally across the strike direction. Variograms were of
fair quality considering the limited number of composite data. The
nugget effect was approximately 10% of the sill. The GxD variograms
were similar to those of grade. The variograms suggested
approximate ranges for the Zone A HG domain of 2.4 m down-hole, 35
m along strike, and 10 m or less across strike; and for the Zone A
LG domain, 2.1 m down-hole, 25 m or less along strike, and
25 m across strike. These ranges were used to derive search
ellipse dimensions for block interpolations.
14.5.2 Gryphon
Deposit
Zone specific variography
was undertaken, however, the number of samples is not adequate to
generate meaningful variograms to derive kriging
parameters.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
171
14.6
Interpolation Parameters
|
|
14.6.1
|
Phoenix Deposit
|
Three-dimensional block
models were constructed using Maptek Vulcan Mine Modelling
Software. The variables G, D, and GxD were interpolated using an
inverse distance squared (ID2) algorithm for each mineralized
domain. Hard boundaries were employed at domain contacts, so that
composites from within a given domain could not influence block
grades in other domains. Table 14-8 shows the block model
parameters and Table 14-9 lists the variables used.
Table
14-8. Phoenix Block Model
Parameters
|
Model name:
|
phx5_HG_zonea_u2
|
|
History
list:
|
phx5_HG_zonea23May2014.bhst
|
|
Format:
|
extended
|
|
Structure:
|
non-regular
|
|
Smooth:
|
no
|
|
Number of
blocks:
|
1808
|
|
Number of
variables:
|
12
|
|
Number of
schemas:
|
1
|
|
Origin:
|
476,725.0 6,373,800.0
30.0
|
|
Bearing/Dip/Plunge:
|
52.0 0.0
0.0
|
|
Offset:
|
820.0 120.0
200.0
|
|
Model name:
|
phx5_HG_zoneb_u2
|
|
History
list:
|
phx5_HG_zoneb23May2014.bhst
|
|
Format:
|
extended
|
|
Structure:
|
non-regular
|
|
Smooth:
|
no
|
|
Number of
blocks:
|
324
|
|
Number of
variables:
|
12
|
|
Number of
schemas:
|
1
|
|
Origin:
|
476,725.0 6,373,800.0
30.0
|
|
Bearing/Dip/Plunge:
|
52.0 0.
0.0
|
|
Offset:
|
820.0 120.0
200.0
|
|
Model name:
|
phx5_LG_zonea_u2
|
|
History
list:
|
phx5_LG_zonea23May2014.bhst
|
|
Format:
|
extended
|
|
Structure:
|
non-regular
|
|
Smooth:
|
no
|
|
Number of
blocks:
|
5417
|
|
Number of
variables:
|
12
|
|
Number of
schemas:
|
1
|
|
Origin:
|
476,725.0 6,373,800.0
30.0
|
|
Bearing/Dip/Plunge:
|
52.0 0.
0.0
|
|
Offset:
|
820.0 120.0
200.0
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
172
|
Model name:
|
phx5_LG_zoneb_u2
|
|
History
list:
|
phx5_LG_zoneb23May2014.bhst
|
|
Format:
|
extended
|
|
Structure:
|
non-regular
|
|
Smooth:
|
no
|
|
Number of
blocks:
|
1506
|
|
Number of
variables:
|
12
|
|
Number of
schemas:
|
1
|
|
Origin:
|
476,725.0 6,373,800.0
30.0
|
|
Bearing/Dip/Plunge:
|
52.0 0.
0.0
|
|
Offset:
|
820.0 120.0
200.0
|
Table
14-9. Phoenix Block Model
Variables
|
Variables
|
Default
|
Type
|
Description
|
|
den
|
-99.0
|
float
|
density
|
|
gxd_d
|
-99.0
|
float
|
gxd / den
|
|
gxd
|
-99.0
|
float
|
grade (raw) x
density
|
|
grade_id2
|
-99.0
|
float
|
interpolated raw grade
ID2
|
|
grade_ok
|
-99.0
|
double
|
interpolated grade
ordinary kriging
|
|
nsamp
|
-99.0
|
short
|
number of samples per
estimate
|
|
nholes
|
-99.0
|
short
|
number of holes per
estimate
|
|
strat
|
unclass
|
name
|
stratigraphy
|
|
nn
|
-99.0
|
double
|
nearest
neighbour
|
|
est_flag_id
|
-99.0
|
integer
|
estimation flag for
ID
|
|
est_flag_ok
|
-99.0
|
integer
|
estimation flag for
OK
|
|
ore
|
-99.0
|
integer
|
zones
1-13
|
For Zones A and B, blocks
were 5 m long along the main northeast trend, 2 m wide across the
main trend, and 1 m high. For the Zone A basement domain, blocks
were 2 m long along the main northeast trend, 1 m wide across the
main trend, and 1 m high. A whole block approach was used whereby
the block was assigned to the domain where its centroid was
located.
The interpolation strategy
involved setting up search parameters in two passes for each
domain. Search ellipses were oriented with the major axis oriented
parallel to the dominant north-easterly trend of the zones. The
semi-major axis was oriented horizontally, normal to the major axis
(across strike) and the minor axis was vertical.
GxD and D were
interpolated into the model using an initial pass. Blocks which did
not receive an interpolated grade were then interpolated in the
second pass, which resulted in all blocks being populated. Block
grade was derived from the interpolated GxD value by dividing that
value by the interpolated density value for each block. Grades not
weighted by density (G) were also interpolated as a
check.
In order to reduce the
influence of very high-grade composites, grades greater than a
designated threshold level for each domain were restricted to
shorter search ellipse dimensions. If the search ellipse contained
a composite greater than the specified grade, it was used for
interpolation only if it fell within the restricted search ellipse.
The threshold grade levels were chosen from the basic statistics
and from visual inspection of the apparent continuity of very high
grades within each domain.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
173
Search parameters are
listed in Table 14-10 for the Phoenix deposit Zones A and B, HG and
LG domains. Major axis is horizontal along the main mineralized
trend of N52°E, semi-major axis is horizontal normal to the
main trend, and the minor axis is vertical.
Table
14-10. Phoenix Deposit Block
Model Interpolation Parameters
|
Deposit and Domain
|
Pass
|
Search Radii (m)
|
Number of Composites Used
|
|||||
|
Major
|
Semi-major
|
Minor
|
Min
|
Max
|
Max per DH
|
|
||
|
A Deposit
HG
|
First
|
35
|
15
|
8
|
3
|
8
|
2
|
|
|
Second
|
50
|
25
|
10
|
3
|
8
|
2
|
|
|
|
Restricted >60%
U3O8
|
15
|
6
|
4
|
3
|
8
|
2
|
|
|
|
A Deposit
LG
|
First
|
35
|
15
|
8
|
3
|
8
|
2
|
|
|
Second
|
50
|
25
|
10
|
3
|
8
|
2
|
|
|
|
Restricted >6%
U3O8
|
15
|
6
|
4
|
3
|
8
|
2
|
|
|
|
A Deposit
Basement
|
First
|
10
|
10
|
4
|
2
|
6
|
2
|
|
|
Second
|
20
|
20
|
4
|
2
|
6
|
2
|
|
|
|
Restricted >3%
U3O8
|
10
|
10
|
4
|
2
|
6
|
2
|
|
|
|
B Deposit
HG
|
First
|
35
|
15
|
6
|
3
|
8
|
2
|
|
|
Second
|
50
|
25
|
10
|
3
|
8
|
2
|
|
|
|
Restricted >40%
U3O8
|
15
|
5
|
4
|
3
|
8
|
2
|
|
|
|
B Deposit
LG
|
First
|
35
|
15
|
6
|
3
|
8
|
2
|
|
|
Second
|
50
|
25
|
10
|
3
|
8
|
2
|
|
|
|
Restricted >4%
U3O8
|
15
|
5
|
4
|
3
|
8
|
2
|
|
|
Figure 14-17 is a 3D
isometric view looking downward to the north at the Zone A block
model with colour coded grades. Higher grades are red and green.
The blocks shown are mostly in the LG domain. Figure 14-18 is an
isometric view looking downward to the north at the HG domain of
the Zone A block model with colour coded grades. Higher grades are
red and purple.
|
|
14.6.2
|
Gryphon Deposit
|
A regular block model was
created using a parent block size of 5 m (along strike) by 1 m
(across strike) by 2 m (bench height) resulting in a total of
49,140,000 blocks. The model origin (lower-left corner at lowest
elevation) is at UTM coordinates 475,325.0 mE, 6,376,050.0 mN and
-400 m elevation. A whole block approach was used whereby the block
was assigned to the domain where its centroid was located. The
model fully encloses the modelled resource wireframes and the
azimuth of the block model was appropriately rotated 20o so as to align
with the overall strike of the mineralization within the given
model area. A summary of the block model extents is provided in
Table 14-11. Figure 14-19 is an isometric view looking downward to
the northwest at the LG and HG domains of the A1 lens.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
174
Table
14-11. Gryphon Block Model
Parameters
|
Block Model Parameter
|
|
Value
|
|
X
|
Minimum
(mE)
|
475,325
|
|
Block dimension
(m)
|
5
|
|
|
Number of
blocks
|
156
|
|
|
Length (m)
|
780
|
|
|
Y
|
Minimum
(mN)
|
6,376,050
|
|
Block dimension
(m)
|
1
|
|
|
Number of
blocks
|
630
|
|
|
Length (m)
|
630
|
|
|
Z
|
Minimum
(elev)
|
-400
|
|
Block dimension
(m)
|
2
|
|
|
Number of
blocks
|
500
|
|
|
Length (m)
|
1,000
|
|
|
Rotation
(Bearing/Dip/Plunge)
|
|
20°/0°/0°
|
A number of attributes
were created to store such information as material density,
estimated uranium grades, wireframe code, mineral resource
classification, etc. for each block model area as listed in Table
14-12.
Table
14-12. Gryphon Block Model
Variables
|
Variables
|
Default
|
Type
|
Description
|
|
class
|
-99.0
|
double
|
classification
|
|
den
|
-99.0
|
double
|
density
|
|
den_ok
|
-99.0
|
double
|
|
|
gxd_d
|
-99.0
|
double
|
gxd /
den
|
|
gxd_d_ok
|
-99.0
|
double
|
|
|
gxd
|
-99.0
|
double
|
grade (raw) x
density
|
|
gxd_ok
|
-99.0
|
double
|
|
|
grade_id2
|
-99.0
|
double
|
interpolated raw
grade ID2
|
|
grade_ok
|
-99.0
|
double
|
interpolated grade
ordinary kriging
|
|
nsamp
|
-99.0
|
short
|
number of samples per
estimate
|
|
nholes
|
-99.0
|
short
|
number of holes per
estimate
|
|
strat
|
unclass
|
name
|
stratigraphy
|
|
nn
|
-99.0
|
double
|
nearest
neighbour
|
|
nn_distance
|
-99.0
|
double
|
distance to nearest
neighbour
|
|
est_flag_id
|
-99.0
|
integer
|
estimation flag for
ID
|
|
est_flag_ok
|
-99.0
|
integer
|
estimation flag for
OK
|
|
ore
|
-99.0
|
integer
|
mineralized
wireframes (domains)
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
175

Figure
14-17. Phoenix Deposit Zone A 3D
Block Model
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
176
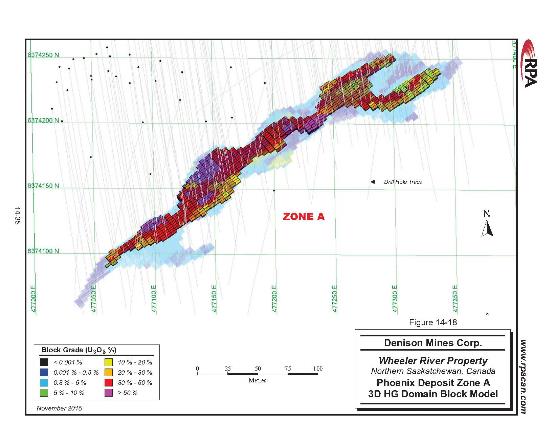
Figure
14-18. Phoenix Deposit Zone A 3D
HG Domain Block Model
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
177

Figure
14-19. Gryphon Deposit Block
Model Domains A1 and C1 (Looking North)
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
183
The block model was
developed using standard methods with interpolation completed using
ID2, as
variograms were not considered appropriate to derive kriging
parameters.
Search ellipse dimensions
were chosen following a review of drill hole spacing and
interpolation efficiency. Search ellipsoid geometry of the major,
semi-major, and minor axes was oriented into the plane of the
mineralization with the major axis oriented at parallel to the
dominant north-easterly trend of the domains. The semi-major axis
was oriented vertically, normal to the major axis (down plunge),
and the minor axis was oriented horizontally (across
strike).
The interpolation strategy
involved setting up search parameters in a series of three
estimation runs for each individual domain. First, second, and
third pass search ellipses maintained a 1:0.6:0.4 anisotropic ratio
with the first pass search ellipse dimensions of 50 m by 30 m by 20
m. The second pass doubled the search ellipse dimensions and the
third pass quadrupled the search ellipse dimensions.
For pass number one and
two, the maximum number of samples to be used per drill hole was
set to three, with the minimum number of samples required for an
estimate set to four and a maximum number of samples required for
an estimate set to nine. For pass number three, a maximum number of
samples to be used per drill hole was set to three, with the
minimum number of samples required for an estimate set to one and a
maximum number of samples required for an estimate set to two. This
process ensured that 100% of the blocks were
estimated.
Density weighting was
used, whereby GxD and D were interpolated into blocks using
one-meter composites with 0.5 m assays capped prior to compositing.
Block grade is the GxD divided by D. Grades were also interpolated
as a check. Hard boundaries were used to limit the use of
composites between domains.
In order to reduce the
influence of very high-grade composites, grades greater than a
designated threshold level for the A3-HG and other domains were
restricted to 50% range of the first pass search ellipse dimension
of 25 m by 25 m by 5 m (high yield restriction) within each
interpolation run. The threshold grade levels of 20% for the A1-HG,
10% for B1 and C1, and 5% for E2 domains were chosen from the basic
statistics and from visual inspection of the apparent continuity of
very high grades within each domain, which indicated the need to
limit their influence to approximately half the distance of the
main search. Interpolation parameters are listed in Table 14-13 for
the Gryphon deposit mineral resource domains.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
179
Table
14-13. Gryphon Block Model
Estimation Parameters
|
Domain
|
Capping
|
Estimation Parameters (Pass 1 / Pass 2 / Pass
3)
|
||||||
|
Search Ellipsoid
|
Max Samples per Hole
|
Min
Samples |
Max Samples
|
Bearing (Z)
|
Plunge (Y)
|
Dip
(X) |
||
|
A1LG
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
55
|
-40
|
-45
|
|
A2
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
40
|
-25
|
-45
|
|
A3
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
40
|
-25
|
-45
|
|
A4
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
25
|
-25
|
-45
|
|
B1
|
capped at 15%
restricted at 10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
40
|
-25
|
-45
|
|
B2
|
capped at
15%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
47
|
-35
|
-30
|
|
B3
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
47
|
-25
|
-30
|
|
B4
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
40
|
-25
|
-40
|
|
B5
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
20
|
0
|
-45
|
|
B6
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
20
|
0
|
-45
|
|
B7
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
20
|
0
|
-45
|
|
C1
|
capped at 20%
restricted at 10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
47
|
-28
|
-45
|
|
C4
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
47
|
-28
|
-30
|
|
C5
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
47
|
-28
|
-30
|
|
D1LG
|
capped at
5%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
110
|
-25
|
15
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
181
|
Domain
|
Capping
|
Estimation Parameters (Pass 1 / Pass 2 / Pass
3)
|
||||||
|
Search Ellipsoid
|
Max Samples per Hole
|
Min
Samples |
Max Samples
|
Bearing (Z)
|
Plunge (Y)
|
Dip
(X) |
||
|
D2
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
110
|
-20
|
0
|
|
D3
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
110
|
-20
|
-15
|
|
D4
|
capped at
10%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
110
|
-45
|
15
|
|
E1
|
capped at
15%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
110
|
0
|
-45
|
|
E2
|
capped at 15%
restricted at 5%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
20
|
0
|
-45
|
|
A1HG
|
capped at 30%
restricted at 20%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
20
|
-40
|
-45
|
|
D1HG_FW
|
capped at
20%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
55
|
-25
|
15
|
|
D1HG_MD
|
capped at
20%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
110
|
-25
|
15
|
|
D1HG_HW
|
capped at
20%
|
50x30x20 / 100x60x40
/ 200x120x80
|
3
|
4 / 4 /
1
|
4 / 9 /
1
|
110
|
-25
|
15
|
14.7
Block Model Validation
The Phoenix and Gryphon
deposit block models were validated by the following
checks:
|
|
●
|
Comparison of domain wireframe volumes with block
volumes;
|
|
|
●
|
Visual comparison of composite grades with block
grades;
|
|
|
●
|
Comparison of block grades with composite grades
used to interpolate grades; and
|
|
|
●
|
Comparison with estimation by a different
method.
|
In RPA’s opinion,
block model validation is reasonable and acceptable.
|
|
14.7.1
|
Volume Comparison
|
Wireframe volumes were
compared to block volumes for each domain at the Phoenix and
Gryphon deposits. This comparison is summarized in Table 14-14 and
results show that there is good agreement between the wireframe
volumes and block model volume. The difference is less than 2%,
except for the Zone B HG, D1HG_MD, and D3 domains where the
difference ranges from 3.5% to 6% due to the small volume of the
wireframe combined with the whole block approach.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
181
Table
14-14. Volume Comparison for
Wireframe and Blocks by Domain
|
Deposit and Zone
|
Wireframe
|
Block Model
|
% Difference
|
||||
|
Points
|
Triangles
|
Surface
Area |
Volume
(m3) |
Blocks
|
Volume
(m3) |
||
|
Phoenix Deposit
|
|||||||
|
Zone A
HG
|
4,965
|
9,926
|
16,732
|
17,999
|
1,808
|
18,080
|
0.45%
|
|
Zone A
LG
|
13,313
|
26,682
|
49,758
|
54,270
|
5,416
|
54,160
|
-0.20%
|
|
Zone B
HG
|
308
|
612
|
3,722
|
3,109
|
324
|
3,240
|
4.21%
|
|
Zone B
LG
|
1,604
|
3,254
|
14,911
|
15,142
|
1,492
|
14,920
|
-1.47%
|
|
Zone A
Basement
|
132
|
260
|
2,009
|
2,253
|
1,115
|
2,230
|
-1.02%
|
|
Gryphon Deposit
|
|||||||
|
A1HG
|
2,203
|
4,402
|
45,059
|
61,186
|
6,040
|
60,400
|
-1.28%
|
|
A1LG
|
5,299
|
10,790
|
178,134
|
229,550
|
23,055
|
230,550
|
0.44%
|
|
A2
|
3,075
|
6,146
|
136,941
|
189,380
|
18,908
|
189,080
|
-0.16%
|
|
A3
|
717
|
1,426
|
25,285
|
22,130
|
2,244
|
22,440
|
1.40%
|
|
A4
|
225
|
446
|
8,540
|
7,690
|
756
|
7,560
|
-1.69%
|
|
B1
|
2,988
|
5,972
|
100,639
|
155,368
|
15,505
|
155,050
|
-0.20%
|
|
B2
|
1,188
|
2,372
|
49,821
|
88,674
|
8,886
|
88,860
|
0.21%
|
|
B3
|
617
|
1,230
|
25,330
|
31,643
|
3,127
|
31,270
|
-1.18%
|
|
B4
|
114
|
224
|
4,754
|
4,700
|
493
|
4,930
|
4.89%
|
|
B5
|
218
|
432
|
7,410
|
8,566
|
862
|
8,620
|
0.63%
|
|
B6
|
331
|
658
|
14,907
|
16,468
|
1,618
|
16,180
|
-1.75%
|
|
B7
|
208
|
412
|
8,772
|
7,499
|
743
|
7,430
|
-0.92%
|
|
C1
|
380
|
756
|
31,658
|
55,514
|
5,552
|
55,520
|
0.01%
|
|
C4
|
297
|
590
|
14,953
|
15,283
|
1,554
|
15,540
|
1.68%
|
|
C5
|
290
|
576
|
12,564
|
11,505
|
1,161
|
11,610
|
0.91%
|
|
D1HG_HW
|
324
|
640
|
6,859
|
6,813
|
695
|
6,950
|
2.02%
|
|
D1HG_MD
|
240
|
472
|
4,579
|
4,284
|
454
|
4,540
|
5.97%
|
|
D1HG_FW
|
243
|
482
|
5,206
|
5,943
|
609
|
6,090
|
2.48%
|
|
D1LG
|
2,650
|
5,358
|
74,619
|
154,890
|
15,450
|
154,500
|
-0.25%
|
|
D2
|
111
|
218
|
3,561
|
4,519
|
446
|
4,460
|
-1.30%
|
|
D3
|
254
|
504
|
7,360
|
7,779
|
749
|
7,490
|
-3.72%
|
|
D4
|
1,368
|
2,732
|
46,866
|
66,983
|
6,794
|
67,940
|
1.43%
|
|
E1
|
396
|
788
|
8,080
|
15,818
|
1,533
|
15,330
|
-3.09%
|
|
E2
|
1,048
|
2,092
|
46,243
|
65,517
|
6,548
|
65,480
|
-0.06%
|
14.7.2 Visual
Comparison
Block grades were visually
compared with drill hole composites on cross-sections, longitudinal
sections, and plan views. Visual validation comparing assay and
composite grades to block grade estimates showed reasonable
correlation with no significant overestimation or overextended
influence of high grades in all domains for both the Phoenix and
Gryphon deposits.
|
|
14.7.3
|
Statistical Comparison
|
Statistics of the block
grades are compared with statistics of composite grades in Table
14-15 for all blocks and composites within the Phoenix and Gryphon
deposit domains. Block and composite grades are weighted by
density. RPA is of the opinion that the difference between the
final block grades and composite grades should in general fall
within ± 10%, provided that there are an appropriate number of
composite values and that declustering of the data has been
accounted for.
RPA is of the opinion that
the composite grades appear to be reasonable and average block
grades by zone are within approximately 10% of average composite
grades, particularly for indicated mineral resources and for larger
zones in terms of contained pounds. In many cases, larger
differences are related to a low number of composite values and
small wireframe volume.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
182-183
Table
14-15. Statistics of Block Grades
Compared to Composite Grades by Domain
|
Phoenix Deposit
|
|||||||||||||||
|
Domain
|
Count
|
Min
|
Max
|
Mean (Den Wt)
|
Variance
|
StDev
|
CV
|
||||||||
|
Cmp
|
BM
|
Cmp
|
BM
|
Cmp
|
BM
|
Cmp
|
BM
|
% Δ
|
Cmp
|
BM
|
Cmp
|
BM
|
Cmp
|
BM
|
|
|
Zone A
HG
|
125
|
1,808
|
0.29
|
4.62
|
82.60
|
82.38
|
34.86
|
39.18
|
12.4%
|
467.56
|
244.16
|
21.62
|
15.63
|
0.62
|
0.40
|
|
Zone A
LG
|
344
|
5,417
|
0.01
|
0.03
|
20.14
|
19.88
|
1.77
|
1.73
|
-2.3%
|
7.23
|
2.98
|
2.69
|
1.72
|
1.52
|
1.00
|
|
Zone A
BSMT
|
138
|
138
|
0.00
|
0.00
|
27.66
|
27.82
|
1.56
|
1.35
|
-13.5%
|
18.12
|
16.91
|
4.26
|
4.11
|
2.73
|
3.04
|
|
Zone B
HG
|
18
|
324
|
1.46
|
3.46
|
50.69
|
48.32
|
21.65
|
25.71
|
18.8%
|
251.25
|
113.73
|
15.85
|
10.66
|
0.73
|
0.41
|
|
Zone B
LG
|
72
|
1,506
|
0.01
|
0.01
|
10.87
|
10.49
|
1.57
|
1.34
|
-14.6%
|
6.99
|
2.71
|
2.64
|
1.65
|
1.68
|
1.23
|
|
Gryphon Deposit
|
|||||||||||||||
|
Domain
|
Count
|
Min
|
Max
|
Mean (Den Wt)
|
Variance
|
StDev
|
CV
|
||||||||
|
Cmp
|
BM
|
Cmp
|
BM
|
Cmp
|
BM
|
Cmp
|
BM
|
% Δ
|
Cmp
|
BM
|
Cmp
|
BM
|
Cmp
|
BM
|
|
|
A1HG
|
91
|
6,040
|
0.00
|
0.69
|
30.00
|
26.55
|
7.84
|
7.60
|
-3.1%
|
37.81
|
12.17
|
6.15
|
3.49
|
0.88
|
0.46
|
|
A1LG
|
382
|
23,055
|
0.00
|
0.00
|
7.63
|
7.19
|
0.57
|
0.62
|
8.6%
|
1.10
|
0.57
|
1.05
|
0.75
|
1.91
|
1.23
|
|
A2
|
263
|
18,908
|
0.00
|
0.00
|
9.58
|
8.21
|
0.59
|
0.62
|
5.0%
|
1.71
|
0.62
|
1.31
|
0.79
|
2.31
|
1.26
|
|
A3
|
38
|
2,240
|
0.00
|
0.00
|
2.42
|
1.95
|
0.27
|
0.30
|
11.0%
|
0.25
|
0.05
|
0.50
|
0.23
|
1.91
|
0.78
|
|
A4
|
11
|
756
|
0.00
|
0.01
|
0.95
|
0.49
|
0.11
|
0.08
|
-27.7%
|
0.08
|
0.01
|
0.28
|
0.10
|
2.68
|
1.31
|
|
B1
|
258
|
15,480
|
0.00
|
0.00
|
10.95
|
7.62
|
0.54
|
0.54
|
-0.7%
|
2.08
|
0.80
|
1.44
|
0.90
|
2.84
|
1.67
|
|
B2
|
157
|
8,862
|
0.00
|
0.00
|
11.63
|
10.13
|
1.18
|
1.19
|
0.9%
|
5.27
|
1.59
|
2.30
|
1.26
|
2.11
|
1.06
|
|
B3
|
51
|
3,127
|
0.00
|
0.01
|
9.27
|
5.17
|
1.01
|
1.11
|
9.9%
|
3.94
|
1.03
|
1.98
|
1.01
|
2.10
|
0.92
|
|
B4
|
5
|
447
|
0.00
|
0.01
|
0.08
|
0.05
|
0.03
|
0.03
|
-7.1%
|
0.00
|
0.00
|
0.04
|
0.00
|
1.28
|
0.14
|
|
B5
|
10
|
862
|
0.00
|
0.01
|
0.50
|
0.34
|
0.10
|
0.15
|
47.0%
|
0.02
|
0.01
|
0.15
|
0.10
|
1.43
|
0.66
|
|
B6
|
12
|
1,484
|
0.00
|
0.01
|
0.30
|
0.22
|
0.05
|
0.04
|
-19.1%
|
0.01
|
0.00
|
0.09
|
0.03
|
1.66
|
0.73
|
|
B7
|
4
|
743
|
0.00
|
0.01
|
0.21
|
0.14
|
0.06
|
0.06
|
-5.8%
|
0.01
|
0.00
|
0.10
|
0.04
|
1.61
|
0.73
|
|
C1
|
109
|
5,545
|
0.00
|
0.00
|
19.04
|
16.95
|
1.15
|
1.00
|
-12.5%
|
8.70
|
4.11
|
2.95
|
2.03
|
2.90
|
2.02
|
|
C4
|
19
|
1,523
|
0.00
|
0.00
|
0.27
|
0.21
|
0.04
|
0.04
|
4.1%
|
0.01
|
0.00
|
0.08
|
0.03
|
1.96
|
0.65
|
|
C5
|
15
|
1,107
|
0.00
|
0.00
|
0.11
|
0.08
|
0.02
|
0.02
|
-18.9%
|
0.00
|
0.00
|
0.03
|
0.02
|
1.60
|
0.88
|
|
D1HG_HW
|
15
|
695
|
0.07
|
1.11
|
14.87
|
12.95
|
4.92
|
5.01
|
1.8%
|
18.90
|
4.03
|
4.35
|
2.01
|
0.95
|
0.40
|
|
D1HG_MD
|
10
|
454
|
0.05
|
1.98
|
16.49
|
16.10
|
8.20
|
7.37
|
-10.2%
|
37.99
|
8.91
|
6.16
|
2.99
|
0.80
|
0.41
|
|
D1HG_FW
|
14
|
609
|
0.00
|
0.79
|
19.97
|
16.19
|
7.61
|
7.52
|
-1.2%
|
37.31
|
4.43
|
6.11
|
2.11
|
0.88
|
0.28
|
|
D1LG
|
260
|
15,426
|
0.00
|
0.00
|
5.00
|
3.74
|
0.32
|
0.30
|
-7.2%
|
0.52
|
0.13
|
0.72
|
0.37
|
2.31
|
1.24
|
|
D2
|
6
|
442
|
0.00
|
0.01
|
0.95
|
0.85
|
0.18
|
0.23
|
25.0%
|
0.14
|
0.03
|
0.38
|
0.18
|
2.11
|
0.78
|
|
D3
|
18
|
696
|
0.00
|
0.00
|
7.34
|
5.68
|
1.14
|
1.02
|
-10.5%
|
4.49
|
1.50
|
2.12
|
1.23
|
1.97
|
1.20
|
|
D4
|
63
|
6,794
|
0.00
|
0.00
|
9.87
|
9.11
|
0.52
|
0.47
|
-9.4%
|
2.13
|
0.44
|
1.46
|
0.67
|
2.98
|
1.42
|
|
E1
|
43
|
1,532
|
0.00
|
0.00
|
9.63
|
8.77
|
1.26
|
1.16
|
-8.1%
|
5.77
|
1.58
|
2.40
|
1.26
|
2.03
|
1.09
|
|
E2
|
121
|
6,538
|
0.00
|
0.00
|
10.72
|
9.19
|
0.74
|
0.71
|
-4.3%
|
3.49
|
1.44
|
1.87
|
1.20
|
2.73
|
1.70
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
184
RPA generated swath plots
for Gryphon comparing the mean block grades estimated to the data
(nearest neighbour estimate) in the X, Y, and Z directions. Results
indicate that estimated grades conform to the informing data
(Figures 14-20 through 14-22). RPA found grade continuity to be
reasonable and confirmed that the block grades were reasonably
consistent with local drill hole composite grades.

Figure
14-20. Gryphon Deposit Easting
Swath Plots Comparing Block Data with Nearest Neighbour and Inverse
Distance Interpolations
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
185

Figure
14-21. Gryphon Deposit Northing
Swath Plots Comparing Block Data with Nearest Neighbour and Inverse
Distance Interpolations
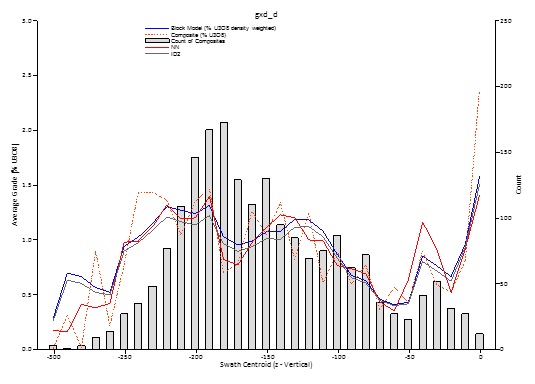
Figure
14-22. Gryphon Deposit Vertical
Swath Plots Comparing Block Data with Nearest Neighbour and Inverse
Distance Interpolations
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
186
|
|
14.7.4
|
Check by Different Estimation Methods
|
Phoenix
Deposit
RPA has carried out check
estimates of the Denison ID2 block models of the Phoenix deposit
using the contour method.
For the contour method
(Agnerian and Roscoe, 2002), grade times thickness times density
(GxTxD) values for each drill hole intercept were plotted on plans
and contoured. The areas between the contours were measured and
multiplied by the average value in the contour interval. The GxTxD
values are proportional to pounds of U3O8 per square meter and
the sum of these values times area are converted to total pounds of
U3O8 for each domain.
Thickness times density (TxD) values were also plotted on plans and
contoured. The areas between the contours were measured and
multiplied by the average value in the contour interval. The sum of
the TxD values multiplied by the area represents tonnage for each
of the domains. For the contour method check on the Phoenix deposit
Zone A HG domain, the tonnes, grade, and contained pounds of
U3O8 estimated by the
contour method are in the same general range as the ID2 block model
estimate.
RPA carried out check
estimates of Gryphon block model using nearest neighbour and
unweighted density grade estimations.
14.8
Cut-off Grade
|
|
14.8.1
|
Phoenix Deposit
|
The cut-off grade of 0.8%
U3O8 is based on internal
conceptual studies by Denison and a price of USD$50/lb
U3O8.
The HG domains are not sensitive to cut-off grades less than 5%
U3O8 while the LG domains
are quite sensitive to cut-off grade. RPA recommends that the
cut-off grade should be revisited during future resource
estimations on the Phoenix deposit.
Table 14-16 and Figure
14-23 show the sensitivity of the indicated mineral resource to
cut-off grade. It can be seen that, although there is some
sensitivity of the tonnes and grade to cut-off grade, the contained
pounds of U3O8 are much less
sensitive to cut-off grade. The cut-off grade affects essentially
only the LG domains of Zones A and B because virtually all of the
blocks in the HG domains of Zones A and B are above the 5%
U3O8 cut-off
grade.
Table
14-16. Phoenix Deposit Indicated
Mineral Resource Sensitivity to Cut-off Grade
|
Cut-off
% U3O8 |
Grade
% U3O8 |
Tonnes
|
Mlbs U3O8
|
|
0.5
|
16.94
|
188,900
|
70.5
|
|
0.8
|
19.13
|
166,200
|
70.2
|
|
1.0
|
20.60
|
154,000
|
69.9
|
|
1.5
|
24.23
|
129,800
|
69.3
|
|
2.0
|
27.40
|
113,700
|
68.7
|
|
3.0
|
32.42
|
94,700
|
67.7
|
|
5.0
|
38.07
|
79,100
|
66.3
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
187
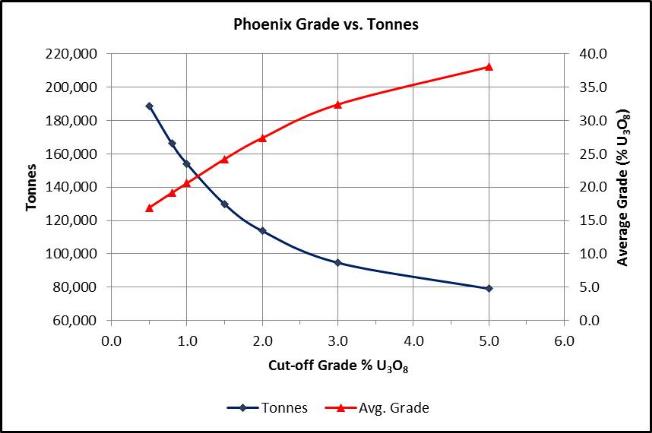
Figure
14-23. Phoenix Indicated Mineral
Resource Tonnes and Grade at Various Cut-off
Grades
|
|
14.8.2
|
Gryphon Deposit
|
RPA estimated a potential
underground mining cut-off grade using assumptions based on
historical and known operating costs on mines operating in the
Athabasca Basin. Table 14-17 shows the breakeven cut-off grade
estimate by RPA using a price of USD$55/lb U3O8 and based on
assumptions for processing plant recovery, total operating cost,
and incremental component of operating cost. The estimated cut-off
grade of 0.2% U3O8 is in line with the
cut-off grade of 0.2% that RPA understands is used at the Rabbit
Lake mine, which is basement mineralization similar geologically to
Gryphon.
Table
14-17. Gryphon Deposit Cut-off
Grade Calculation
|
Item
|
Quantity
|
|
Price in USD$/lb
U3O8
|
USD$55
|
|
Processing plant
recovery
|
97%
|
|
Operating cost per
tonne
|
CAD$546
|
|
Incremental operating
cost component (60%)
|
CAD$260
|
|
Cut-off
grade
|
0.2%
|
Table 14-18 and Figure
14-24 show the sensitivity of the Gryphon block model to various
cut-off grades. RPA notes that, although there is some sensitivity
of average grade and tonnes to cut-off grade, the contained pounds
are less sensitive.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
188
Table
14-18. Gryphon Deposit Inferred
Mineral Resource Sensitivity to Cut-off Grade
|
Cut-off
% U3O8 |
Grade
% U3O8 |
Tonnes
|
Mlbs U3O8
|
|
0.2
|
1.686
|
1,715,573
|
63.8
|
|
0.4
|
2.231
|
1,234,563
|
60.7
|
|
0.6
|
2.715
|
965,924
|
57.8
|
|
0.8
|
3.196
|
780,118
|
55.0
|
|
1.0
|
3.730
|
633,097
|
52.1
|
|
1.2
|
4.151
|
546,002
|
50.0
|
|
1.4
|
4.525
|
482,726
|
48.2
|
|
1.6
|
4.830
|
438,527
|
46.7
|
|
1.8
|
5.149
|
398,046
|
45.2
|
|
2.0
|
5.483
|
360,905
|
43.6
|

Figure
14-24. Gryphon Inferred Mineral
Resource Tonnes and Grade at Various Cut-off
Grades
14.9
Classification
Definitions for resource
categories used in this report are consistent with those in the
Canadian Institute of Mining, Metallurgy and Petroleum (CIM) and
adopted by NI 43-101. As per CIM (2014), a mineral resource is
defined as “a concentration or occurrence of solid material
of economic interest in or on the Earth’s crust in such form,
grade or quality and quantity that there are reasonable prospects
for eventual economic extraction.” Mineral resources are
classified into measured, indicated, and inferred categories. A
mineral reserve is defined as the “economically mineable part
of a measured and/or indicated mineral resource” demonstrated
by studies at prefeasibility or feasibility level as appropriate.
Mineral reserves are classified into proven and probable
categories.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
189
|
|
14.9.1
|
Phoenix Deposit
|
The mineral resources for
the Phoenix deposit are classified as indicated and inferred based
on drill hole spacing and apparent continuity of
mineralization.
At Zone A, the drill hole
spacing is approximately 10 m on sections spaced 25 m apart. The
classification of indicated based on drill hole density and good
grade continuity along strike is appropriate in RPA’s opinion
for all of the LG and HG domains. The Zone A basement domain is
classified as inferred because of uncertainty of grade continuity
due to the small number of drill holes.
At Zone B, the drill hole
spacing is approximately 10 m on sections spaced 25 m apart. The
classification of indicated is appropriate in RPA’s opinion
for most of the LG and HG domains. In the northeastern part of Zone
B, drill hole sections are spaced at approximately 35 m and the
most north-easterly drill hole does not correlate well spatially
with other drill holes because its elevation is slightly lower.
This part of Zone B is classified as inferred because there is some
uncertainty in the continuity of grade in both the HG and LG
domains. Figure 14-25 shows the area of inferred mineral resources
along with indicated mineral resources at Zone B.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
190

Figure
14-25. Phoenix Deposit Zone B
Block Model Showing Inferred and Indicated
Resources
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
191
|
|
14.9.2
|
Gryphon Deposit
|
CIM definitions were
followed for mineral resource classification at Gryphon. The
mineralized material for each domain was classified into the
indicated or inferred mineral resource category on the basis
confidence in the geological interpretation, the demonstrated
continuity of the mineralized structures, and the drill hole
spacing.
Mineral resources for the
Gryphon deposit are classified into indicated and inferred
categories based on the following parameters:
|
|
●
|
Indicated Mineral Resources: Defined by 25 m by 25
m drill spacing and a nearest neighbour distance of ≤ 20 m
with strong geological continuity between drill hole
intercepts.
|
|
|
●
|
Inferred Mineral Resources: Defined by drill
spacing that is greater than 25 m by 25 m and a nearest neighbour
distance of ≤ 100 m with reasonable continuity assumed
between holes. Due to the uncertainty that may be attached to
inferred mineral resources, it cannot be assumed that all or any
part of an inferred mineral resource will be upgraded to an
indicated or measured mineral resource as a result of continued
exploration. Confidence in the estimate is insufficient to allow
the meaningful application of technical and economic parameters or
to enable an evaluation of economic viability.
|
Figure 14-26 and Table
14-19 show the statistical distribution of the indicated and
inferred categories based on distance to the nearest
neighbour.
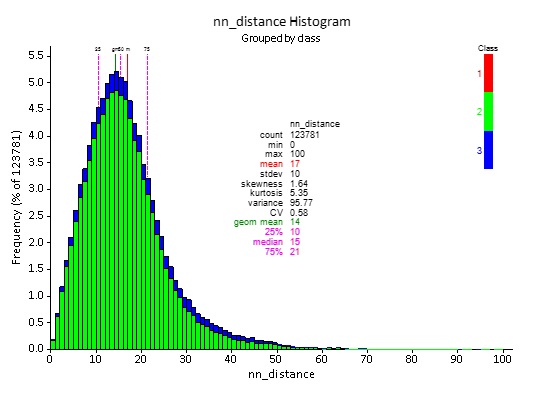
Figure
14-26. Histogram Classification
of Gryphon Deposit based on Nearest Neighbour Distance (Class:
1=Measured, 2=Indicated, and 3=Inferred)
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
192
Table
14-19. Gryphon Histogram Summary
Statistics of NN Distance vs Classification
|
Classification
|
Domain
|
Count
|
Min (m)
|
Max (m)
|
Mean (m)
|
Variance
|
StDev (m)
|
CV
|
|
Indicated
|
2
|
112,194
|
0.00
|
99.00
|
16.00
|
85.66
|
9.00
|
0.56
|
|
Inferred
|
3
|
11,587
|
0.00
|
100.00
|
22.00
|
169.00
|
13.00
|
0.60
|
|
|
14.10
|
Mineral Resource Estimate
|
Table 14-20 lists the
mineral resource estimate for the Wheeler River property by domain
and resource category. The effective date of the resource estimate
is January 30, 2018. The Phoenix cut-off grade of 0.8%
U3O8
is based on internal conceptual studies by Denison and a price of
USD$50/lb U3O8, while a cut-off
grade of 0.2% U3O8 for Gryphon is based
on RPA estimates using assumptions based on historical and known
mining costs on mines operating in the Athabasca Basin at a price
of USD$55/lb U3O8.
For the Phoenix and
Gryphon deposits, total indicated mineral resources are estimated
at 1,809,000 tonnes at an average grade of 3.3% U3O8 containing 132.1
million pounds of U3O8. Total inferred
mineral resources are estimated at 82,000 tonnes at an average
grade of 1.7% U3O8 containing 3.0
million pounds of U3O8.
In RPA’s opinion,
the estimation methodology is consistent with standard industry
practice and the Wheeler River property mineral resource estimate
is considered to be reasonable and acceptable.
Table
14-20. RPA Mineral Resource
Estimate - Wheeler River Project – January 30,
2018
|
Category
|
Deposit and Domain
|
Tonnes
|
Grade
(% U3O8) |
Million lb U3O8
|
|
Indicated
|
Gryphon
A1HG
|
148,000
|
7.6
|
24.7
|
|
Indicated
|
Gryphon
A1LG
|
365,000
|
0.8
|
6.7
|
|
Indicated
|
Gryphon
A2
|
262,000
|
1.0
|
5.5
|
|
Indicated
|
Gryphon
A3
|
36,000
|
0.4
|
0.3
|
|
Indicated
|
Gryphon
B1
|
161,000
|
1.1
|
3.7
|
|
Indicated
|
Gryphon
B2
|
158,000
|
1.5
|
5.2
|
|
Indicated
|
Gryphon
B3
|
59,000
|
1.3
|
1.7
|
|
Indicated
|
Gryphon
C1
|
105,000
|
1.2
|
2.7
|
|
Indicated
|
Gryphon
D1HG_HW
|
17,000
|
5.0
|
1.8
|
|
Indicated
|
Gryphon
D1HG_MD
|
11,000
|
7.4
|
1.8
|
|
Indicated
|
Gryphon
D1HG_FW
|
15,000
|
7.5
|
2.5
|
|
Indicated
|
Gryphon
D1LG
|
153,000
|
0.6
|
1.9
|
|
Indicated
|
Gryphon
D4
|
89,000
|
0.7
|
1.4
|
|
Indicated
|
Gryphon
E2
|
65,000
|
1.1
|
1.7
|
|
Indicated
|
Phoenix Zone A
HG
|
62,900
|
43.2
|
59.9
|
|
Indicated
|
Phoenix Zone A
LG
|
84,300
|
2.4
|
4.4
|
|
Indicated
|
Phoenix Zone B
HG
|
8,500
|
28.0
|
5.2
|
|
Indicated
|
Phoenix Zone B
LG
|
10,700
|
2.9
|
0.7
|
|
Subtotal
Indicated
|
Gryphon
|
1,643,000
|
1.7
|
61.9
|
|
Subtotal
Indicated
|
Phoenix
|
166,000
|
19.1
|
70.2
|
|
Total Indicated
|
1,809,000
|
3.3
|
132.1
|
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
193
|
Category
|
Deposit and Domain
|
Tonnes
|
Grade
(% U3O8) |
Million lb U3O8
|
|
Inferred
|
Gryphon
A4
|
2,000
|
0.3
|
0.0
|
|
Inferred
|
Gryphon
B5
|
10,000
|
0.3
|
0.1
|
|
Inferred
|
Gryphon
D2
|
5,000
|
0.4
|
0.0
|
|
Inferred
|
Gryphon
D3
|
13,000
|
1.2
|
0.4
|
|
Inferred
|
Gryphon
E1
|
31,000
|
1.3
|
0.9
|
|
Inferred
|
Gryphon
E2
|
12,000
|
2.0
|
0.5
|
|
Inferred
|
Phoenix Zone A
HG
|
0
|
0.0
|
0.0
|
|
Inferred
|
Phoenix Zone B
HG
|
1,000
|
14.5
|
0.2
|
|
Inferred
|
Phoenix Zone B
LG
|
5,000
|
1.8
|
0.2
|
|
Inferred
|
Phoenix Zone A
Basement
|
3,000
|
10.2
|
0.7
|
|
Subtotal
Inferred
|
Gryphon
|
73,000
|
1.2
|
1.9
|
|
Subtotal
Inferred
|
Phoenix
|
9,000
|
5.8
|
1.1
|
|
Total Inferred
|
82,000
|
1.7
|
3.0
|
|
|
|
Notes:
|
|
1.
CIM Definitions (2014) were followed
for classification of mineral resources.
2.
Mineral resources for the Gryphon
deposit are estimated at an incremental cut-off grade of 0.2%
U3O8 using a
long-term uranium price of USD$50 per lb, and a USD$/CAD$ exchange
rate of 0.75. The cut-off grade is based on incremental operating
costs for low-grade material.
3.
Mineral resources for the Phoenix
deposit are reported above a cut-off grade of 0.8% U3O8. Mineral resources
for the Phoenix deposit were last estimated in 2014 to reflect the
expansion of the high-grade zone. As no new drilling has been
completed at Phoenix since that time, the mineral resource
estimates for the Phoenix deposit remain
current.
4.
High-grade mineralization was capped
at 30% U3O8 and restricted
at 20% U3O8 for the A1HG
and capped at 20% U3O8for the D1HG with no
search restrictions.
5.
Low-grade mineralization was capped
at 20% U3O8 for the C1
domain with search restrictions applied to U3O8 grades greater
than or equal to 10.0% U3O8.
6.
Low-grade mineralization was capped
at 15% U3O8 for the B1, B2,
E1, and E2 domains with search restrictions applied to
U3O8 grades
greater than or equal to 10.0% U3O8 for the B1
domain and 5.0% U3O8 for the E2
domain.
7.
Low-grade mineralization was capped
at 10% U3O8 for the A1-A4,
B3-B7, C4-C5, and D2-D4 domains with no search
restrictions.
8.
Low-grade mineralization was capped
at 5% U3O8 for the D1
domain with no search restriction.
9.
Bulk density is derived from grade
using a formula based on 196 measurements from Phoenix and 279
measurements from Gryphon.
10.
A minimum mining width of 2 meters
was used.
11.
Numbers may not add due to
rounding.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
194
|
|
15
|
Mineral Reserve
Estimates
|
|
|
15.1
|
Introduction
|
A mineral reserve is
defined by the CIM within the CIM Definition Standards on Mineral
Resources and Mineral Reserves, as adopted by CIM Council on 10 May
2014, as follows:
“A Mineral Reserve is the economically
mineable part of a Measured and/or Indicated Mineral Resource. It
includes diluting materials and allowances for losses, which may
occur when the material is mined or extracted and is defined by
studies at Preliminary Feasibility or Feasibility level as
appropriate that includes application of Modifying Factors. Such
studies demonstrate that, at the time of reporting, extraction
could be reasonably justified.”
The CIM guidelines require
that only material categorized as measured or indicated resources
be considered for potential mineral reserves.
Table 15-1 summarizes the
mineral reserve estimate, of which Denison’s share is 63.3%.
The effective date of the mineral reserve estimate is September 1,
2018. Details of the estimation methodology follow.
Table
15-1. Mineral Reserve Estimate
– Wheeler River Project – September 1,
2018
|
Deposit
|
Category
|
Tonnes
|
Grade
(% U3O8) |
Million lbs U3O8
(100% Basis) |
Million lbs U3O8
(Denison 63.3%) |
|
Phoenix
|
Probable
|
141,000
|
19.1
|
59.7
|
37.8
|
|
Gryphon
|
Probable
|
1,257,000
|
1.8
|
49.7
|
31.5
|
|
Total
|
1,399,000
|
3.5
|
109.4
|
69.2
|
|
|
Notes:
|
|||||
|
1. CIM definitions (2014) were followed for
classification of mineral reserves.
|
|||||
|
2. Mineral Reserves are stated at a process plant
feed reference point.
|
|||||
|
3. Mineral reserves for the Phoenix deposit are
reported at the mineral resource cut-off grade of 0.8%
U3O8. The mineral reserves are based on the block model
generated for the May 28, 2014 mineral resource
estimate. A mining recovery factor of 85% has been
applied to the mineral resource above the cut-off
grade.
|
|||||
|
4. Mineral reserves for the Gryphon deposit are
estimated at a cut-off grade of 0.58% U3O8 using a long-term
uranium price of USD$40/lb, and a USD$/CAD$ exchange rate of
0.80. The mineral reserves are based on the block model
generated for the January 30, 2018 mineral resource
estimate. The cut-off grade is based on an operating
cost of CAD$574/tonne, milling recovery of 97%, and 7.25% fee for
Saskatchewan royalties. Mineral reserves include for
diluting material and mining losses.
|
|||||
|
5. Numbers may not add due to rounding
|
|||||
|
|
|||||
15.2
Mineral Reserve Estimate – Phoenix
|
|
15.2.1
|
Summary
|
The mineral reserve for
Phoenix is estimated at 59.7 million pounds of U3O8 with an average
grade of 19.1% over 141,000 tonnes as summarized in
Table 15-2. The mineral reserve was prepared by Woodard &
Curran Inc. based on the mineral resources prepared by RPA. The ISR
process has been designed to a level appropriate for a PFS. The
mineral reserve estimate stated herein is consistent with CIM
definitions and is suitable for public reporting. As such, the
mineral reserves can only be based on measured and indicated
mineral resources and cannot include any inferred mineral
resources. The Phoenix mineral resource does not include any
measured resource material. Indicated resources are converted
directly to probable reserves.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
195
Table
15-2. Mineral Reserve Estimate -
Phoenix
|
Category
|
Million lbs U3O8
|
Grade
|
Tonnes
|
|
Proven
|
0
|
0
|
0
|
|
Probable
|
59.7
|
19.1%
|
141,000
|
|
TOTAL
|
59.7
|
19.1%
|
141,000
|
Notes:
|
|
1.
|
CIM definitions
(2014) were followed for classification of mineral
reserves.
|
|
|
2.
|
Mineral reserves are
stated at a processing plant feed reference point
|
|
|
3.
|
Mineral reserves for
the Phoenix deposit are reported at the mineral resource cut-off
grade of 0.8% U3O8. The
mineral reserves are based on the
block model generated for the May 28, 2014 mineral resource
estimate. A mining recovery
factor of 85% has been applied to the mineral resource above the
cut-off grade.
|
For the purposes of
combining the mineral reserves at the project into one estimate,
the Phoenix mineral reserve estimate of 59.7 million pounds of
U3O8 has been converted
to an equivalent conventional reserve with both quantity (tonnes)
and quality (grade) based on the mineral resource at the cut-off
value of 0.8% U3O8 and an application
of an 85% mining recovery.
|
|
15.2.2
|
Mining Recovery
|
Mining recovery has been
included in the mineral reserve estimate and was determined through
comprehensive laboratory tests on core samples representative
through the deposit. Results from typical ISR tests, agitation
leach tests, and column leach tests gave guidance to the
recoverability of the deposit. These results were considered
against benchmarked ISR operation recoveries within the context of
comparing the grade distribution and geometry between the typical
low-grade and dispersed roll front deposit benchmarked operations
and the high-grade and concentrated Phoenix deposit. Based on this
analysis, an overall mining recovery factor of 85% has been applied
against the in situ resource.
The Phoenix orebody is
well defined and well understood, geologically. It has been drilled
to 10 m by 25 m spacings across the orebody. The genesis and
structural complexity of the orebody are well understood as well.
There are no outlying elements of the orebody requiring further
drill interrogation. No inferred resources were included in the
evaluation. For these reasons, no reductions in mineable reserves
have been made due to geological understanding.
Surface expression of the
orebody is free of incumbrancers and access to the wellfield has no
physical barriers. The orebody has been described previously as
small, compact, and well understood, with no outlying smaller
areas, and the entire orebody can readily be targeted with ISR
wells. No reduction in reserves were made for these
reasons.
|
|
15.2.3
|
Geology and Hydrogeology
|
Ground conditions
throughout the Phoenix deposit are highly variable and fractured.
Initially, the lixiviant will be expected to dissolve
mineralization rather quickly along the higher permeable zones. As
the orebody is dissolved, it is expected that permeability will
increase, allowing the lixiviant to contact continually expanding
areas of the ore zone. In zones of lower permeability, a longer
residence time may be required to allow for the lixiviant to
contact less permeable areas. Reserve reduction due to
accessibility of ore to the leaching solution has been incorporated
into the 85% mining recovery factor.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
196
Successful ISR operations
require that the orebody be below an aquitard to prevent migration
of leach fluids into the overlaying rock masses, causing both
environmental contamination as well as loss of metal and subsequent
production. The Phoenix orebody does not benefit from the presence
of such a lithological unit above it. For this reason, an extensive
ground freezing program has been designed and factored into the
project planning. This freeze curtain will anchor into the
underlaying basement rock in all directions around the orebody,
keeping fluids contained and restricting contamination of the
Athabasca sandstones. The presence of a program of this design has
eliminated the need to remove any reserves due to this
factor.
|
|
15.2.4
|
Metallurgy
|
Extensive metallurgical
testing that has been completed on the Phoenix orebody (both
conventional leach tests and ISR tests) demonstrates that the ore
is amenable to leaching via acid leach with no tested part of the
orebody demonstrating lower amenability factors. Thus, no
additional reductions in reserves were included for
leaching.
Metallurgical laboratory
test work demonstrated that precipitation recoveries of 98.5% were
achievable. Although this metallurgical recovery was considered in
determining the applicability of ISR to the Phoenix deposit, it was
not included in the mineral reserve estimate quantities as it is
stated at a process plant feed reference point. It is included in
the economic analysis.
|
|
15.2.5
|
Cut-off Grade
|
The mineral reserve
estimate uses the same cut-off grade as the mineral resource
estimate, 0.8% U3O8. This was considered
prudent given the compact geometry of the Phoenix deposit and that
ISR is not a selective mining method.
Benchmarked ISR projects
use a cut-off measured against grade thickness, in units of
%U3O8-feet. Presently, a
cut-off grade thickness of 0.3%U3O8-feet is commonly
used. This value is calculated by multiplying the vertical
thickness of the deposit and the average grade of the deposit
across that vertical section. In comparison to the Phoenix deposit,
this cut-off value is low.
The mineral reserve
cut-off grade of 0.8% at Phoenix, using the smallest vertical
geological unit in the mineral resource block model of 1.0 m,
equates to a cut-off grade thickness of 2.6%U3O8-feet. Note that the
average grade thickness of the Phoenix deposit is approximately
150%U3O8-feet. Similar to the
mineral resource cut-off grade description in Section 14.8.1, the
in situ quantity of U3O8 is not sensitive to
lower cut-off grade thicknesses less than 15% U3O8-feet.
At cut-off grades in the
range of 0.8% U3O8, the Phoenix orebody
is insensitive to cut-off grade variability, due to the high-grade
nature of this deposit.
15.3
Mineral Reserve Estimate – Gryphon
|
|
15.3.1
|
Summary
|
The mineral reserve for
Gryphon is estimated at 49.7M lbs U3O8 over 1.26M tonnes
grading 1.8% U3O8, as summarized in
Table 15-3. The mineral reserve was prepared by Stantec. The
resource block model was prepared by RPA.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
197
The mine design and
mineral reserve estimate have been completed to a level appropriate
for a PFS. The mineral reserve estimate stated herein is consistent
with CIM definitions and is suitable for public reporting. As such,
the mineral reserves are based on measured and indicated mineral
resources, and do not include any inferred mineral resources. The
Gryphon block model did not include any measured resource material.
Indicated resources are converted directly to probable reserves.
The inferred resources contained within the mine design are
classified as waste.
Table
15-3. Mineral Reserve Estimate -
Gryphon
|
Category
|
Tonnes
|
Grade
(% U3O8) |
Million lbs U3O8
|
|
Proven
|
0
|
0.0
|
0
|
|
Probable
|
1,257,000
|
1.8
|
49.7
|
|
TOTAL
|
1,257,000
|
1.8
|
49.7
|
Notes:
|
|
1.
|
CIM definitions
(2014) were followed for classification of mineral
reserves.
|
|
|
2.
|
Mineral reserves are
stated at a processing plant feed reference point
|
|
|
3.
|
Mineral reserves for
the Gryphon deposit are estimated at a cut-off grade of 0.58% U3O8
using a long-term uranium
price of USD$50/lb and a USD$/CAD$ exchange rate of 0.80. The
mineral reserves are based on
an operating cost of $574/tonne, milling recovery of 97%, and 7.25%
fee for Saskatchewan royalties. Mineral reserves include for diluting
material and mining losses.
|
|
|
15.3.2
|
Mining Recovery
|
The mining recovery used
in the mineral reserve estimate was determined through two
means:
|
|
●
|
Planned mining recovery (recovery by design);
and
|
|
|
●
|
Mining recovery (recovery due to operational
losses).
|
As part of automatic
generation of stopes shapes, an initial mining recovery was
established that excludes the portion of block model cells which
are located outside of the designed stope and development shapes. A
mining recovery factor of 95% (based on benchmark mining recovery
data) is applied on the tonnage of material reported inside the
designed shapes.
|
|
15.3.3
|
Mining Dilution
|
The dilution used in the
mineral reserves estimation was incorporated through two
means:
|
|
●
|
Internal dilution (dilution by design); and
|
|
|
●
|
External dilution (dilution by over break and by
loading/mucking).
|
Internal dilution refers
to the part of low-grade and/or waste material incorporated during
the stope design process, in which portions of waste blocks were
incorporated inside the shape of stopes. This material is
considered as dilution sourced by the design process. The average
internal dilution for Gryphon is 39.5%.
Geometry of the
mineralized zone, mining method applied, operational conditions,
geomechanical characterization, and presence of water contributes
to the amount of over break material outside of the designed stopes
limits that will be mined with the stope. This material is
considered as dilution by over break. Wireframe shells were
produced to estimate the grade of the over break
material.
After the blasting process
and as part of loading and hauling, some material from external
sources is incorporated with the mineralized rock. This material is
considered as dilution by loading and is mainly sourced from
backfill adjacent to blasted rock and from shotcrete located in the
undercuts. This combined dilution is also called external dilution
and is estimated at 20.0% for Gryphon with a grade of 0.43%
U3O8 (a combination of
over break material and backfill/waste rock). The unplanned
dilution grade is estimated using Datamine 5D Planner Mineable
Shape Optimizer Routine at 0.4 m over break on each the hangingwall
and footwall.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
198
|
|
15.3.4
|
Cut-off Grade
|
The mineral reserve was
estimated based on a breakeven cut-off grade (COG) of 0.58%
U3O8. The COG was
estimated using the parameters shown in Table 15-4.
Table
15-4. Mineral Reserve Cut-off
Grade Estimation - Gryphon
|
Item
|
Value
|
Unit
|
|
Mine Operating
Cost
|
$150
|
$/t
|
|
Sustaining Capital
Cost
|
$0
|
$/t
|
|
G&A
Costs
|
$99
|
$/t
|
|
Surface Transportation
Cost
|
$50
|
$/t
|
|
Mill Operating
Cost
|
$275
|
$/t
|
|
Total Cost
|
$574
|
$/t
|
|
|
||
|
Unplanned
Dilution
|
20
|
%
|
|
Unplanned Dilution
Grade
|
0.43
|
%
|
|
|
||
|
Uranium
Price
|
50.00
|
CAD/lb
|
|
|
||
|
Royalties
|
7.25
|
%
|
|
Mill
Recovery
|
97
|
%
|
|
Cut-off - Mill Feed
Grade
|
0.58
|
%
|
Source: Stantec –
Cut-Off Grade Analysis for Gryphon Deposit memo dated March 13,
2018
|
|
15.3.5
|
Mining Block Shapes
|
Stantec used Mineable
Shape Optimizer (MSO) software to produce stope shapes based on an
in situ cut-off grade of 0.61% U3O8 (with external
dilution, the cut-off grade would reduce to 0.58% U3O8) and practical
design criteria. Only stope shapes with an average diluted
U3O8 grade greater than
the estimated COG (0.58%) were considered in the Mineral
Reserve.
Parameters used to define
stope shapes are summarized in Table 15-5.
Table
15-5. Stope Design Parameters -
Gryphon
|
Stope Design Parameter
Values
|
|
|
Stope Height
Maximum
|
15 m
|
|
Stope Height Minimum
(uppers)
|
7.5 m
|
|
Stope Length Maximum
(along strike)
|
20 m
|
|
Stope Length
Minimum
|
10 m
|
|
Stope Width Maximum (FW
to HW)
|
100 m
|
|
Stope Width
Minimum
|
3 m
|
|
Minimum
Dip
|
50°
|
|
Minimum Waste
Pillar
|
2.5 m
|
Stope height and length
define the minimum design shape. The minimum width is determined by
minimum dimensions required to adequately operate the equipment to
achieve the mining cycle, and the maximum width is used to define
stope shapes from footwall to hangingwall.
In the case where a
maximum width is designed which is greater than geomechanical
constraints permit, additional stopes will be designed, called
“panels”, to maximize resource recovery.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
199
|
|
16
|
Mining
Methods
|
|
|
16.1
|
Summary
|
This mining study is based
on utilization of ISR recovery for mining of the Phoenix deposit
and underground longhole stoping of the Gryphon deposit. After
strategic evaluation of the mining options, Denison has planned to
initiate the Phoenix development first, followed by Gryphon. The
advantages for this development sequence include:
|
|
●
|
Lower initial capital costs;
|
|
|
●
|
Shorter timeframes to production;
|
|
|
●
|
Attractive project economics at current market
prices, allowing development to occur immediately;
|
|
|
●
|
Generation of cashflow from Phoenix production will
reduce or eliminate need for external financing for Gryphon deposit
development and construction; and
|
|
|
●
|
Provision of additional time for optimization of
Gryphon mineral processing designs and/or negotiation of toll
milling commercial agreements.
|
The life of mine
production for the Wheeler River property is expected to be 14
years for the recovery of both deposits, providing a total of 109.4
million pounds of U3O8. Phoenix production
duration is 11 years and provides a steady state production rate of
6.0 million pounds of U3O8 per year. Gryphon
production duration is seven years, overlapping with Phoenix
production ramp down, and provides a steady state production rate
of 9.0 million pounds of U3O8 per
year.
|
|
16.1.1
|
Phoenix Deposit
|
In 2016, Denison completed
a preliminary economic analysis of the Phoenix deposit based on the
application of an underground jet boring system (JBS), similar in
nature to the technology applied at the Cigar Lake mine. In order
to ensure a conservative and viable evaluation for the PEA, Denison
only allowed for the application of proven mining methods. The goal
was to provide a base case evaluation without the added risk of new
technologies or innovations.
The PEA evaluation
identified several significant disadvantages for the JBS mining
method:
|
|
●
|
Significant capital expenditures: Extraction using
JBS would require the development of at least one separate
ventilation raise from surface to underground, development of a 3
km long access drift from Gryphon to Phoenix, development of
underground infrastructure at Phoenix, and establishment of a
freeze curtain around the deposit.
|
|
|
●
|
Significant time to development: Development of the
above-mentioned ventilation raise, access drift, and freeze curtain
was expected to require 5-6 years to complete.
|
|
|
●
|
Limited production: JBS is currently able to
produce ~10 t/hr at Cigar Lake.
|
|
|
●
|
High operating cost: Due to the nature of the
mining cycle and underground mining operations, operating costs
were estimated in the PEA at ~$29/lb U3O8.
|
|
|
●
|
High technical risk: Development of JBS for Cigar
Lake required an extensive period of time to complete. Furthermore,
during site development, several catastrophic events occurred
related to these technical challenges that further extended
development timelines and increased costs.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
200
Despite the high-grade
nature of the Phoenix deposit, extraction using JBS technology did
not achieve the financial results targeted by Denison. As a result
of the PEA analysis, Denison initiated a broader evaluation and
assessment of potential extraction technologies which included
those from other mining industry partners, civil applications, and
the oil and gas industry, among several others. In all, a total of
32 potential extraction techniques were evaluated over the course
of two years. The final two preferred technologies were advanced
into a PFS level assessment, with Denison selecting ISR as the
preferred mining method.
ISR mining has become a
standard uranium production method, following early adaptation and
use in the 1960s. Its application to amenable uranium deposits in
certain sedimentary formations has grown owing to competitive
production costs and low surface impacts. ISR operations are found
in a number of countries, including USA, Australia, Kazakhstan,
Uzbekistan, and India. In 1997, the ISR share in total global
uranium production was 13%, and by 2011, it had grown to 46%. ISR
mining is expected to remain a major uranium production method into
the future. There has been continual development and improvement of
ISR techniques, particularly in the two decades since the IAEA
published the Manual of Acid In Situ Leach Uranium Mining
Technology, IAEA-TECDOC-1239.
In an ISR operation, the
mining solution is pumped through the underground orebody to
dissolve the minerals. After dissolution, the solution (now
referred to as the pregnant solution) is recovered and pumped to
surface. Once on surface, the solution is transported to a
processing plant and the uranium is recovered in much the same way
as in any other uranium mill. As a result of this mining approach,
there is minimal surface disturbance, no tailings, and minimal
waste rock generated.
Benefit of ISR operations
include:
|
|
●
|
Established safety practices and procedures to
ensure health and safety of workers.
|
|
|
●
|
Minimal environmental impacts, including low noise,
dust, and air emissions, low water consumption levels, minimal
surface disturbance, and full rehabilitation of the area.
|
|
|
●
|
Ability to scale production up or down to meet
market demands.
|
|
|
●
|
Insensitivity to ore grades (i.e. lixiviants will
dissolve the uranium at any grades).
|
|
|
●
|
Low initial capital costs and short timeframe to
production.
|
|
|
●
|
Low operating costs.
|
For a deposit to be
considered viable for ISR extraction, it must have three general
characteristics:
|
|
1.
|
Mineralization must be located in permeable ground
to allow the mining solution (i.e. lixiviant) to interact with
the uranium mineralization.
|
|
|
2.
|
Mineralization must be readily dissolvable by the
mining solution.
|
|
|
3.
|
Mineralization must be confined to the resource by
either natural geological features (i.e. impermeable clay or
other geological formations) or by artificial means (i.e. pumping,
freeze walls). This is done for a variety of reasons,
including:
|
|
|
a.
|
Maximizing recovery of the mineralization once the
uranium is dissolved into solution by preventing outflow of the
pregnant solution into the regional groundwater.
|
|
|
b.
|
Minimizing the dilution of the lixiviant with
regional groundwater and avoidance of higher treatment costs to
recover the uranium.
|
|
|
c.
|
Minimizing the potential for environmental
damage.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
201
The ISR approach at
Phoenix meets all of these parameters. It is important to note
that, traditionally, grade of the mineralization is not a key
criterion to determine applicability of an ISR operation. Grade
will naturally impact the economic viability of the deposit, but it
has limited bearing on the applicability of ISR for low-grade
conventional ISR operations.
While the planned
extraction for the Phoenix deposit meets the key parameters, there
are important differences between conventional ISR operations and
that envisioned for the Phoenix deposit. In conventional ISR
operations, containment is typically completed using natural
impermeable layers in the geological strata and/or by creating a
natural drawdown of the water table towards the ore zone (i.e.
pumping out more solution than injecting). At Phoenix, there is a
natural impermeable layer below the deposit, but the ground is
otherwise hydraulically connected to the regional groundwater
throughout the Athabasca Basin. Due to the high-water flows and
movements through the deposit and sandstone, creating a depression
in the water table was estimated to be impractical. Therefore, in
order to contain the lixiviant to within the mineralized zones, an
artificial freeze wall will be established surrounding the deposit.
Freezing technology and methodologies are well established
throughout the world and in the Athabasca Basin.
A second difference is the
ability for mining solutions to permeate the ore zone. In
conventional ISR operations, the geology of the ore zones is
required to be relatively homogeneous in terms of permeability to
allow the lixiviant to come into contact with the low grade (ppm
levels) of uranium mineralization spread throughout the deposit.
Conventional deposits grade in the ppm and as a result, mass and
volume loss of the mineralization ground during dissolution of the
orebody is not a factor to be considered. Conversely, the Phoenix
deposit does not have homogeneous permeability. The geology of the
deposit is highly variable, with severe fracturing, broken and
desilicified sands, and zones of high clays and high-grade uranium
metals. With zones grading upwards of 40% U3O8, the resulting loss
of mass and volume of the uranium will be significant to the
operation, especially since permeability is expected to increase as
the orebody is dissolved during the mining process.
A third major difference
is the concentration of the lixiviant once it has dissolved the
uranium. In conventional ISR operations, soluion mill feed
concentrations are in the mg/L levels. This requires the use of ion
exchange or solvent extraction processing equipment to concentrate
the uranium to allow for the efficient precipitation and packaging
of the final product. To meet annual production requirements, the
volume of solution to be processed to recover the uranium is quite
large. Conversely, due to the high-grade nature of the Phoenix
deposit, laboratory test work has demonstrated that concentrations
of the solution have been consistently above 10 g/L and as much as
27 g/L. At this level of concentration, much smaller volumes
of solutions are required to be processed for an equivalent
production level. As a result, direct precipitation of the uranium
is viable, which eliminates the need for ion exchange or solvent
extraction circuits. Capital costs are reduced, as are personnel
and reagent consumption costs during operations. Thus, operations
are streamlined, and operating costs are much lower.
Finally, the last major
difference is the lack of limitations that are faced by
conventional ISR operations. Due to the nature of the
mineralization formation (i.e. roll front deposits), the
mineralization is typically spread out over several kilometers. The
low-grade nature of the deposit combined with drill hole spacing,
reagent consumption, and surface piping and pumping for
distribution systems all contribute to creating economic thresholds
which impact the viability of some deposits. Conversely, at
Phoenix, the mineralization is confined to a relatively small area
(~1 km x 50 m) with a readily leachable
mineralization. As a result of the smaller surface area,
infrastructure costs (i.e. drill hole spacing, reagent consumption,
and surface piping systems) are reduced compared to conventional
ISR operations to the point where it is immaterial to the overall
economics of the deposit.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
202
|
|
16.1.2
|
Gryphon Deposit
|
The extraction strategy
for Gryphon has not changed from the 2016 PEA. The planned mining
method for Gryphon is conventional longhole stoping with backfill.
Longhole stoping is a widely used conventional mining method used
in both the Canadian uranium industry as well as in the broader
mining industry in base metals, gold, and other
commodities.
Access to the Gryphon
deposit will be established through two shafts. The primary shaft
will provide for movement of personnel and supplies, ore/waste
hoisting, and fresh air to the underground operations. The second
shaft will be solely for exhaust air and secondary egress. Both
shafts will be excavated through blind boring methods. Blind bored
shafts have been selected for vertical access in favour of typical
full-face shaft sinking with cover grouting or freeze curtain
protection. Blind bored shafts offer more competitive costs and
construction schedules, and a reduced risk profile while sinking
through saturated ground conditions. A composite steel/concrete
liner will be installed over the full length of the shaft and
grouted into basement rock.
In the underground
operation, initial underground development will focus on
establishment of permanent infrastructure and flow through
ventilation between the main shaft and the exhaust shaft. Most of
the permanent infrastructure will be located on the 500 m level,
the level of the main shaft station. Following this, development
priorities will be to establish access to the E series lense (E
Zone), which provides early opportunity for ore production and
waste rock storage (in mined out stopes). As mining is initiated in
the E Zone, ramp development will continue to provide access to the
remainder of the ore zones.
Ore will be hoisted to
surface and transported to the McClean Lake mill for processing. A
two-year ramp-up to full production is allowed for, with the full
production rate set at 9 Mlbs/year.
|
|
16.2
|
Hydrogeology
|
Groundwater flow at the
project is fracture controlled and defined by two primary
hydrogeological units. The shallowest, a regionally extensive
sandstone and conglomerate dominated formation known as the
Athabasca Group, unconformably overlies a Crystalline Basement
composed of metasedimentary and granitoid gneisses. Secondary
permeability (i.e. fractures, bedding planes, and joints) is
anticipated to be the primary component for groundwater flow in
both units.
Horizontal groundwater
levels and gradients are consistent with major regional lakes,
which generally flow in an easterly direction. Lakes likely act
hydraulically as flow through features, dominating the overall
groundwater flow system and keeping the water table near or at the
ground surface. No measurable vertical gradients are observed at
the deposits, with deep vibrating wire piezometers displaying water
levels near or at regional lake levels. Global recharge estimates
near the Wheeler River site suggest a mean recharge from
precipitation of 2.4% of the mean annual
precipitation.
|
|
16.2.1
|
Field and Lab Test Work
|
Hydrogeological
investigations have been ongoing in the field and in laboratories
since 2014. Packer, open hole, and cross hole tests have been
completed in conjunction with exploration drilling programs at both
deposits. As well, permeability tests have been completed on
sections of available competent core within the Phoenix deposit.
Open hole water level surveys have been completed across the site
in 2015 and 2017.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
203
The hydraulic conductivity
related field and lab test work data is summarized in Table
16-1.
Table
16-1. Hydraulic Conductivity
Related Data Set
|
Deposit
|
Test Type
|
Location
|
Number of Tests
|
|
Phoenix
|
Field -
Packer
|
Sandstone
|
11
|
|
Unconformity
|
6
|
||
|
Basement
|
15
|
||
|
Field - Open
Hole
|
3
|
||
|
Lab -
Permeability
|
Unconformity
|
11
|
|
|
Total Phoenix
|
46
|
||
|
Gryphon
|
Field -
Packer*
|
Sandstone
|
54
|
|
Unconformity
|
12
|
||
|
Basement
|
62
|
||
|
Field - Open
Hole
|
8
|
||
|
Field – Cross
Hole
|
4
|
||
|
Total Gryphon
|
140
|
||
|
*Includes 34 packer
tests completed within production shaft pilot hole
|
|||
|
|
16.2.2
|
Hydrogeological Properties
|
Water
Levels
From the open hole water
level survey results, horizontal gradients are consistent with the
major regional lakes with water levels near or at the ground
surface (500 to 520 MASL). Near the Phoenix deposit, groundwater
flow is found to be north-easterly, while Gryphon is relatively
stagnant, indicating a flat water table between the major nearby
lakes (Figure 16-1). The close proximal match of water levels with
regional lakes indicates that groundwater flow is likely controlled
by the regional lakes, which act as sources and discharge zones
(i.e. subsurface flow through lakes).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
204
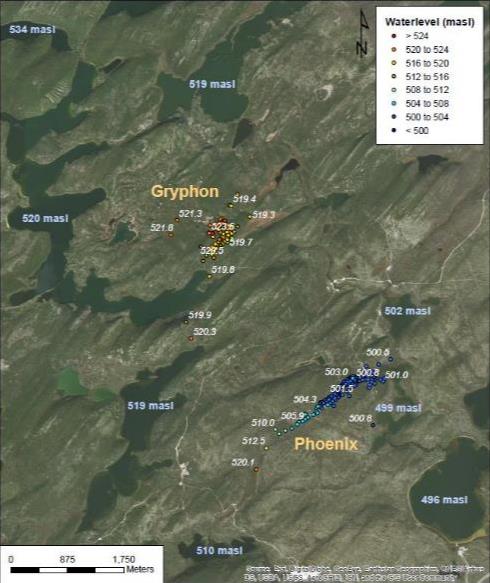
Figure
16-1. Open Hole Groundwater
Levels Compared to Regional Lakes
Phoenix
Test Work Results
The hydraulic conductivity
test results can be summarized as follows (Figure
16-2):
|
|
●
|
Six field packer tests completed at the
unconformity – hydraulic conductivity values (K values)
ranged from 1.26x10-10 m/s to
7.41x10-5 m/s.
|
|
|
●
|
Eleven lab permeability tests completed on
competent exploration diamond drill
core – K values ranged from
9.37x10-11
m/s to 1.23x10-6 m/s.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
205

Source: SNC-Lavalin–
Uranium Core Hydraulic Conductivity Testing dated July 6, 2018
(Permeability – 2018)
Source: SRK– Flow Rate
Predictions for Proposed Phoenix In-Situ Recovery Wheeler River
Project dated June 2018
Figure
16-2. Phoenix Hydraulic
Conductivity Data Near Unconformity
Phoenix
Numerical Modelling
Numerical groundwater
modelling has been completed using the modelling software FEFLOW to
understand the sensitivity of ISR wellfield design and operating
practice on fluid flow. The SRK modelling report, titled Flow Rate
Predictions for Proposed Phoenix In-Situ recovery, Wheeler River
Project dated June 2018, is summarized below.
A two-dimensional model
was created that was bound by geological outline of the defined
mineral resource in the A Zone. This simplified approach was used
based on the assumption that the freeze cap, to be established
above the deposit and the crystalline basement below the deposit,
would be effectively impermeable. Homogenous K values were assigned
to the model and incrementally increased by roughly half an order
of magnitude to determine the effect of K on flow rates. The lab
permeability test work was used as a lower boundary for the average
K values modelled.
As well, the well cluster
(a single unit of injection and recovery wells) geometry, number of
active well clusters, well spacing, and pressure differential
between injection and recovery wells were varied to determine their
effect on flow rates.
The following
relationships were concluded from the modelling:
|
|
●
|
A hexagonal well cluster geometry (a unit of six
perimeter injection wells with a single central recovery well)
provided greater flow rates than a square well cluster geometry (a
unit of four perimeter injection wells with a single central
recovery well).
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
206
|
|
●
|
The number of active well clusters has a
proportional effect on flow (i.e. two active well clusters will
result in twice as much flow).
|
|
|
●
|
Well spacing demonstrated an inverse, quasi-liner
relation (i.e. halving the well spacing resulted in a 30% increase
in flow).
|
|
|
●
|
The pressure differential between injection and
recovery wells has a proportional effect on flow.
|
Based on the ISR operating
assumptions being used for the purposes of the PFS, where 10 active
hexagonal well clusters at a well spacing of 10 meters and pressure
differential of 1 MPa, the target flow rate of 500 L/minute will
require a K value of approximately 1 x 10-6 m/s (Figure
16-3).
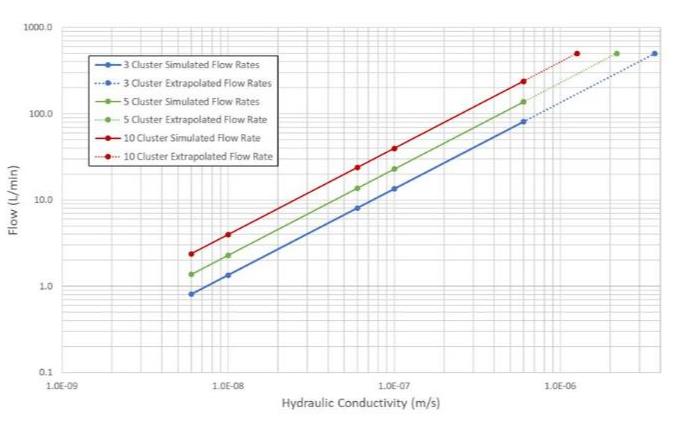
Figure
16-3. Effect of Hydraulic
Conductivity and Number of Active Well Clusters on
Flow
Gryphon
Test Work Results
The K values in the
Gryphon deposit area plotted against depth are summarized in Figure
16-4. On average, interpreted K values are typical of fracture rock
systems, ranging between 1 x 10-11 and
3 x 10-5 meters/second
(m/s), with a geometric mean of 3 x 10-8 m/s and a
log-transformed standard deviation of 1.6 orders of magnitude.
Subdivision of hydraulic tests into the two primary geological
units, sandstone and basement (Figure 16-5), indicate:
|
|
●
|
Sandstone geometric mean of 8 x 10-8 m/s with a
log-transformed standard deviation of 1.4 orders of
magnitude.
|
|
|
●
|
Basement geometric mean of 6 x 10-9 m/s with a
log-transformed standard deviation of 1.3 orders of
magnitude.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
207
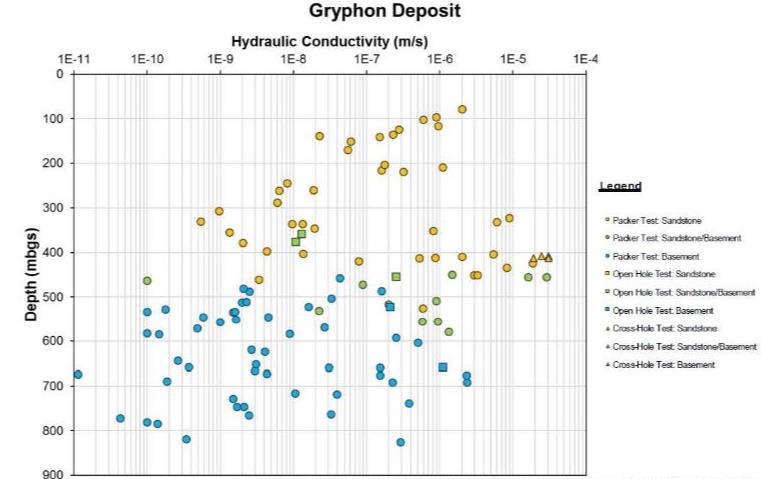
Figure
16-4. Gryphon Hydraulic
Conductivity vs Depth

Figure
16-5. Gryphon Packer Test Summary
Statistics
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
208
Gryphon
Numerical Modelling
Numerical groundwater
modelling has been completed using the modelling software FEFLOW
based on the available hydrogeological data to estimate mine water
inflow rates to the proposed underground mine. Inflow rates were
estimated using stochastic simulation techniques with the hydraulic
conductivity varied based on field testing to date. The SRK
modelling report titled Flow Rate Predictions for Proposed Gryphon
Underground Mine, Wheeler River Project dated April 2018 is
summarized below.
The groundwater model
encompassed the potential catchment area for the Gryphon deposit,
based on surface drainage patterns and regional lakes, covering a
total area of 475 km2 and the base of
the model was set at a constant depth of 2,900 meters below
surface. The finite element mesh that made up the model was
composed of approximately 94,000 nodes.
Mine water inflow was
estimated using Monte Carlo techniques, where the hydraulic
conductivity of individual model elements was randomly varied given
the K value distributions illustrated in Figure 16-5 using a
method that considered the spatial similarity of hydraulic
conductivity over distance.
The production and
ventilation shafts were assumed watertight and thus excluded from
the model.
Additional sensitivities
scenarios were completed to explore the influence of cover grouting
during development. These scenarios look at potential inflow
reduction if effective grouting is carried out in the upper parts
of the mine as development occurs. The grouting was assumed to be a
meter thick and reduce hydraulic conductivities to 1 x
10-9
m/s.
In total, 1,000 unique
realizations of the model were used to estimate the uncertainty in
mine inflow predictions. The results suggest a median
(50th
percentile) inflow of 430 m3/hr. Summary
statistics for various mine water inflows are tabulated in Table
16-2. The presented percentile statistics represent best estimates
of the probability of inflow non-exceedance and were used to
determine mine planning parameters (i.e. a P90 suggests that, given
the constraints of the model, there is a 90% probability that the
actual inflows to the Gryphon underground will be less than the P90
value).
Table
16-2. Estimated Mine Inflow
Rates
|
Statistic
|
Statistical Abbreviation
|
Estimated Inflow Rate (m3/hr)
|
|
|
Base Model
(no grouting) |
Grouting
(K = 1 x 10-9 m/s, thickness = 1.0 m) |
||
|
Median (50th
Percentile)
|
P50
|
430
|
170
|
|
90th
Percentile
|
P90
|
580
|
200
|
|
99th
Percentile
|
P99
|
730
|
220
|
Source: SRK – Inflow
Predictions for Proposed Gryphon Underground Mine – Wheeler
River Project dated April 2018.
Gryphon
Uncontrolled Inflow
Another risk when mining
in the basement, but in proximity to the unconformity in the
Athabasca Basin, is an uncontrolled high inflow from back
instabilities and ‘chimneying’ into the overlying
sandstone. The numerical model cannot estimate this flow. However,
a review of high inflow events from existing mines in the Athabasca
Basin suggests that the highest inflow risks are associated with
roof collapse on underground workings, and subsequent catastrophic
“chimneying” into the Athabasca sandstone. Such events
at the McArthur River and Cigar Lake mines resulted in inflow rates
of 800 m3/hr (Liu et al.,
2008), and 1,000-1,500 m3/hr (Bashir and
Hatley, 2012), respectively.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
209
|
|
16.3
|
Geotechnical
|
A prefeasibility level
geotechnical evaluation has been completed to assess and
characterize the rock mass conditions at the Gryphon deposit for
the proposed underground mining. As it is proposed that the Phoenix
deposit be mined via ISR methods, geotechnical analysis was not
included in the PFS.
The critical geotechnical
aspects that typically require consideration for the Athabasca
Basin uranium deposits that are applicable to the Gryphon deposit
include:
|
|
●
|
Proximity to the regional unconformity and
potential for high pressure and large volumes of water associated
with the Athabasca sandstone.
|
|
|
●
|
Presence of major structures with potential for
poor ground conditions or hydraulic connection to aquifers within
the Athabasca sandstone.
|
|
|
●
|
Rock mass conditions and weakening clay alteration
of basement rocks from mineralizing events.
|
|
|
●
|
Rock mass conditions in infrastructure areas.
|
|
|
16.3.1
|
Geological, Structural, and Alteration Models
|
The basement geologic
units from the hangingwall (HW) to the footwall (FW) include
(Figure 16-6):
|
|
●
|
Pelitic gneiss in the area of the shafts and
off-shaft infrastructure and ramp.
|
|
|
●
|
Pelitic gneiss and pegmatite in the area of the
upper ramp.
|
|
|
●
|
Graphitic pelitic gneiss for most capital ramp and
orebody access development.
|
|
|
●
|
Underlying the hangingwall graphitic pelitic gneiss
(“Upper Graphite”) is quartzite
(“Quartz-Pegmatite Assemblage”).
|
|
|
●
|
Hangingwall mineralization is located in the
contact area between the quartzite (“Quartz-Pegmatite
Assemblage”) and graphitic pelitic gneiss (“Upper
Graphite”).
|
|
|
●
|
Footwall mineralization is located in the graphitic
pelitic gneiss (“Lower Graphite”) and pegmatite
(“Basal Pegmatite”).
|
|
|
●
|
Unconformity is underlain by a paleoweathered zone,
grading to fresh basement.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
210
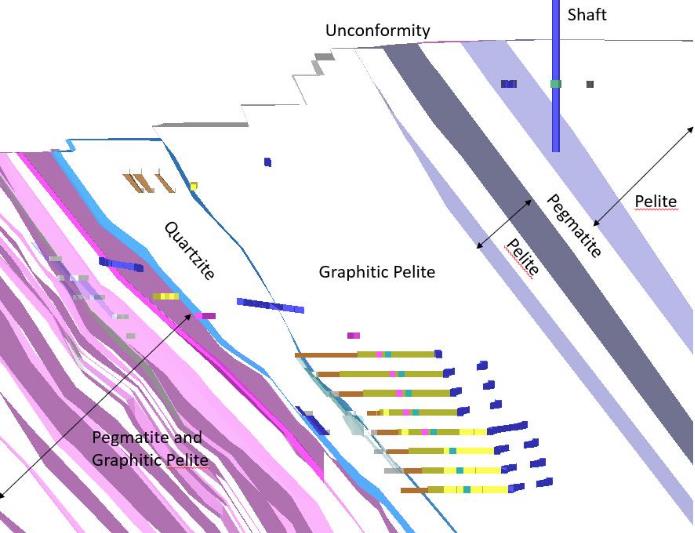
Figure
16-6. Gryphon Simplified
Geological Section (also shows the location of mine design
features)
Gryphon’s structural
setting is characterized by a series of thrust faults displacing
the unconformity upwards to the southeast in multiple steps. These
structures are generally located at the contact between relatively
less competent graphitic pelitic gneisses and more competent
quartz-pegmatites, pegmatites, and pelitic gneiss units. The faults
are brittle in nature and can be described as a combination of
cataclasites and gouges with intervals of blocky and friable core.
The most significant structures occur at the contact of the upper
graphite with the overlying pelitic gneisses and at the base of the
Upper Graphite in contact with the underlying Quartz-Pegmatite
Assemblage. These structures are termed the Offset Fault and
Graphitic Fault (G-Fault), respectively (Figure 16-7). As
well, there are several fault interpretations cross-cutting the ore
zone, NE, EW, and WNW faults, as shown in plan in Figure
16-8.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
211

Figure
16-7. Typical Section of Major
Structures at Gryphon
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
212
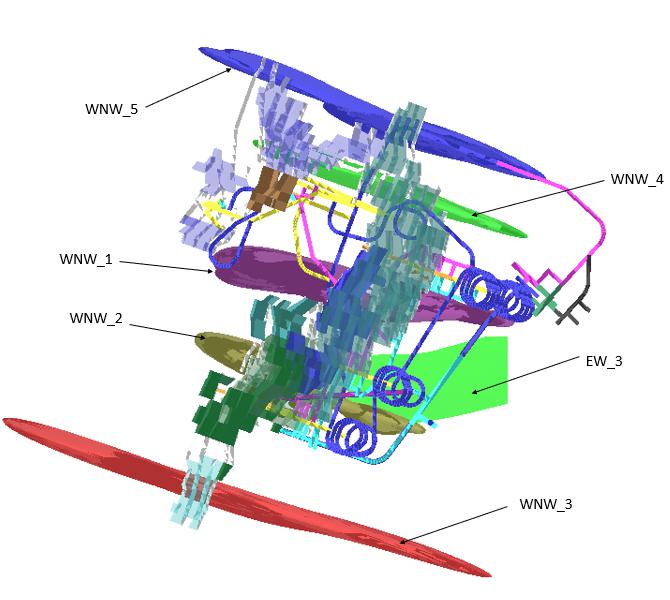
Figure
16-8. Plan of Cross-cutting Fault
Zones
There are currently 36
interpreted fault structures. Typically, the faults are discrete
and limited to approximately 1 meter in maximum width. General
geotechnical conditions associated with some of the prominent
faults include:
|
|
●
|
The Offset Fault and associated splays occur
between the shaft and the deposit and thus the ramp between the
shaft and deposit must cross these faults. The mine design avoids
the faults where conditions are interpreted to be worst and
widest.
|
|
|
●
|
The main G-Fault is likely to have the most impact
on stoping, due to expected poorer quality conditions when
intersecting the ore zone.
|
|
|
●
|
The five interpreted cross-cutting fault zones
(WNW-1 to WNW-5) intersect perpendicular to the strike of
mineralization along the deposit. From core logging data, the
maximum fault damaged horizontal width has been estimated at
approximately 5 meters (SRK 2017). The areas of poorest ground are
predicted in WNW_1, between WNW_1 and WNW_2, and WNW_3. The
conditions associated with these areas have been considered in the
geotechnical analysis; impacts, but are likely to be local, on a
single stope scale or less.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
213
|
|
●
|
Fault EW_3, intersected by shaft hole WR-695,
indicates good quality rock mass conditions and relatively low
hydraulic conductivity.
|
|
|
●
|
Core logging data suggests the EW_4, EW_5, and NE
faults are not anticipated to have a material impact on
mining.
|
A conceptual alteration
model is depicted in Figure 16-9. This aids in understanding the
areas impacted by hydrothermal alteration and the type and relative
intensity of alteration.

Figure
16-9. Gryphon Alteration
Conceptual Model
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
214
|
|
16.3.2
|
Rock Mass Characterization
|
The general rock mass
characteristics by lithology from HW to FW are as
follows:
|
|
●
|
Pelitic Gneiss is a foliated, fine grained, strong
to very strong rock (average 70 MPa), with an RMR >60 (good to
very good). It is interpreted to be semi-massive to blocky with
favorable joint conditions. It has a strength anisotropy depending
upon load orientation with respect to the foliation.
|
|
|
●
|
Pegmatite is medium to coarse grained and massive
to semi-massive. It is strong to very strong (50-100+ MPa) with an
RMR >60, classified as a good to very good rock mass.
|
|
|
●
|
Graphitic Pelitic Gneiss in the immediate stope HW
(Upper Graphite). It has an approximate intact strength between
<5 (rarely) and (mostly) 50 MPa with an average RMR of 60. The
minimum lab tested strength is 12 MPa, but locally strengths are
estimated to be lower. It has a strength anisotropy depending upon
load orientation with respect to the foliation.
|
|
|
●
|
Quartz Pegmatite Assemblage is approximately 20+
MPa higher in strength than the Upper Graphite with an average RMR
~65. It has a strength anisotropy depending upon load orientation
with respect to the foliation.
|
|
|
●
|
A “Paleoweathered Zone”, generally from
3 m to 10 m thick, is superimposed on the crystalline rocks and
occurs immediately below the unconformity. This zone is of
significantly poorer quality than unaltered basement rock (RMR
<40). At the production shaft location (WR-695), this zone has
an approximate RMR of 60 and intact rock strength averaging 35 to
40 MPa.
|
For predicting rock mass
behavior and identifying potential failure mechanisms, it is
important to characterize the rock mass considering several
factors:
|
|
●
|
Geology/mineralogy (clay content and susceptibility
to rock mass degradation upon exposure; friability and rock mass
“durability”).
|
|
|
●
|
Fabric/foliation (strength anisotropy,
“fabric or foliation strength”).
|
|
|
●
|
Discontinuities (frictional characteristics,
orientation, block size/shape).
|
|
|
●
|
Intact strength and discontinuity mechanical
properties (point load testing and lab testing).
|
|
|
●
|
Quantitative rock mass classification
(RMR/Q).
|
|
|
●
|
Groundwater conditions.
|
|
|
●
|
Pre-mining in situ stress regime.
|
The primary concern with
the intensity of clay alteration is its impact in reducing the rock
mass strength and its tendency to degrade over time from exposure
to the elements. The stopes and immediate access development will
commonly be within this alteration halo, to varying intensities.
This halo can be considered as a geotechnical domain, overprinting
lithological contacts.
The basement rock within
the deposit area varies between massive to very blocky, intensely
foliated to disintegrated at discrete fault locations. There is an
increase in joint density (decreasing block size) in connection
with major structural features and alteration/weathering. The
frictional characteristics of discontinuities are poorer in
proximity to lithologic contacts, major structural features,
hydrothermal alteration/mineralization, and
paleoweathering.
There is a dominant
foliation which results in an anisotropic strength and is dependent
on the load orientation to foliation. Point load test (PLT) and lab
test samples have been loaded parallel thru perpendicular to
foliation. Most of the PLT has been diametral and more tests have
been performed parallel and sub-parallel to foliation versus
perpendicular. There is a marked decrease in unconfined compressive
strength within the graphitic pelitic gneiss versus any other major
lithology, averaging 50 MPa versus 70+ MPa for most of the other
units. The PLT data has been summarized in
Table 16-3.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
215
Table
16-3. 2018 Point Load Testing
Program
|
Lithology
|
Equivalent UCS (MPa)
|
Min - Max (MPa)
|
No. Samples
|
|
Pelitic
Gneiss
|
79
|
1-287
|
192
|
|
Pegmatite
|
101
|
5-240
|
143
|
|
Graphitic Pelitic
Gneiss
|
49
|
0-173
|
272
|
|
Quartzite
|
73
|
9-167
|
31
|
|
Pelitic
Quartzite
|
183
|
31-208
|
17
|
|
Garnetiferous
Pelite
|
57
|
0-201
|
66
|
|
Psammite
|
79
|
15-153
|
12
|
|
Corderirite
Pelite
|
79
|
16-183
|
10
|
|
Basement
Axial
|
66
|
2-181
|
129
|
|
Basement
Diametral
|
82
|
-
|
9,528
|
Geotechnical logging of
all exploration drilling has been continuous since 2015, which
includes over 150,000 meters of drilling on approximately 25 meter
by 25 meter spacing. A full suite of standardized rock mass
classification parameters has been logged, including RQD, intact
rock strength, fracture count, joint count, friability index, joint
roughness, joint weathering, joint aperture, etc.
Laboratory testing was
completed in 2016, 2017, and 2018. Valid lab test results have been
used in the geotechnical analysis, to inform intact rock properties
and help with the assignment of rock mass properties for
analysis.
Rock mass quality
throughout the Gryphon deposit typically ranges from predominantly
“FAIR” to “GOOD” using established rock
mass classification terminology (RMR and Q-Systems). Within the
basement units, the intact rock strength can vary between R0 (very
weak) to R5 (very strong). ‘Typical’ fresh basement is
classified as strong rock (R3, 50-100 MPa). Rock mass
classification ranges (RMR and Q’) were generated as outlined
in Table 16-4. These ranges are considered to represent
‘typical’ conditions encountered at Gryphon. They are
also informed by compositing the RMR data set within each 3D
geological unit and clay alteration model to assess the statistical
RMR distribution within each unit. The stope shapes themselves were
also composited as a final check to the suitability of the RMR
design ranges.
Table
16-4. Rock Mass Classification
Design Inputs
|
Mine Domain
|
RMR Design Range
|
Q' Design Range
|
||
|
Lower
|
Upper
|
Lower
|
Upper
|
|
|
Stope hangingwall -
fair rock
|
50
|
60
|
2
|
10+
|
|
Ore zone (sills) - fair
rock
|
45
|
55
|
2
|
6+
|
|
Footwall - fair to good
rock (intensely clay altered areas conditions are
poor)
|
55
|
65
|
3
|
10+
|
|
Shaft bottom, off-shaft
ramp, and orebody ramp
|
70
|
80+
|
20+
|
|
|
Operating development
in HW (orebody access) - fair to good
|
55
|
70
|
4
|
20+
|
|
Faults or local very
poor to poor quality areas
|
25
|
40
|
<0.1
|
1
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
216
The E series lenses
mineralization occurring to the extreme northeast is in closer
proximity to the unconformity than the remaining mining areas. As
such, the rock mass quality is more variable, with RMR values
typically 10 points lower than other zones/lenses. Conditions in
this location will require confirmation at the next level of
study.
There are a few local
areas which have a markedly reduced rock mass quality, evidenced by
the assessment of the RQD data. These often avoid the immediate HW
and are typically concentrated more in the FW of the HW
lenses.
Geotechnical data from the
production shaft pilot hole suggests the proposed location is a
good/workable location in terms of rock mass quality and low
hydraulic conductivities (from packer testing). There is one
interpreted fault structure (Fault EW_3) that potentially
intersects infrastructure planned in the vicinity of the shaft
bottom, but it appears that it has had minimal impact on rock
quality or hydraulic conductivity in the shaft area.
|
|
16.3.3
|
Ground Support
|
The stability of proposed
excavations was assessed using analytical and empirical methods.
This includes consideration of the rock mass, fabric and joint
orientations, and the impact of stress on stability and support.
The support recommendations include patterned resin rebar rock
bolting, welded-wire mesh, shotcrete (with and without fibre
reinforcement), cable bolts, steel straps in very poor conditions,
and/or shotcrete arches. Note that the ‘very poor’
conditions are not predicted in the stoping areas.
The ground support design
was assessed and determined using the widely accepted Q-System
empirical design chart after Grimstad and Barton (1993, 2013) and
the commercially available Unwedge© software (Rocscience,
2017), to develop minimum ground support recommendations. Mining
induced stresses were evaluated using RS3© (Rocscience, 2018),
a 3D stress analysis program, to inform both development and stope
support design.
Per the Q-System
methodology, empirical ground support assessments for LOM
infrastructure, permanent “worker-entry”, and temporary
“production” headings were conducted at
‘excavation support ratios’ (ESR) of 1.3, 1.6, and 3,
respectively. Ground support designs were then refined based on
operational considerations, such as standardization of ground
support and experience with support in analogous
operations.
Ground support
recommendations are shown graphically in Figure 16-10 and
summarized in Table 16-5. These support recommendations are
provided for the range of anticipated representative rock mass
conditions at Gryphon. Figure 16-10 presents a widely used
empirical design chart for estimating ground support. The green
shaded area indicates the typical range in rock mass conditions.
Using patterned bolting with screen as a primary means of ground
support, a relatively small percentage of capital and operating
development will also require 2 to 4 inches of shotcrete. Local
fault areas and ore sills will require fibre reinforced shotcrete,
welded wire mesh, bolt spacing of 1.2 x 1.2 m, and variable bolt
length depending on span, including cable bolts.
In addition, it is
anticipated that within stopes, shotcrete will be needed to provide
a gamma radiation barrier to minimize worker exposure. A shotcrete
thickness of 75 mm is required for gamma blocking, which will be
sufficient for, and enhance, support for most rock mass conditions
in ore sill development.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
217
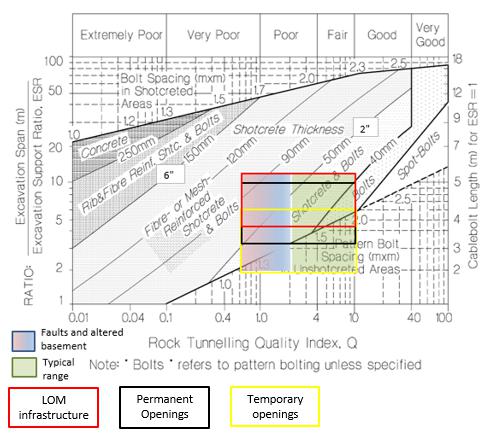
Figure
16-10. Empirical Ground Support
Recommendations
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
218
Table
16-5. Ground Support
Summary
|
Development Type
|
Width (m)
|
Height (m)
|
Break Length (m)
|
Ground Support Elements
|
Coverage
|
|
Ramp
off-shaft
|
4.5
|
5.0
|
3.8
|
1.8 m resin rebar on a
1.5 m x 1.5 m pattern plus 10% spot bolting/wastage
|
100%
|
|
6-gauge mesh
(galvanized)
|
100%
|
||||
|
50 to 100 mm shotcrete
no fibre (2-4”)
|
5%
|
||||
|
4 m x 6 mm thick straps
at 1.5 m spacing, back and sidewalls
|
<5%
|
||||
|
Ramp orebody and
lateral capital development (access)
|
4.5
|
5.0
|
3.8
|
1.8 m resin rebar on a
1.5 m x 1.5 m pattern plus 10% spot bolting/wastage
|
100%
|
|
6-gauge mesh
(galvanized)
|
100%
|
||||
|
50 to 100 mm shotcrete
no fibre (2-4”)
|
5%
|
||||
|
4 m x 6 mm thick straps
at 1.5 m spacing, back and sidewalls
|
5%
|
||||
|
Lateral operating
(access)
|
4.0
|
4.0
|
3.8
|
1.8 m resin rebar on a
1.2 m x 1.2 m pattern plus 10% spot bolting/wastage
|
100%
|
|
6-gauge
mesh
|
100%
|
||||
|
50 to 100 mm shotcrete
no fibre (2-4”)
|
15%
|
||||
|
4 m x 6 mm thick straps
at 1.5 m spacing, back and sidewalls
|
5%
|
||||
|
Lateral development
intersections
|
approx. 10
m
|
2.4 m resin rebar on a
1.2 m x 1.2 m pattern plus 10% spot bolting/wastage
|
100%
|
||
|
6-gauge
mesh
|
100%
|
||||
|
Half-span cable bolts
on a 2 x 2 m pattern
|
100%
|
||||
|
Ore sills 5 m or less
span
|
Max 5
|
4.0
|
3.8
|
1.8 m resin rebar on a
1.2 m x 1.2 m pattern plus 10% spot bolting/wastage
|
100%
|
|
6-gauge mesh (not
required if spraying fibre-reinforced shotcrete prior to
bolting)
|
100%
|
||||
|
50 to 100 mm shotcrete
no fibre (2-4”)
|
10%
|
||||
|
4 m x 6 mm thick straps
at 1.5 m spacing, back and sidewalls
|
10%
|
||||
|
Ore sills 6 m or less
span
|
Max 6
|
4.0
|
3.8
|
1.8 m resin rebar on a
1.2 m x 1.2 m pattern plus 10% spot bolting/wastage
|
85%
|
|
2.4 m resin rebar on a
1.2 m x 1.2 m pattern plus 10% spot bolting/wastage
|
15%
|
||||
|
6-gauge mesh (not
required if spraying fibre-reinforced shotcrete prior to
bolting)
|
100%
|
||||
|
50 to 100 mm shotcrete
no fibre (2-4”)
|
100%
|
||||
|
4 m x 6 mm thick straps
at 1.5 m spacing, back and sidewalls
|
10%
|
||||
|
Ore sills 6 to 8 m
span
|
Max 8
|
4.0
|
3.8
|
2.4 m resin rebar on a
1.2 m x 1.2 m pattern plus 10% spot bolting/wastage
|
100%
|
|
6-gauge mesh (not
required if spraying fibre-reinforced shotcrete prior to
bolting)
|
100%
|
||||
|
50 to 100 mm shotcrete
no fibre (2-4”)
|
100%
|
||||
|
4 m x 6 mm thick straps
at 1.5 m spacing, back and sidewalls
|
10%
|
||||
|
Ore sills 8 to 10 m
span
|
Max 10
|
4.0
|
3.8
|
2.4 m grouted rebar on
a 1.2 m x 1.2 m pattern plus 10% spot bolting/wastage
|
100%
|
|
Half-span cable bolts
on a 2 x 2 m pattern
|
100%
|
||||
|
6-gauge mesh (not
required if spraying fibre-reinforced shotcrete prior to
bolting)
|
100%
|
||||
|
50 to 100 mm shotcrete
no fibre (2-4”)
|
100%
|
||||
|
4 m x 6 mm thick straps
at 1.5 m spacing, back and sidewalls
|
10%
|
||||
|
Stope
hangingwalls
|
Spaced approx. every
5 m where requried along strike
|
900 x 10 m cables
installed from ore sills or HW access drifts
|
-
|
||
Source: North Rock
– Ground Support Summary Table, June 2018
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
219
Cable bolting in local
poorer quality areas, or where hangingwall faults impact stability,
may be required. Based on results of stress simulations, it was
identified that cable bolting may be required in areas where
stoping occurs over a significant strike lengths and spans (i.e. 50
to 100 meters). Approximately 1,000 x 10 m long cable bolts have
been included in the mine design that coincide with several poorer
quality stress impacted zones (both elevated and distressed)
identified with the numerical stress simulation.
|
|
16.3.4
|
Stope Stability
|
The mine design includes
mostly longitudinal stopes with the typical level spacing of 15
meters (floor-to-floor) by 17 meters along strike, and an average
width of 5.9 meters. Transverse mining methods are typically
included in the design where stoping widths exceed 15 meters.
Overall, the mine design includes stope widths varying from 3 to 16
meters. Approximately 68% of these stopes are <6 m wide, and
approximately 85% are <9 m wide. Figure 16-11 illustrates the
cumulative frequency distribution of proposed stope
widths.

Source: North Rock –
Gryphon PFS – Preliminary Underground Geotechnics for Mine
Planning dated September 2018
Figure
16-11. Stope Width Distribution
(meters)
A range of stopes
dimensions were reviewed for stability using an empirical open
stope design methodology known as Mathews-Potvin, or the Stability
Graph Method (Hutchinson and Diederichs, 1996).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
220
To determine the
method’s N’ ‘Stability Number’, a range of
Q’ values were estimated using the rock mass quality
estimates. For the main deposit areas (lenses A-D), a Q’
value of 2 was selected for the ‘conservative’ case,
and a Q’ value of 6 was selected for the ‘base’
case. These are consistent with RMR’ values of about 50 to
60, respectively, and represent the range of rock mass conditions
likely to be encountered during typical stope development. For the
E series lenses (previously referred to as Upper-D series),
Q’ values of 0.6 and 2 were assumed (RMR 40-60) for the
conservative and base cases, respectively. In the absence of
measured in situ stress data, values for Sigma 1 (major principal
stress) and related ‘A’ magnitudes were estimated based
on reasonable approximations of relatively low induced stress in
the walls, and relatively higher induced stresses in the back (A
from 0.3 to 0.7). Discontinuity sets were conservatively assumed to
be present and near-parallel to all surfaces (B = 0.2).
Gravitational failures were assumed for the stope backs (C = 2) and
gravity fall or slabbing failures was assumed for the stope walls
(C = 7-8), based on the most probable mode of failure for
each.
For the input parameters
for the stability analyses, reasonable/likely stress conditions
were assumed; the hangingwall under low confinement/low stress,
with relatively higher induced stresses in the back. Discontinuity
sets were conservatively assumed to be present and near parallel to
all stope surfaces. Gravitational failures were assumed for the
stope backs, and gravity fall or slabbing failures assumed for the
footwall and endwalls, based on the most probable mode of failure
for each. Note, the ore zone dip varies between approximately
45° and 60°.
Based on the information
available at the time of this study, the optimized recommended
stope dimensions for typical stopes are:
|
|
●
|
Longitudinal stopes within 60° dipping
mineralization:
|
-
Stope height = 15 meters (floor to floor)
-
Stope width = 15 meters maximum
-
Stope length = 15 meters to 25 meters maximum
|
|
●
|
Longitudinal stopes within 45° dipping
mineralization:
|
-
Stope height = 15 meters (floor to floor)
-
Stope width = 15 meters maximum
-
Stope length = 15 meters to 20 meters maximum
|
|
●
|
Transverse stopes within areas where mineralization is
greater than 15 meters wide:
|
-
Stope height = 15 meters (floor to floor)
-
Stope width = 15 meters maximum
-
Stope length = 20 meters maximum
In the uppermost proposed
mining areas, a higher level of conservatism was adopted given the
proximity to the unconformity and poorer rock quality conditions.
The recommended maximum stope widths for longitudinal stopes is
reduced to 12.5 meters wide, and the recommended maximum stope
width and length for transverse stopes are both reduced to 12
meters.
Where mining shapes are
stacked or en-echelon, it is recommended to mine the footwall stope
lenses prior to the hangingwall stope lenses, to avoid interstitial
rib pillar/stope instability issues arising from the alternative
case (i.e. if hangingwall stopes are mined first, risk increases
for interstitial waste pillar failure, related ground control
issues, and dilution within a subsequently mined FW stope).
Interstitial rib pillar instability may be due to a combination of
stress, structure, orientation, and rock mass conditions. When
mined as recommended, footwall to hangingwall, a minimum
recommended interstitial rib pillar dimension between stopes of 2.5
meters is provided. If HW lenses are to be mined first, this
dimension will need to be significantly increased (8-10 m at a
minimum).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
221
All dimensions considered
herein assume that good blasting practices will be employed so that
damage to the walls and stope backs will be minimized to enhance
stability. It is also assumed that the backfill will be of good
quality and placed in a timely manner.
Risks to the achievement
of the designs presented include undefined large-scale geological
structures (particularly if they act as conduits for groundwater),
groundwater pressures in weak zones that cannot be effectively
de-pressurized, the presence of adversely oriented discontinuities
which could impact stope stability in a larger area, and more
pervasive and extensive weak ground within mineralized zones than
is indicated by current data. This is particularly important within
the crown pillar zone between the basin unconformity and the
uppermost stope back.
|
|
16.3.5
|
Numerical Simulations
|
The empirical stability
results were further investigated and verified using 2D and 3D
numerical stress-strain models. The models are considered suitable
for studying the evolution of mining induced stresses and
displacements but are not considered suitably calibrated to
estimate precise magnitudes of stress or strain or infer the
relative degrees of rock mass damage resulting from
failing/yielding rock (i.e. micro-cracking, spalling, on-going
plastic deformation, and, in the extreme case,
rock-bursting).
The model results were
reviewed with the aim of highlighting areas where potential damage
is concentrating, where stress shadows (loss of confinement, or
relaxation) are occurring, and where standoff distances or pillar
thicknesses are not sufficient to isolate some critical openings
from significant mining-induced stress changes.
The modelling results are
used as a guide only, to inform the design process. The
models’ limited capacity arises from the current level of
knowledge regarding geotechnical and hydrogeological conditions, in
situ stress conditions, local and intermediate-scale structural
features, and geotechnical ‘zoning’, etc. All of these
can significantly constrain the extent to which the model can be
used to accurately predict local and global rock mass behavior
during the mine life.
16.4
Phoenix Deposit Mining Method – ISR
Development of ISR at
Phoenix followed a sequential process for development
including:
|
|
●
|
Initiation of conceptual level assessments.
|
|
|
●
|
Completion of preliminary laboratory analysis
(outlined in Section 13.1).
|
|
|
●
|
Update of the conceptual level assessment based on the
laboratory analysis.
|
|
|
●
|
Identification of technical risks and
opportunities.
|
|
|
●
|
Due diligence reviews of existing operations, site
visits, and technical proceedings.
|
|
|
●
|
Completion of hydrogeological modelling and assessment
for ISR application.
|
|
|
●
|
Evaluation of regulatory and environmental
requirements for ISR operations.
|
|
|
●
|
Consultation with stakeholder groups, including
communities, federal and provincial regulatory agencies, and JV
partners.
|
|
|
●
|
Completion of PFS level evaluation of ISR production
and economic analysis.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
222
The relevant
characteristics of the Phoenix deposit from a mining method
selection perspective are provided below.
|
|
●
|
In the deposit area, the surface overburden layer
ranges in thickness from 20 to 30 m.
|
|
|
●
|
It has been systematically drilled at a nominal
section spacing of 25 m x 10 m.
|
|
|
●
|
Zone A is approximately 380 m long, 36 m wide, and
2 to 17 m thick.
|
|
|
●
|
Zone B is approximately 290 m long, 19 m wide, and
3 m thick.
|
|
|
●
|
It is a flat lying deposit, with the deposit
gradient only -3% to the northeast over the 700 m strike length of
Zones A and B1.
|
|
|
●
|
The deposit sits at the unconformity at depths
ranging from 390 m to 420 m and is subject to the water pressures
in the overlying sandstone.
|
|
|
●
|
It is an extremely high-grade, high value deposit
requiring careful selection of primary mining and recovery
methodologies with 85% of the mineralization contained in the
Phoenix Zone A high-grade corridor.
|
|
|
●
|
There are some areas of lower grade on the deposit
fringes.
|
|
|
●
|
Geotechnical assessment indicates a very weak HW in
the Broken Zone domain.
|
|
|
●
|
Ground conditions within the deposit are expected
to be variable.
|
|
|
●
|
Rock quality in the basement rock, sufficiently
below the unconformity and associated alteration or paleo
weathering, will show fair to good rock mass conditions with the
presence of fault structures.
|
|
|
●
|
Mineralization/waste contacts are easily
visible.
|
|
|
●
|
Mineralization continuity is excellent at all
expected cut-off grades due to the high grade of the deposit.
|
Key features of the
Phoenix ISR include:
|
|
●
|
Utilization of a low pH mining solution.
|
|
|
●
|
Injection and recovery wells on a 10 m spacing in a
hexagonal pattern with the recovery wells placed in the centre of a
ring of injection wells.
|
|
|
●
|
A total of 94 recovery wells and 216 injection
wells are required for complete coverage of both Zones A and
B.
|
|
|
●
|
Use of a freeze wall to ensure separation and
maximize the isolation of the mining solution from the regional
groundwater.
|
|
|
●
|
Annual production of 6 Mlbs/yr requiring the
operation of 10 recovery wells (out of a total of 94
planned).
|
|
|
●
|
Monitoring wells will be installed around the
perimeter of the mineralized zone, as dictated by geologic and
hydrogeologic parameters.
|
16.4.1
Wellfields
Wellfields are the groups
of wells installed and completed in the mineralized zones that are
designed to effectively target delineated mineralization and reach
the desired production goals. A wellfield consists of patterns of
recovery and injection wells (i.e. the pattern area). The
mineralized zones are the geological sandstone units where the
leaching solutions are injected and recovered via wells in an ISR
wellfield.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
223
This PFS assumes the
patterns for the injection and recovery wells will follow a
conventional seven-spot pattern consisting of a recovery well
surrounded by six injection wells in a hexagonal shape (Figure
16-12 provides an example of a typical ISR wellfield pattern and
spacing). Depending on the shape of the mineralized zone, other
patterns, including five-spot, line drive, or staggered line drive
patterns, may also be used. The dimensions of the patterns vary
depending on the mineralized zone, the aquifer transmissivity, etc.
The preliminary wellfield design developed for this report assumes
injection wells will typically be on the corners of a hexagonal
shape 10 meters apart, with a recovery well in the center, leaving
10 meters between the recovery well and each of the six injection
wells. Costing has been developed assuming this spacing, but it is
anticipated that spacing may vary between 5 and 15 meters apart. In
order to effectively recover the uranium, and also to complete the
groundwater restoration, the wells will be completed so that they
can be used as either injection or recovery wells, allowing flow
direction to be reversed at any time during the production or
restoration phases of the project.
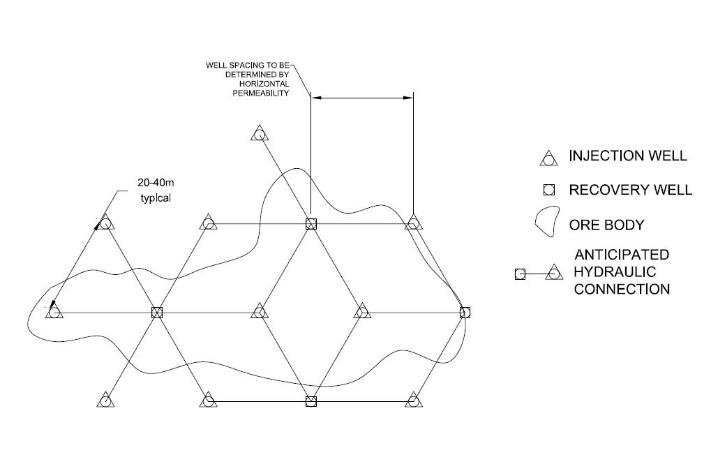
Figure
16-12. Plan View of Traditional
ISR 7-Spot Pattern
16.4.2 Freeze
Wall
A freeze wall is planned
to be established to isolate the deposit from the surrounding
sandstone and regional groundwater.
Typical ISR operations
have an aquitard above and below the mining zone, naturally
isolating mining from the surrounding groundwater. The Phoenix
deposit does have a low permeable boundary below, the basement
rock. However, above the deposit is the highly altered and
permeable sandstone. By inducing a freeze cap just above the
deposit and keyed into the basement rock 360 degrees around
the deposit, an aquitard equivalent will be created in the
sandstone surrounding the Phoenix deposit.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
224
Ground freezing is
typically applied in civil or mining applications where there is
concern about both water ingress and ground stability during
excavation through water bearing formations. For Phoenix ISR
mining, the ground freeze concept will be applied for similar
reasons: to control groundwater ingress, to control lixiviant
egress (also referred to as an excursion), and to provide ground
stability following potential volume loss within the higher-grade
portions of the deposit.
Mitigating groundwater
ingress will provide operational advantages, as dilution of the
lixiviant being circulated between injection and recovery ISR wells
will be effectively eliminated, thus permitting good control on
volume throughput and reagent consumption in the recovery
plant.
Preventing excursions of
lixiviant will provide economic and environmental advantages. By
maintaining control of the lixiviant inside the freeze wall,
recovery of the pregnant solution will be maximized, and impact on
the natural groundwater outside the freeze wall will be prevented.
As well, the freeze cap will simplify the process of restoration by
controlling and minimizing the volume of ground impacted by ISR
mining.
There is a possibility
that, due to the high grade of the deposit, the high recovery of
ISR, and the quantity of material that will be dissolved into the
lixiviant, ground movement due to volume loss may occur
underground. To date, test work does not provide evidence of this.
However, it is envisioned that the freeze cap will provide ground
support to ensure that any potential ground movement due to volume
loss will not propagate and negatively affect mining.
16.4.3 Freeze
Design
Ground freezing involves
the process of circulating a chilled brine through a pattern of
holes drilled through the ground. The brine is contained within the
holes via double casing, where the brine is injected within the
inner casing and returns along the annulus between the inner and
outer casings. The chilled brine extracts heat from the surrounding
rock by forced convection with the rate of heat transfer being a
function of brine temperature, flow rate, and ground thermal
properties.
Ground freezing for water
control and ground stability enhancement is a relatively low risk
procedure and is common practice in the Saskatchewan uranium and
potash mining industries for ground excavations in ground
conditions similar to those above the Phoenix deposit. For Phoenix,
the primary objective is to create a hydraulic barrier wall, and as
such, the freeze criteria were developed to ensure there is frozen
wall thickness to prohibit passage of water. Based on the fact that
there will be no excavations adjacent to the freeze cap and no
people working near the freeze cap, the freeze cap will be
considered formed to isolate the deposit once the cap is at least 3
metres thick and ground temperature colder than -2°C is
present.
The COMSOL Multi-physics
2D/3D finite element program was used to optimize the freeze cap
design. The freeze cap design includes an arched configuration of
30 holes that will run parallel to the mineralized zone,
approximately 27 metres above the unconformity. The left and right
sides of the arch will be drilled along the strike of the
mineralized zone and just inside the basement rock. This serves to
key the toes of the arch to the low permeability basement rock. The
drill holes will be spaced 5 metres apart along the perimeter of
the arch. The holes will be drilled via directional drilling and
collared vertically from surface at either end of the deposit. The
vertical holes will be curved laterally to follow the strike of the
deposit along the arch pattern for 900 metres. The end of the holes
will be curved down to key the ends of the freeze cap down into the
basement rock (Figure 16-13).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
225
Figure
16-13. Freeze Cap
Design
The installed piping
within the holes will be at least L80 grade steel with “VAM
TOP” couplings to provide 100% efficient joints. The outer
casing will be 5-inch diameter and the injection pipe will be
3.5-inch diameter. The brine is assumed to be calcium chloride, 30%
by weight, operating at a plant heat exchanger brine cold side
temperature of -35°C. The brine flow rate will be 8 cubic
metres per hour (35 usgpm), which allows for a higher heat
coefficient, an achievable brine fluid velocity in the main header
line that services the hole collars and freeze plant, and minimized
brine warming along the 900-metre lateral pipe section where heat
is removed from the ground. A freeze plant will be required at each
end of the deposit where the freeze holes are collared, with the
combined capacity of both freeze plants at 1500 tons of
refrigeration. Based on this design criteria, modelling predicts a
freeze wall will require 14 months to be established (Figure
16-14).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
226

Source: Newmans geotechnique
Inc. – Wheeler River In-Situ Leach Freezing Pre-Feasibility,
May 17, 2018
Figure
16-14. Freeze Wall Closure
Modelling
The freeze plant system
included in this design is “modular”, which means that
a shutdown in any one unit will not result in a complete plant
downtime. Once closure is achieved, when the ground is frozen
between holes, and the frozen barrier grows in thickness, there is
often enough thermal inertia in the system to allow for a
mechanical shutdown of an extended duration. This means that
natural thawing will be a long, slow process, especially in high
water content zones like above the Phoenix deposit where
significant amounts of latent heat must be added to facilitate
phase change.
Outside the perimeter of
the freeze wall (both on the side and above), there will be a
series of monitoring wells. These wells will be used to monitor
natural groundwater conditions during operations. For the PFS,
monitoring wells were designed on a 130-meter perimeter around the
freeze wall. The spacing of the wells will need to be evaluated in
the future based on hydrogeological assessments.
16.4.4 Drilling
Methodology
At present, the drilling
of individual wells will be carried out utilizing either air rotary
or mud rotary methods. A typical recovery well design was provided
by Woodard & Curran Inc. (Figure 16-18) and modified by
Denison to suit the project’s specific needs. Guidance on
drill methodology was provided by ARTISAN Consulting Services Ltd.
and subsequently modified by Denison.
No detailed layouts were
completed to assess the potential intersection of recovery and
injection wells with the freeze holes. However, accuracy will be a
key drilling consideration during project execution to avoid
operational problems with the freeze cap.
Total depth of all
monitoring, recovery, and injection boreholes was set to 430 meters
to ensure complete penetration of the Phoenix mineral resource.
Future considerations should be taken to customize individual
boreholes to tailor the individual depths.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
227
The total number of
recovery, injection, and monitoring wells are tabulated and
illustrated in Table 16-6 and in Figures 16-15, 16-16 and
16-17 below for the Phoenix Zone A and B mineral
resource.
Table
16-6. Cumulative Wells and
Meterage for the Phoenix Mineral Resource
|
Well Type
|
Number of Wells
|
Meterage
|
|
Zone A Recovery
Wells
|
64
|
27,520
|
|
Zone B Recovery
Wells
|
30
|
12,900
|
|
Total Recovery
Wells
|
94
|
40,420
|
|
|
|
|
|
Zone A Injection
Wells
|
131
|
56,330
|
|
Zone B Injection
Wells
|
68
|
29,240
|
|
Total Injection
Wells
|
199
|
85,570
|
|
|
|
|
|
Monitoring
Wells
|
17
|
7,310
|
|
Total
|
310
|
133,300
|
Source: Denison Mines
– Phoenix – Wellfield Design Memorandum, July 6,
2018

Figure
16-15. Isometric View of Phoenix
Wellfield Layout
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
228

Figure
16-16. Phoenix Zone A Wellfield
Layout
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
229

Figure
16-17. Phoenix Zone B Wellfield
Layout
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
230

Figure
16-18. Typical Recovery Well
Detail
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
231
16.4.5 Mechanical Integrity
Testing
After an injection,
recovery, or monitoring well has been completed, and before it is
made operational, a mechanical integrity test (MIT) of the well
casing is completed. In the integrity test, the bottom of the
casing adjacent to or below the confining layer above the zone of
interest is sealed, as is the top of the casing, and a pressure
gauge is installed to monitor the pressure inside the casing. The
pressure in the sealed casing is then increased to a specified test
pressure and must maintain 95% of this pressure for a specific
duration of time to pass the test. Well casings that fail the
integrity test will be repaired.
16.4.6
Production
The uranium ISR process
proposed in this PFS will involve the dissolution of the
water-soluble uranium compound from the mineralized host sands at
low pH ranges using acidic solutions. The acidic solution will
dissolve and mobilize the uranium, allowing the dissolved uranium
to be pumped to the surface. The uranium-rich solution will be
transferred from the production wells to the nearby precipitation
plant for uranium removal, drying, and packaging (Section 17.1). As
the entire mineral resource will be isolated from the surrounding
aquifer by the freeze wall, production flow rates are anticipated
to be equal to injection rates.
16.4.7 Wellfield Piping
System
Pipelines will transport
the wellfield solutions to and from the precipitation plant. The
flow rates and pressures of the individual well lines will be
monitored in headerhouses. This data will be transmitted to the
precipitation plant for remote monitoring through a master control
system. Through the master control system, the user will be capable
of controlling headerhouse production lines remotely. Double
contained high density polyethylene (HDPE) piping (or equivalent)
will be used in the wellfields and will be designed and selected to
meet design operating and environmental conditions.
The lines from the
processing plant, headerhouses, and individual well lines will be
freeze protected and secured to minimize pipe movement. Figure
16-19 illustrates the approximate locations for the processing
plant, trunkline, and headerhouses.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
232

Figure
16-19. Phoenix Plan View Showing
Plant, Headerhouses, and Well Lines
16.4.8
Headerhouses
Headerhouse buildings
(headerhouses) will be used to distribute the mining solution to
injection wells and collect the pregnant solution from recovery
wells. Each headerhouse will be connected to two production trunk
lines. One of the trunk lines will be used for receiving barren
mining solution from the precipitation plant and the other will be
used for conveying pregnant solution back to the precipitation
plant. The headerhouses will include manifolds, valves, flow
meters, pressure meters, and other instrumentation, as required, to
fully operate and control the process. This monitoring and control
of the system allows the operators to individually adjust each
recovery or injection well.
Each headerhouse will
service approximately 80 wells (injection and recovery), depending
on resource and pattern configuration. Table 16-7 presents the
current anticipated headerhouse and well summary by
zone.
Table
16-7. Phoenix Deposit Headerhouse
and Well Inventory by Production Unit
|
Item
|
Production Unit
|
|
|
Zone A
|
Zone B
|
|
|
Headerhouses
|
2
|
1
|
|
Injection
Wells
|
64
|
30
|
|
Recovery
Wells
|
131
|
68
|
|
Monitoring
Wells
|
12
|
5
|
Source: W & C –
Past Experience from other ISR Projects
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
233
16.4.9 Wellfield Reagents,
Electricity, and Other Consumables
The wellfield production
has been targeted at 6 Mlbs/year. Due to the consistent production
rate and consistent nature of the orebody, wellfield reagents,
electricity, and other consumable costs are expected to be
consistent each year. Reagents, electricity, and other consumables
have been estimated based on this production rate and have been
included in the annual operating costs.
16.4.10 Mining Unit Design,
Production Rates, and Mine Life
The mining approach is
governed by the rate of mineral extraction and the duration of the
mine development, mineral extraction, processing, and closure. The
following describes each of these mine development and operation
components.
The Phoenix deposit is
divided into two areas – Zone A and Zone B. A combination of
wells will be operated concurrently to provide the overall flow to
the processing plant. Initially, this flow rate will be up to 500
L/min.
The development plan is
subject to change due to extraction schedules, variations with
production area recoveries, plant issues, economic conditions, etc.
Uranium recovery head grade, or concentration, of the uranium
bearing solution is assumed to average 10 g/L over the entire
production schedule.
Column leach testing
showed substantial uranium recovery within the first two pore
volumes of lixiviant solution. Due to this, it is estimated that
uranium recovery will begin immediately upon injection of lixiviant
solutions into the mineralized zone. Once the mining solution
passes through the mineralized zone and reaches the recovery wells,
production of uranium in the precipitation plant will begin. Low pH
ISR operations will sometimes circulate a more concentrated mining
solution to pre-condition a wellfield prior to flows from that area
being directed to the precipitation plant. However, at the Phoenix
Deposit, due to the low flow rate required, it is anticipated that
these initial flows will be directed to the precipitation plant,
allowing for the quick ramp-up of production.
Production is expected to
begin at 2.4 Mlbs in year one, ramping up to full production in
years 2 through 11, with total production expected to be 59.7 Mlbs.
Figure 16-20 shows total annual production over the life of mine
for Phoenix.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
234

Figure
16-20. Phoenix Production by
Year
The authors have estimated
the mine life based on head grade, estimated resource, flow rates,
and closure requirements for the Phoenix deposit. Production will
occur across the Phoenix deposit over a period of approximately 11
years. Restoration and reclamation will be implemented following
production and will continue approximately 5 years beyond the
production period. The overall mine life of the Phoenix deposit is
approximately 18 years from initiation of construction activities
to completion of restoration and
decommissioning/reclamation.
16.4.11 Mine
Development
The first step in the
development of the Phoenix deposit will be the drilling and
installation of the freeze cap piping system that surrounds the
deposit. Concurrent to drilling operations, the freeze plant will
be constructed. The freeze plant and piping system will need to be
in operation for approximately 14 months to develop a sufficient
frozen barrier between the Phoenix deposit and the surrounding
sandstone. All infrastructure for mining the Phoenix deposit will
be established during the initial construction period with the
exception of the wellfield. Wells will be established on an annual
basis as required. The physical size and nature of the Phoenix
deposit allows all infrastructure to be installed early in the
project.
As patterns across the
Phoenix deposit reach their economic limit, the production flow in
that pattern will be terminated and other patterns will be brought
into operation. It is also possible that flow will be adjusted
throughout the deposit to meet production targets, and some areas
of the deposit may need to have flow shut in temporarily to allow a
longer period of time for reactions between the uranium and the
mining solutions to occur.
16.4.12 Mining
Equipment
Equipment for establishing
the wellfield and drilling the wells are standard rotary drill
rigs. In addition to drilling equipment, wellfield operations will
also utilize submersible pumps, and each well will be equipped with
a wellhead assembly, with appropriate valves and other
instrumentation to facilitate flow in either direction and for
operations monitoring.
Ongoing operations and
maintenance activities will use moderately sized mobile equipment
for testing and maintenance, such as a light duty crane and a
front-end loader.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
235
|
|
16.5
|
Gryphon Deposit Mining Method –
Underground
|
Primary design
considerations for mining the Gryphon deposit are provided
below.
|
|
●
|
In the deposit area, the surface overburden layer
ranges in thickness from 20 to 30 m.
|
|
|
●
|
Production from Gryphon will target 9.0 Mlbs of
U3O8 per year based on
expected mill capacity limitations. Production gaps during ramp up
and down at Gryphon will be filled with low-grade development
material (marginal ore).
|
|
|
●
|
True thickness of individual resource wireframes
ranges from 1.8 m to 4.0 m, averaging about 3 m. In some areas, the
lenses are close enough together to be impacted by adjacent lens
mining. Minimum mining width will be 4 m.
|
|
|
●
|
The moderate grade of the mineralization will not
require special mining methods (i.e. conventional mining
methods can be used).
|
|
|
●
|
Mineralization/waste contacts are easily
visible.
|
|
|
●
|
Mineralization continuity is good at the cut-off
grade.
|
|
|
●
|
Minimize the risk of uncontrolled water inflows to
the underground mine. Design the system to contain and remove the
peak water inflow scenario. The deposit is located well below the
unconformity and high-pressure groundwater will not likely be
encountered.
|
|
|
●
|
Minimize up-front and total underground mine
capital costs and minimize hoisting of waste.
|
|
|
●
|
Maximize recovery of the economically mineable ore
resource while maintaining regional ground stability. Geotechnical
assessment indicates generally fair to good rock mass conditions.
Minimize the requirements for sill pillars.
|
|
|
●
|
Design the ventilation system to support the
underground mobile equipment fleet, with capacity to ventilate
areas with deferred production and facilities with potential
radiation exposure.
|
|
|
●
|
Waste rock generated underground will fall into two
categories: clean waste and special waste. The special waste will
contain low level radiation but must be treated if brought to
surface. The mine will be designed to minimize the amount of
special waste hoisted to surface.
|
|
|
●
|
Meet or exceed legislative requirements with
respect to safety and the work environment.
|
The Gryphon deposit will
be a shaft access underground mine using the longhole stoping
mining method to extract the resource. Opportunities to share
common site facilities, services, and personnel with Phoenix have
been utilized in this study and are further discussed in other
sections of this report.
Gryphon will be accessed
via two shafts from surface, namely a production shaft and a
ventilation shaft. Blind boring was determined to be the most
advantageous shaft excavation method due to favourable cost and
schedule implications, safety performance, and low overall risk
profile.
The Gryphon mine design
includes a full-service 5.0 m finished diameter production shaft
and a 4.5 m finished diameter ventilation shaft to support
underground development and production. Heated fresh air will be
delivered via the production shaft, with return air exhausted up
the ventilation shaft. An emergency hoist/conveyance will be
installed in the ventilation shaft.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
236
The Gryphon resource
extends from the -2 m elevation to the -306 m elevation. A minimum
25 m pillar will be left below the unconformity, with the
first underground longhole mining level located at the 567 Level or
-32 m elevation (E lens). There are no current plans to
recover the resource in the 25 m pillar.
Underground production
will be from the longhole stoping mining method, primarily
longitudinal retreat. Mined stopes will be backfilled using a
combination of rockfill, cemented rockfill, and hydraulic fill. The
hydraulic fill will be directed to the empty stopes by means of
boreholes and pipelines. Waste rock and cemented rockfill will be
directed to the stopes via underground haulage trucks and
LHDs.
Ore will be truck hauled
to a rockbreaker/grizzly station on the 500 Level near the
production shaft and hoisted to surface. To minimize the
requirement for hoisting and storing waste rock on surface, where
possible, waste rock will be disposed of in available stopes either
as rockfill, cemented rockfill, or mixed with the hydraulic fill.
Mine operating activities and costs assume that, once sufficient
open stopes are available, no waste will be hoisted to surface. The
underground mine is expected to produce approximately 605 tonnes
per day of ore and an average of 330 tonnes per day of waste rock
during the steady state operating period.
The underground mine is
considered to include:
|
|
●
|
Maintenance facility, with 3 maintenance bays, a
wash bay, tire and parts storage, electrical maintenance shop,
fuel/lube bay, office, and lunchroom;
|
|
|
●
|
Electrical substations and power
distribution;
|
|
|
●
|
Portable and permanent compressed air plants;
|
|
|
●
|
Explosives and detonators storage facilities;
|
|
|
●
|
Shotcrete receiving and mixing station;
|
|
|
●
|
Materials storage;
|
|
|
●
|
Ballast crusher station;
|
|
|
●
|
Rockbreaker and grizzly station, complete with
remucks for batching ore and waste during early operations and ore
and low-grade material during steady state;
|
|
|
●
|
Dewatering sumps and pumps (designed for average
run of mine dewatering requirements and major inflow
scenario);
|
|
|
●
|
Mine ventilation facilities, including fresh air
and return air raises, fans, and controls; and
|
|
|
●
|
Refuge stations and latrines.
|
All services to and from
the underground mine include:
|
|
●
|
Electrical power distribution from a 25 kV power
line;
|
|
|
●
|
Process water distribution (process water will be
stored in a tank with surge capacity and a reservoir for the fire
protection system; note that potable water will be provided as
bottled water, and water from the wells that is used for wash water
will first be treated with chlorine);
|
|
|
●
|
Mine water discharge lines will include 3 x 300 mm
(12 inch) schedule 80 piping installed in the production shaft with
3 additional (redundant) 300mm pipes installed in the ventilation
shaft;
|
|
|
●
|
All underground mine capital and operating
requirements; and
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
237
|
|
●
|
Underground mine direct and indirect operating
personnel, up to and including the underground mine superintendent
(this includes the provision of maintenance, safety/training, and
technical staff, assuming there will be minimal sharing of staff
between the Gryphon and Phoenix projects).
|
|
|
16.5.1
|
Mine Development and Contracting Strategy
|
In order to maximize
Gryphon value while reducing capital requirements, Gryphon has been
scheduled to start after one year of production from Phoenix. This
strategy minimizes the upfront capital cost of Gryphon and allows
Denison to utilize cashflow from Phoenix to fund Gryphon
development.
Surface construction,
shaft sinking/equipping, and off-shaft excavations will be
completed using qualified contractors. Experienced construction
personnel, tradesmen, and underground miners are available
locally.
Once the shafts and
initial off-shaft development is completed by the mining
contractor, company development crews will complete the remaining
development.
During the initial two
years of off-shaft development, there will be a major period of
underground construction, mostly on the 500 Level. This work will
be completed by qualified contractors. Denison construction crews
will complete the remaining ongoing construction.
A requirement for all
contractors will be to maximize the use of regional personnel.
Denison will attempt to integrate regional personnel into the
mining crews to the maximum extent possible. Formal training
programs will be implemented during the project period and continue
through operations. The training programs will help offset
productivity losses due to the traditional high turn-over rates in
this region.
|
|
16.5.2
|
Mine Operating Strategy
|
Denison will operate the
mine using management and administration staff, technical support
staff, supervision and safety/training staff, and operating and
maintenance personnel. The mining contractor will be retained to
provide raise development services.
The mine will operate on
two 10.5 hour shifts per day, seven days per week, for 362 days per
year. Although the crews will be paid based on a 10.5-hour shift,
the effective work hours will be somewhat less, as 30 minutes have
been allowed at the start and end of each shift for travel time to
and from the workplace, and 15 minutes have been allowed each shift
for crew safety meetings.
The majority of personnel
will rotate to/from site on a two-weeks in, two-weeks out
schedule.
|
|
16.5.3
|
Underground 3D Mine Model
|
A 3D mine model was
prepared for the Gryphon stopes and development. An isometric view
of the model is shown in Figure 16-21.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
238
Figure
16-21. Isometric View –
Gryphon 3D Mine Model (Looking North)
Access to the underground
mine will be via two shafts, namely the production shaft and the
ventilation shaft.
Production
Shaft
Primary access to the
deposit will be by via a production shaft connecting surface to the
main shaft station at 500 Level. The shaft will be used to
transport personnel and materials underground, to hoist blasted
material to surface, and to provide the main fresh air route for
the mine. The shaft will be excavated to a depth of 550
meters from surface at a diameter of 6.1 meters using a blind
boring method. On completion of a water tight steel/concrete
composite liner, the final inside shaft diameter will be 5.0
meters. Refer to Section 18.6 for additional details.
Ventilation
Shaft
The ventilation shaft will
be excavated using the same blind boring method as the production
shaft. In the case of the ventilation shaft; however, the
shaft depth will be 500 meters from surface at a diameter of 5.8
meters. On completion of a water tight steel/concrete
composite liner, the final inside shaft diameter will be 4.5
meters. Refer to Section 18.7 for additional details.
Underground
Design
Access from the shaft to
the mine working will be via a single ramp to be developed from the
500L (shaft station) to the 815 Level. The main haulage ramp will
be located on the hangingwall (HW) side of the deposit. Each mining
sublevel is connected to an internal fresh air raise and an
internal exhaust raise. The fresh air raise will serve as a second
means of exit from the sublevels. The Gryphon deposit plunges to
the northeast and the access ramp is designed to follow the plunge.
Short sections of ventilation transfer drifts are included in the
design to allow the ventilation raise systems to follow the
plunge.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
239
The haulage ramp will be
driven 4.5 m wide by 5.0 m high at a typical grade of -15%. The
ramp grade will be reduced to -5% at major intersections (access to
levels and truck loading stations). The ramp will be used to
provide access for personnel and materials from the shaft to the
mine workings, movement of mining equipment from level to level
within the mine, and ore/waste haulage to the rockbreaker station
near the shaft. All ramp development will include the installation
of long-term ground support (grouted rebar bolts, screen, and
grouted cable bolts).
Mining levels will be
located at 15 m vertical intervals with the first level located at
the 590 Level. During the initial ramp development to the 590
Level, the E Zone mining block will be accessed to provide early
production and a location to dump special waste material, to allow
the setup of the ballast crusher station, and to establish an
emergency overflow sump and pump station.
On the 500 Level (shaft
station), an access drift will be excavated to connect the
production shaft to the ventilation shaft, providing early flow
through ventilation and secondary egress from the mine. The major
underground infrastructure will be located on the 500 Level between
the two shafts (Figure 16-22). The access drifts will be extended
beyond the ventilation shaft to provide a lateral transfer of fresh
air and exhaust air for the mine.

Figure
16-22. 500 Level and Related
Infrastructure
Production level access
drifts will be driven 4.5 m wide by 5.0 m high, at a nominal grade
of 3% from the access ramp to the mineral reserve. All level
development will include the installation of permanent ground
support (grouted rebar bolts, screen, and cable
bolts).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
240
All ramp, lateral level
development, and infrastructure excavations will be considered as
capital.
The mine has been divided
into five mining blocks: E Zone, Lower D, Upper and Lower Main, and
Upper SW. Each mining block will be further sub-divided based on
early access and geometric constraints, and to reduce the number of
sill pillars. Each mining block will be mined from the bottom up
with longitudinal retreat to a central access, with any sill pillar
at the top being removed after completion of production from the
lower levels of the mining block above. This will typically require
redevelopment of the sill pillar stope top-cut drifts, as the
bottom-cut (mucking) drift for the previously mined stope above
will have been backfilled.
Stope over-cut and
under-cut drifts will be driven at an average width of 5.9 m wide
by 4.0 m high. All drifts will be driven at a grade of 3% to
provide positive water drainage from the stopes. The drift width is
dictated by the average stope width, to a maximum of 8 m wide. The
drift height is required to allow efficient drilling of blastholes
and to allow installation of ventilation ducting in the under-cut
(mucking) drifts. The stope over-cut and under-cut drifts will
include 100% shotcrete coverage and 150 mm of ballast on the floor
to reduce the potential for radiation exposure.
Longhole stopes will be
backfilled as soon as possible. During the early years of the
project phase, sufficient quantities of waste rock will be produced
to fill the stopes with cemented rockfill. Later in the mine life,
when waste rock generation is reduced, there will no longer be
sufficient waste produced underground to satisfy the backfill
requirements, and hydraulic backfill will be used. Hydraulic
backfill will be delivered to the underground stopes via boreholes
and pipelines. The backfill system is reviewed in more detail in
Section 18.22.
LHDs will muck broken
material from stopes and load 30 tonne capacity haul trucks at
truck loadouts established near the ramp. The trucks will haul to
the rockbreaker/grizzly station located on the 500 Level. The
ore will be hoisted to a surface pad and subsequently hauled to the
ore stockpile located near the shaft. A surface contractor will
transfer the ore to the mill, approximately 175 km
away.
During the early
development phase, prior to longhole stopes being available for
backfilling, waste rock will be hauled via trucks (30 tonne
capacity) to the rockbreaker/grizzly facility near the shaft on 500
Level. During this phase, the waste will be hoisted to surface and
stored on the waste stockpile. If any special waste (waste with
potential to contain uranium) is hoisted to surface, it will be
stockpiled separately. In the current plan, there is no requirement
to hoist special waste. Once there are empty stopes available for
backfill, waste rock will be hauled to a remuck near the stope,
mixed with a cement slurry, and dumped into the stope. Table 16-8
provides the annual hoisting requirements.
Table
16-8. Total Tonnes Hoisted per
Year
|
Item
|
2029
|
2030
|
2031
|
2032
|
2033
|
2034
|
2035
|
2036
|
2037
|
|
|
Ore
|
||||||||||
|
Marginal Ore
|
0
|
2,525
|
4,163
|
0
|
0
|
0
|
0
|
6,376
|
1,123
|
|
|
Silling
|
0
|
7,059
|
21,259
|
31,492
|
43,657
|
40,650
|
40,650
|
25,686
|
5,215
|
|
|
Total Ore
|
0
|
9,584
|
25,422
|
31,492
|
43,657
|
40,650
|
40,650
|
32,062
|
6,338
|
|
|
Production
|
0
|
3,599
|
45,329
|
104,766
|
240,315
|
224,134
|
173,786
|
186,180
|
49,499
|
|
|
Waste
|
51,972
|
141,297
|
95,300
|
15,905
|
0
|
0
|
0
|
0
|
0
|
|
|
Total Hoisted
|
51,972
|
154,480
|
166,051
|
152,163
|
283,972
|
264,784
|
214,436
|
218,242
|
55,837
|
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
241
The mine ventilation
system will consist of two ventilation openings to surface. The
production shaft will supply the fresh air and the ventilation
shaft will exhaust the air. Fresh air will split on the
500 Level down the haulage shaft and across to the 500 Level
Fresh Air Raise (FAR). Fresh air will travel down a series of FARs
and will be pulled off on the levels and into the active working
areas. Rigid ducting will be installed close to the face and will
pull the exhaust air from the face back to the Return Air Raises
(RAR), which are connected to the ventilation shaft on 500 Level.
The ventilation shaft will also serve as a second egress from the
mine. The mine ventilation system is reviewed in more detail in
Section 16.5.7.
The main mine dewatering
system will consist of a clean water pumping system, utilizing
decanting sumps on the 500 Level to settle solids. The decanted
water will be pumped to surface via piping in the ventilation
shaft. A series of boreholes and sumps will stage the water to the
500 Level decanting station.
In the case of a major
inflow of water, an emergency sump/pump station will be setup on
the 582 Level. Water staged from the underground workings will
be directed to the unconsolidated waste filled stopes above the 582
Level Sump. The water will be collected at the bottom of the stopes
(using the fill to filter out some of the suspended material) and
pumped directly to the main pump station on 500 Level, bypassing
the decanting sumps. Bulkheads will be constructed in the ramp at
strategic locations to reduce the risk of the inflows overwhelming
the dewatering system. The mine dewatering system is reviewed in
more detail in Section 16.5.8.
|
|
16.5.4
|
Development and Production Schedule
|
Development and Production
Schedule
A Gantt chart showing the
Gryphon mine summary production schedule was prepared to show the
surface construction, shaft sinking and construction, development,
and production phases of the Gryphon project (Figure 16-23). There
will be approximately six years of pre-production period from the
time the shaft construction starts in Q1 2026 until production
begins in Q2 2031. The production period will be approximately
seven years.
LOM production totals 1.26
Mt of mill feed at an average grade of 1.79% U3O8 containing 49.7 Mlbs
of U3O8. These tonnes
include marginal tonnes, which are below the cut-off grade, but
have enough value to cover the cost of haulage to the mill and
processing, and these tonnes need to be mined to access the reserve
material. During the peak production years (2032 to 2035), there
will not be any marginal tonnes hoisted, to avoid offsetting the
higher value tonnes.

Figure
16-23. Gryphon Mine Summary
Project Schedule
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
242
Underground Mine
Development
Mine development will be
completed using traditional drill and blast mining methods.
Development jumbos will be equipped to drill 4.1 m long holes,
resulting in a 3.8 m round advance. A schematic view of mine
development was shown in Figure 16-21.
The development of the
haulage ramp will be on the critical path for mine development. As
development progresses to the production levels, additional
headings will become available. Once development has advanced
sufficiently on 500 Level and the haulage ramp to provide adequate
space and secondary headings, a second mining crew will be
introduced to concentrate on completion of the development on the
500 Level.
Development advance rates
will vary depending on the location of the development and
additional support/activities required. The early off-shaft
development, within 50 m of the unconformity, will require probe
holes and cover grouting in areas where the probe holes exhibit
potential water inflows. Development in the ore sill will require
100% shotcrete to reduce the radiation exposure in these headings.
Table 16-9 summarizes the single, double, and multiple heading
advance rates for the various development headings.
Table
16-9. Underground Development
Performances
|
Description
|
Heading Count
|
Units
|
Performance
|
|
Ramp Development Off-shaft (shotcreting and
grout cover)
|
Single
|
m/day
|
3.0
|
|
5.0 m high x 4.5 m
wide
|
Double
|
m/day
|
3.9
|
|
|
Multiple
|
m/day
|
5.0
|
|
Ramp Development and Capital Access
Development
|
Single
|
m/day
|
3.7
|
|
5.0 m high x 4.5 m
wide
|
Double
|
m/day
|
4.8
|
|
|
Multiple
|
m/day
|
6.1
|
|
Operating Access Development (wet shotcreting
15%)
|
Single
|
m/day
|
4.0
|
|
4.0 m high x 4.0 m
wide
|
Double
|
m/day
|
5.2
|
|
|
Multiple
|
m/day
|
6.6
|
|
Ore Sill Development (wet shotcreting
100%)
|
Single
|
m/day
|
2.8
|
|
4.0 m high x 5.9 m
wide
|
Double
|
m/day
|
3.6
|
|
|
Multiple
|
m/day
|
4.6
|
The access ramp and
off-ramp lateral development will be driven 4.5 m wide by 5.0 m
high. This drift size was selected in order to provide sufficient
clearance for a 30-tonne truck. The drift height is required in
order to provide adequate clearance for the installation of
ventilation ducting during ramp development, and to provide
sufficient ventilation airflow volumes for truck haulage operation
during the mine production period.
A cross-section of the
ramp is shown in Figure 16-24. Services to be installed in the ramp
include a single 1.1 m (42 inch) ventilation duct (temporary
installation during initial ramp development), water supply line,
water discharge line, electrical power lines, blasting line, and a
communications line. Installation and maintenance of a good quality
roadbed will be essential for efficient truck haulage in the ramp.
An allowance of 300 mm thickness for roadbed installation is
included in the ramp design.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
243

Figure
16-24. Ramp
Profile
The silling and operating
development will be driven at 4.0 m high, with a width ranging from
4.0 m to 8.0 m, depending on the width of the resource. Ground
support will vary depending on mining widths but will include 2.4 m
resin grouted rebar, screen, and 100% shotcrete coverage. These
drifts will require installation of rigid ventilation duct and fans
to pull exhaust air from the face, water supply lines, electrical
power and communications cables, blasting lines, and backfill
lines. All drifts will be driven at grades of 3% or greater to
provide positive drainage for water inflows.
Ventilation raises will be
developed using raisebore machines. The upper raises will be 4.0 m
diameter while the lower raises will be 3.0 m
diameter.
The fresh air raises will
be equipped with a ladderway for secondary egress. The raises will
be driven in multiple legs, with transfer drifts on the silling
horizons. The fresh air raises may also serve as a permanent route
for services throughout the mine.
Development of 4.0 m
diameter raises will be scheduled at an overall advance rate of 2.4
m/day and 3.0 m/day for the 3.0 m diameter raises. All ventilation
raises will be developed using a qualified mine
contractor.
Mine
Development Sequence
The overall mine
development sequence will include:
|
|
●
|
Development of the 500 Level access to the internal
ventilation raises and the excavation of the infrastructure on the
500 Level. In parallel, development to the first production block
on the 582 Level.
|
|
|
●
|
Development of the access drifts on 582 and 567
Levels, preparation of stopes for early production, establishment
of the ballast station, and provision of an early location for
waste deposition.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
244
|
|
●
|
Continue ramp development to the next mining block
on the 635 Level, complete the related lateral development, and
excavate the ventilation raises to the 500 Level transfer drifts.
This will allow production from Upper SW Block to start.
Concurrently, the remaining infrastructure development on 500 Level
will be completed.
|
|
|
●
|
Development in the haulage ramp will continue to
695 Level, along with the ventilation transfer drifts on 635L and
665L, and the level access drifts to commence production from the
Upper Main Block on 695 Level. The ventilation raises will be
extended to the 635 Level prior to production commencing.
|
|
|
●
|
This process will be repeated to the 770 Level.
After extending the ventilation raises up to the 695 Level,
production from the 770 Level can begin in the Lower Main and Lower
D blocks.
|
|
|
●
|
The development crews will then focus on sustaining
capital and operating waste and ore silling, with two crews for the
next two years, and then reduce to one crew for the remainder of
the mine life.
|
The estimated LOM lateral
development requirements are summarized in Table
16-10.
Table
16-10. LOM Lateral Development
Requirements
|
Item
|
Quantity (m)
|
|
Capital
|
9,658
|
|
Ramp
|
3,576
|
|
Access/Infrastructure
|
6,082
|
|
Operating
|
407
|
|
Access
|
407
|
|
Silling
|
9,544
|
|
Ore
|
3,829
|
|
Marginal
|
1,184
|
|
Waste
|
4,531
|
|
Total Lateral
|
19,609
|
Table 16-11 shows the
estimated LOM vertical development requirements planned for
Gryphon.
Table
16-11. LOM Vertical Development
Requirements
|
Item
|
Quantity (m)
|
|
Vertical Development
|
|
|
Production Shaft (5.0 m dia.
finished)
|
550
|
|
Ventilation Shaft (4.5 m dia.
finished)
|
500
|
|
Internal Ventilation Raise
(4.0 m dia.)
|
317
|
|
Internal Ventilation Raise
(3.0 m dia.)
|
285
|
|
Total Vertical
|
1,652
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
245
Waste Rock
Broken and Backfill Requirements
Table 16-12 shows
estimated LOM quantities of development waste rock broken and rock
required for backfilling.
Table
16-12. Waste Rock Broken,
Backfill, and Ballast Quantities
|
Item
|
2028
|
2029
|
2030
|
2031
|
2032
|
2033
|
2034
|
2035
|
2036
|
2037
|
|
Waste Material Produced
|
||||||||||
|
Marginal Ore
|
0
|
0
|
0
|
0
|
7,763
|
11,749
|
10,692
|
11,161
|
0
|
0
|
|
Special Waste
|
0
|
0
|
11,156
|
18,668
|
27,714
|
47,903
|
48,612
|
40,577
|
23,697
|
2,893
|
|
Other
Waste
|
0
|
57,579
|
153,896
|
136,394
|
83,344
|
62,899
|
55,390
|
22,700
|
0
|
0
|
|
Consumed Underground
|
||||||||||
|
Backfill
|
0
|
0
|
7,016
|
43,826
|
89,676
|
107,994
|
101,365
|
65,099
|
19,366
|
2,197
|
|
Ballast
|
0
|
5,606
|
16,739
|
15,936
|
13,240
|
14,558
|
13,330
|
9,338
|
4,331
|
696
|
|
Hoisted
(waste only)
|
0
|
51,972
|
141,297
|
95,300
|
15,905
|
0
|
0
|
0
|
0
|
0
|
There will be a total of
320,000 tonnes of waste hoisted to surface in the first 4 years of
development. This waste will be stockpiled on surface. There are no
plans to use this waste for construction as it is potentially acid
generating. Table 16-13 indicates that there is sufficient waste
material produced in years 1 through 4 to keep up with Gryphon
backfill requirements without the need for the hydraulic backfill
plant, and also shows the amount of backfill required by year and
the ratio of waste rock to hydraulic fill.
Table
16-13. Backfill Required and
Ratio of Waste Rock to Hydraulic Fill
|
Backfill (tonnes)
|
2028
|
2029
|
2030
|
2031
|
2032
|
2033
|
2034
|
2035
|
2036
|
|
Rock
Fill
|
0
|
0
|
7,016
|
43,826
|
89,676
|
107,994
|
101,365
|
65,099
|
19,366
|
|
Hydraulic Fill
|
0
|
0
|
0
|
0
|
0
|
78,890
|
72,891
|
76,025
|
120,062
|
|
Total
|
0
|
0
|
7,016
|
43,826
|
89,676
|
186,884
|
174,256
|
141,125
|
139,428
|
|
Rock
Fill (%)
|
0
|
0
|
100%
|
100%
|
100%
|
58%
|
58%
|
46%
|
14%
|
|
Hydraulic
Fill (%)
|
0
|
0
|
0%
|
0%
|
0%
|
42%
|
42%
|
54%
|
86%
|
Underground Mine
Production
Production from the
Gryphon resource will target the milling capacity of 9.0 Mlbs
U3O8 per year, equivalent
to 605 tonnes per day of mineralization. The deposit has the
potential to exceed 605 tonnes per day (or 0.9
Mlbs).
Mine production rates have
been selected considering a custom milling scenario for the Wheeler
River project. Steady annual uranium production rates should help
in negotiating custom milling terms, and relatively high rates of
uranium production may be more difficult to
accommodate.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
246
Tonnes/pounds produced in
excess of the mill targets will be stockpiled at the
mill.
Stope mucking will be
completed using LHDs. The LHDs will transfer material to a remuck
located near the haulage ramp and subsequently load haul trucks.
The LHDs will be equipped to allow remote operation in order
provide safe working conditions near stope brows and to facilitate
final clean-up of the longhole stope floor prior to
backfilling.
Production grade control
will be active throughout the stope development, drilling, and
production periods. It is expected that during initial over-cut and
under-cut development, drill hole sampling, chip sampling, and
drift mapping will be completed to provide detailed information as
to the development ore grade variations along the drifts.
Production drill holes will have cutting samples taken by the
driller to better determine the production grade estimates for the
stope.
The final production grade
control will consist of drawpoint sampling during the production
mucking. This will confirm predicted production grades from the
stopes.
A mine production plan has
been generated for the Gryphon underground mine, as shown in
Table 16-14. This production plan shows the start of
production in 2030. The production rate will ramp up to a
steady-state production rate of 9.0 Mlbs U3O8 per year starting in
2033. All underground mine production will be completed in
2037.
Table
16-14. Mine Production
Plan
|
Mining Block
|
Elevation
|
2028
|
2029
|
2030
|
2031
|
2032
|
2033
|
2034
|
2035
|
2036
|
2037
|
|
E Zone
|
582 EZ
|
0
|
0
|
3,599
|
22,344
|
0
|
0
|
0
|
0
|
0
|
0
|
|
Upper SW
|
590 SW
|
0
|
0
|
0
|
0
|
368
|
0
|
0
|
0
|
0
|
0
|
|
605 SW
|
0
|
0
|
0
|
0
|
7,250
|
0
|
0
|
0
|
0
|
0
|
|
|
620 SW
|
0
|
0
|
0
|
1,050
|
9,754
|
0
|
0
|
0
|
0
|
0
|
|
|
635 SW
|
0
|
0
|
0
|
9,781
|
0
|
0
|
0
|
0
|
0
|
0
|
|
|
Upper
Main
|
590 UM
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
4,188
|
0
|
|
605 UM
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
2,485
|
5,374
|
0
|
|
|
620 UM
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
16,195
|
0
|
0
|
|
|
635 UM
|
0
|
0
|
0
|
0
|
0
|
0
|
19,380
|
16,583
|
0
|
0
|
|
|
650 UM
|
0
|
0
|
0
|
0
|
0
|
4,209
|
51,413
|
0
|
0
|
0
|
|
|
665 UM
|
0
|
0
|
0
|
0
|
0
|
50,540
|
0
|
0
|
0
|
0
|
|
|
680 UM
|
0
|
0
|
0
|
0
|
23,567
|
40,684
|
0
|
0
|
0
|
0
|
|
|
695 UM
|
0
|
0
|
0
|
12,153
|
40,211
|
0
|
0
|
0
|
0
|
0
|
|
|
Lower
Main
|
680 LM
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
3,602
|
|
695 LM
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
2,908
|
7,010
|
|
|
710 LM
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
69,806
|
0
|
|
|
725 LM
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
45,273
|
33,049
|
0
|
|
|
740 LM
|
0
|
0
|
0
|
0
|
0
|
0
|
30,245
|
72,863
|
0
|
0
|
|
|
755 LM
|
0
|
0
|
0
|
0
|
0
|
35,263
|
62,015
|
0
|
0
|
0
|
|
|
770 LM
|
0
|
0
|
0
|
0
|
18,951
|
59,600
|
0
|
0
|
0
|
0
|
|
|
785 LM
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
34,016
|
|
|
800 LM
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
15,346
|
4,212
|
|
|
815 LM
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
8,595
|
0
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
247
|
Mining Block
|
Elevation
|
2028
|
2029
|
2030
|
2031
|
2032
|
2033
|
2034
|
2035
|
2036
|
2037
|
|
Lower D
|
635 LD
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
658
|
658
|
|
650 LD
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
7,467
|
0
|
|
|
665 LD
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
10,175
|
0
|
|
|
680 LD
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
6,437
|
0
|
|
|
695 LD
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
1,686
|
22,177
|
0
|
|
|
710 LD
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
18,700
|
0
|
0
|
|
|
725 LD
|
0
|
0
|
0
|
0
|
0
|
0
|
49,116
|
0
|
0
|
0
|
|
|
740 LD
|
0
|
0
|
0
|
0
|
0
|
36,696
|
11,966
|
0
|
0
|
0
|
|
|
755 LD
|
0
|
0
|
0
|
0
|
599
|
13,322
|
0
|
0
|
0
|
0
|
|
|
770 LD
|
0
|
0
|
0
|
0
|
4,065
|
0
|
0
|
0
|
0
|
0
|
|
|
Total Longhole Stoping
|
0
|
0
|
3,599
|
45,329
|
104,766
|
240,315
|
224,134
|
173,786
|
186,180
|
49,499
|
|
|
Silling
|
0
|
0
|
7,059
|
21,259
|
31,492
|
43,657
|
40,650
|
40,650
|
25,686
|
5,215
|
|
|
Total Production (tonnes)
|
0
|
0
|
10,658
|
66,588
|
136,258
|
283,972
|
264,784
|
214,436
|
211,866
|
54,714
|
|
|
Total Production (pounds)
|
0
|
0
|
432,132
|
2,741,670
|
5,850,109
|
12,038,266
|
10,927,836
|
8,381,563
|
7,573,549
|
1,767,095
|
|
|
Total Milled (pounds)
|
0
|
0
|
432,132
|
2,741,670
|
5,850,109
|
9,000,000
|
9,000,000
|
9,000,000
|
9,000,000
|
4,688,310
|
|
Longhole
Mining
A stope optimizer program,
Mineable Shape Optimizer (MSO), was used to generate and evaluate
stopes at 15, 20, and 25 m level spacing. The level spacing at 15 m
provided the most favourable results for dilution and recovery. The
15 m spacing was selected based on the MSO results and due to the
narrow vein nature of the deposit, the blast hole deviation in the
down dip dimension, and the variable shapes of the mining
wireframes as viewed in a vertical projection.
Longhole drilling will be
completed using ITH drills suited to narrow vein mining. Blast
holes will be 100 mm (4 inch) in diameter and approximately 16 m in
length. Blastholes will be loaded and blasted using cartridge
emulsions. A dedicated loading crew will be utilized for stope
loading and blasting.
A drop raise will be
drilled and blasted to create an initial void for production
blasting. The drop raise will consist of 14 holes in total, with 5
reamed to a 200 mm diameter. Slot rings surrounding the raise will
be blasted across the full width of the longhole stope. The drill
pattern will consist of a 2.0 m ring spacing and 2.4 m hole
burden.
Stope dimensions will be
15 m vertical height, up to approximately 20 m along strike, and
with widths varying depending on the local lens thickness. The
average stope will be approximately 3,400 tonnes. Although ore may
be produced at a rate of approximately 700 tonnes per day during
the mucking cycle, the other stope activities will add
significantly to the complete stope cycle time. Excluding the
completion of over-cut and under-cut access development, a stope
cycle time of 52 days has been calculated, as shown in Table
16-15.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
248
Table
16-15. Summary of Stope Cycle
Time
|
Stope production
drilling (including slot)
|
8 days
|
|
Stope
blasting/production
|
8 days
|
|
Preparation for
backfilling
|
2 days
|
|
Hydraulic
backfilling
|
6 days
|
|
Hydraulic backfill
cure
|
28 days
|
|
Total
|
52 days
|
This equates to
approximately 67 tonnes per day over the full stope cycle,
therefore a minimum of 8 stopes will need to be available at
any given time (active drilling, blasting, mucking, filling, or
fill curing) in order to provide a steady-state production rate of
500 tonnes per day from stopes. The three main mining blocks will
need to be in production concurrently to provide the required
number of production stopes.
Over-cut (drill) drift and
under-cut (mucking) drift will be driven for the production stope.
Each drift may serve several stopes, starting at the “east or
west” abutment and retreating toward the central access
drift. The resource consists of several stacked lenses, and
therefore each level may have several over-cut drifts. Mining
generally will progress from footwall to hangingwall and from the
extremities to the central access drift. Figure 16-25 illustrates a
typical production level and the anticipated longhole stope
outlines.

Figure
16-25. Typical Production
Level
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
249
16.5.5 Underground Mine
Backfill
Stope backfilling will be
completed using a combination of rockfill, cemented rockfill (CRF),
or hydraulic fill delivered by pipeline to the over-cut drift, with
waste co-deposited by LHD.
The hydraulic fill plant
will be constructed on surface and will produce fill from the
surface overburden material (sand). The in situ sand material will
be too coarse to produce a suitable backfill and will require
additional processing to produce a material with additional
fines.
The fill will be directed
down 100 mm schedule 80 pipe installed in the ventilation shaft to
the 500 Level, and then through a series of boreholes to
active mine production levels below. Lateral pipelines will be
installed on the levels to reduce line pressures in the
distribution system and to deliver the backfill to the individual
production stopes as required.
An underground fill crew
will be designated to complete piping installations, construct fill
barricades, and monitor the filling process as required. It is
expected that these crews will be able to use existing mine service
vehicles (primarily scissor lifts and Hiab trucks) to complete this
work.
Backfill activities will
be completed on all shifts, with fill pours running through shift
change if required. All filling activities will be monitored at the
backfill plant using remote cameras and pipeline pressure and flow
monitors.
Work required to complete
filling of a stope (hydraulic fill) will include:
|
|
●
|
Installation of a pipeline from the junction on the
level to the stope. Construction of a dump wall near the open
stope, in the over-cut, when waste rock is to be dumped into the
filled stopes.
|
|
|
●
|
Construction of a backfill bulkhead near the stope
at the stope under-cut drift.
|
|
|
●
|
Filling of the first ±8 meters of stope height
and allowing the fill to cure for 4 days to form a solid plug at
the bottom of the stope.
|
|
|
●
|
Fill the remainder of the stope to the level of the
floor of the over-cut drift. When waste is available, it will be
co-deposited into the backfill from the over-cut via LHD. Allow 28
days for the fill to cure before blasting a stope beside or below a
filled stope.
|
Backfill
Test Work
Backfill test work was
completed as part of the PFS to determine the applicability of
hydraulic backfill using material sourced from overburden at the
Wheeler River site. The test work included material
characterization, permeability, rheology, and strength testing.
Based on initial observations, the overburden sample was screened
of its fraction of particles above 1.0 millimeter and blended with
an external source of material to increase the amount of fines
sized below 500 micrometers. Strength test cylinders were cast with
the screened and blended overburden over a range of binder content
ratios and UCS tests were completed following 14-day and 28-day
cure cycles. It was determined that the hydraulic backfill with a
binder portion of 11% by mass achieved the targeted strength of 800
kilopascals within the required 28-day cure cycle time. Though the
hydraulic backfill test work was successful at achieving the target
strength requirement, future field work and test work is required
to locate a suitable material on site that does not require
blending to optimize the backfill recipe.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
250
During the hydraulic
backfill testing, test work on the applicability of cemented rock
backfill and tailings paste backfill were also completed in case
these options would be explored during future phases of the
project. Though no fatal flaws were identified, the test work was
preliminary and additional testing is required to better understand
optimal operating parameters for these backfill
options.
|
|
16.5.6
|
Ore and Waste Handling
|
During the initial
development phase, 6-yard LHDs will load waste rock (and limited
ore) into 30 tonne capacity haul trucks to be trucked to the 500
Level rockbreaker station. Ore and waste remucks will be located
near the rockbreaker station to enable batching of the material as
required.
Once sufficient open
stopes are available, the bulk of the waste will be hauled to
remucks near the open stopes, trammed by LHDs, and dumped into the
nearest open stope. The remaining waste rock will be trucked to the
500 Level rockbreaker station. By 2033, it is estimated that all
waste rock generated underground will be used for backfill and will
not be hoisted to surface.
Ore produced from
development or production will be trammed to a remuck on the level
and subsequently loaded into trucks at a truck loading area near
the ramp for hauling to the 500 Level rockbreaker
station.
There will be three 30
tonne capacity trucks in the fleet to meet ore and waste rock
handling requirements. One LHD will be dedicated to loading ore and
waste rock into the haulage trucks, and to re-handling the waste as
backfill.
The 30 tonne haulage
trucks will transport ore to the 500 Level rockbreaker station
located in the proximity of the production shaft station. Each
truck will carry an average load of 19.5 tonnes per trip. Truck
cycle times (round trip) have been calculated for each mining
block, as shown in Table 16-16.
Table
16-16. Truck Cycle Times (Round
Trip) by Mining Block
|
From E
Zone
|
20 mins
|
|
From Upper Main and
Upper SW
|
33 mins
|
|
From Lower Main and
Lower D
|
43 mins
|
|
From Lower D
FW
|
45 mins
|
A total of four trucks
will be purchased to have up to three trucks available for haulage
as the centre of mine production moves deeper over time. Keeping
the availability of these ore haulage trucks as high as possible
will be a priority for maintenance crews.
Roadbed maintenance in the
haulage ramp will be critical to establishing an efficient truck
haulage system. The haulage trucks will have priority for travel in
the haulage ramp. A dedicated communication channel will be set up
for all vehicle traffic in the ramp and haulage trucks will
regularly report position and direction of travel by radio in order
to notify other ramp traffic. A grader will be used to complete
regular roadbed maintenance in the haulage ramp. This grader will
typically operate on night shift when ramp traffic is
reduced.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
251
|
|
16.5.7
|
Underground Mine Ventilation and Heating
|
Design
Criteria
The design of the
ventilation system components and structures is based on the
criteria outlined in Table 16-17.
Table
16-17. Ventilation Design
Criteria
|
Dimensions
|
Units
|
Value
|
|
Production shaft
diameter
|
m (ft)
|
5.0
(16.4)
|
|
Exhaust shaft
diameter
|
m (ft)
|
4.5
(14.8)
|
|
Internal raise
diameter
|
m (ft)
|
3.0 (9.8) or 4.0
(13.1)
|
|
Ramp/lateral
development drift size
|
m x m (ft x
ft)
|
5.0 x 4.5 (16.4 x
14.8)
|
|
Production shaft duct
for ramp development; steel
|
mm (in)
|
1,829
(60)
|
|
Ramp development duct;
PVC duct
|
mm (in)
|
1,220
(48)
|
|
Ore sill development
duct; PVC duct
|
mm (in)
|
1,067
(42)
|
|
Overlap ventilation
duct; fabric
|
mm (in)
|
915 (36)
|
|
Friction Factors /
Resistances
|
Units
|
Value
|
|
Average blasted
drift
|
kg/m3
(lb-min2/ft4
x 1010)
|
0.0120
(65)
|
|
Concrete lined shaft
with rope guides and services
|
kg/m3
(lb-min2/ft4
x 1010)
|
0.0065
(35)
|
|
Raise bore
raises
|
kg/m3
(lb-min2/ft4
x 1010)
|
0.0050
(27)
|
|
Internal raises with
manways
|
kg/m3
(lb-min2/ft4
x 1010)
|
0.0241
(130)
|
|
Steel duct
|
kg/m3
(lb-min2/ft4
x 1010)
|
0.0033
(18)
|
|
Fabric
duct
|
kg/m3
(lb-min2/ft4
x 1010)
|
0.0037
(20)
|
|
PVC duct
|
kg/m3
(lb-min2/ft4
x 1010)
|
0.0018
(10)
|
|
Single
door
|
PU
|
20
|
|
Bulkhead
|
PU
|
250
|
|
Airlock
|
PU
|
40
|
|
Velocity Thresholds
|
Units
|
Value
|
|
Production
shaft
|
m/s
(fpm)
|
>12.0
(2,360)
|
|
Exhaust
shaft
|
m/s
(fpm)
|
>24.0
(4,724)
|
|
8.0 - 12 (1,575 -
2,360)1
|
||
|
Airways with
haulage
|
m/s
(fpm)
|
>6.0
(1,180)
|
|
Notes:
|
|
|
|
1. Velocity at which
water blanketing occurs in exhaust shafts.
|
||
Description
The mine will be designed
to have dedicated fresh and return ventilation raises/drifts,
providing flow through ventilation in all production mining areas
to avoid recirculation of air. The ventilation system will be
designed to operate mainly as a pull system, to reduce leakage
throughout the mine, with a push fan at the intake directing the
air through the heater and into the production shaft. The fresh air
will be split on the 500 Level to the haulage ramp, and to the 500
Infrastructure (garage and main sump) and internal fresh air raise,
from which it will be directed to the working areas through a
series of internal fresh air raises and transfer drifts.
Regulators, dampers, doors, bulkheads, and auxiliary fans will be
included to control the air distribution to the various levels as
necessary. The air will exhaust through a series of internal return
air raises, return air transfer drifts, and the ventilation shaft
to surface.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
252
Airflow
Requirements
The airflow requirement in
Saskatchewan for diesel powered mobile equipment operating in
underground mines is 100 cfm/HP (0.063m3/s). The total
airflow requirement is summarized in Table 16-18, taking into
consideration the equipment operating underground at full
production and airflow required in active levels/facilities without
equipment.
Table
16-18. Total Airflow
Requirements
|
|
Qty
|
Engine Rating
(kW) |
Utilization
|
Total Power
(kW) |
Airflow Requirement
|
|
|
m3/s
|
cfm
|
|||||
|
Development
|
||||||
|
2 boom Jumbo
(elec/hyd)
|
2
|
110
|
20%
|
44
|
3
|
5,871
|
|
Boom
Bolter
|
3
|
62
|
20%
|
37
|
2
|
4,964
|
|
6 yd LHD
|
2
|
208
|
75%
|
312
|
20
|
41,631
|
|
Scissor
lift
|
2
|
129
|
40%
|
103
|
7
|
13,770
|
|
Toyota
Jeep
|
2
|
120
|
40%
|
96
|
6
|
12,810
|
|
Production and Backfill
|
||||||
|
ITH with
compressor
|
2
|
119
|
20%
|
48
|
3
|
6,351
|
|
6 yd LHD
|
2
|
208
|
75%
|
312
|
20
|
41,631
|
|
Tractor
|
1
|
125
|
30%
|
38
|
2
|
5,004
|
|
Haulage
|
||||||
|
30t truck
|
3
|
305
|
100%
|
915
|
58
|
122,092
|
|
Miscellaneous
|
||||||
|
Toyota
Jeep
|
3
|
120
|
30%
|
108
|
7
|
14,411
|
|
Scissor
lift
|
1
|
129
|
40%
|
52
|
3
|
6,885
|
|
Boom truck
|
1
|
129
|
30%
|
39
|
2
|
5,164
|
|
Shotcrete
equipment
|
1
|
125
|
40%
|
50
|
3
|
6,672
|
|
3.5 yd with
forks
|
1
|
150
|
30%
|
45
|
3
|
6,005
|
|
Kubota
forklift
|
1
|
125
|
40%
|
50
|
3
|
6,672
|
|
Active levels
allocation (10m3/s)
|
6
|
|
60
|
126,522
|
||
|
Main sump
(6m3/s)
|
1
|
6
|
12,708
|
|||
|
Facilities allocation
(14m3/s)
|
1
|
14
|
29,652
|
|||
|
Leakage
(10%)
|
|
14
|
29,993
|
|||
|
TOTAL AIRFLOW
|
236
|
498,808
|
||||
A description of the
ventilation system as it evolves through the life of mine is given
in the following sections.
Pre-production
The production shaft will
be the first airway to be established in the ventilation system
from which the ramp and drift to the exhaust raise will be
developed. The return and fresh paths will be through the
production shaft, with the fresh air isolated within an 1,800 mm
(60 inch) diameter steel duct. A schematic of the ventilation
system at this stage is provided in Figure 16-26. The surface
intake fans for the LOM will push the air down the ducting in the
shaft to the 500 Level, at which point a wye ducting arrangement
will be made with a 75 kW (100 HP) fan at each end pushing air
through a 1,220 mm (48 inch) PVC duct. Rigid ducting will be
used to reduce the frictional losses, and, if the ramp continues
further than planned, prior to establishing flow through
ventilation to surface, a second fan could be installed in series
to provide the additional push required.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
253

Figure
16-26. Pre-production Ventilation
Schematic
Full
Production
Once the ventilation shaft
is commissioned, a flow through ventilation system can be
implemented in a ‘push-pull’ configuration. The primary
movers will be the ‘pull’ fans on the ventilation
shaft, but the ‘push’ fans will be required at the
intake to ensure that the air is drawn through the heaters rather
than directly through the headframe. Airlock/regulators will then
be used to control the ventilation flow from the fresh air raises,
with an exhausting overlap auxiliary ventilation system drawing air
onto the active levels. A schematic of the ventilation system at
full production is presented in Figure 16-27. While this represents
a typical arrangement of auxiliary fans, the exact locations will
depend on production schedule. Bulkheads will be required at all
the internal fresh and return air raises, and doors and regulators
will be installed at the raises to provide fresh air onto the
active levels. The internal fresh air raises will be equipped with
an escapeway.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
254

Figure
16-27. Full Production
Ventilation Schematic
Main
Fans
The main fan motor power
requirements were estimated from the ventilation model, taking into
consideration pressure losses at the fan from the ducting,
silencer, damper, etc. The ventilation system capabilities and fan
ratings are summarized in Table 16-19.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
255
Table
16-19. Ventilation Fan Power
Requirements (including ducting, heater, pressure losses,
etc)
|
Location
|
No. Fans
|
VFD Capable?
|
Peak Airflow
m3/s (cfm) |
Peak Pressure
Pa (in. W.G.) |
Total Power
kW (HP) |
|
Surface Intake Fan
(Production Shaft)
|
2
|
Yes
|
260
(550,000)
|
600
(2.4)
|
2 x 112
(150)
|
|
Surface Return Fan
(Ventilation Shaft)
|
2
|
Yes
|
240
(500,000)
|
3,360
(13.5)
|
2 x 450
(600)
|
All main fans will be
located on surface and have a horizontal arrangement. The fresh air
fan will be provided with a propane heating system for use during
the winter months.
Winter design minimum
ambient temperature was taken to be -40°C (-40°F), with
the mine air heaters sized for a maximum temperature rise of
26.6°C (80°F), thus increasing the air temperature to
4°C (40°F) from the winter design ambient temperature.
For the peak fresh air system capacities, a 14,936 kW
(51 MMBTUhr) heating system will be required.
Auxiliary
System
To reduce exposure time of
exhaust air from the face in the production headings, an exhaust
overlap system will be implemented. A schematic of this auxiliary
ventilation method is illustrated in Figure 16-28. The system
will consist of two fans, one providing the primary power to move
the fresh air on the level and the smaller overlap fan required to
ventilate the face and ensure that no ventilation dead zones are
present.
The airflow requirements
in active production levels will be 30 m3/s (60,000 cfm), so
the exhausting power can be delivered by a single 75 kW (100 HP)
installed at the internal return air raise bulkhead. The 1,067 mm
(42 inch) ducting for the exhausting fan will need to be rigid to
sustain the negative pressures resulting from the exhausting fan,
and PVC ducting was assumed in the design criteria to minimize the
friction loss at the duct. For the overlap section of the
ventilation system, a smaller fabric duct, 915 mm (36 inch) in
diameter, is planned with a 38 kW (50 HP) fan directing the air
onto the face. Fabric ducting will be required for this last
section, so that it can be retracted prior to blasting and thus
avoiding damage to the auxiliary ventilation
infrastructure.

Figure
16-28. Schematic of Exhaust
Overlap Auxiliary Ventilation System
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
256
|
|
16.5.8
|
Underground Mine Dewatering
|
The dewatering system will
be designed to handle emergency inflows of 1,650 m3/hr and daily
mining activity inflows of 258 m3/hr (58
m3/hr
from process water and 200 m3/hr from
groundwater). The system is designed to pump mine waters from
underground up to surface for treatment and discharge. For normal
operations, the dewatering system will consist of a main pump
station at the 500 Level, a decanting station at the 500 Level, and
cascading pump stations located at the 582 Level, 635 Level, 695
Level, 725 Level, 755 Level, and 815 Level. The main pump station
and the 582 Level and 635 Level cascading sumps are designed to
handle emergency inflows. In the event of an emergency inflow,
which is assumed most likely to occur above the 635 Level, water
will gravity drain to the 635 Level, be transferred to the top of a
rock-filled stope at the 567 Level, referred to below as the
emergency catchment sump, recollected at the 582 Level cascading
station (also referred to as the booster station), and transferred
to the main pump station on 500 Level. The purpose of the transfer
to the rockfilled stope is to allow for settling and filtration of
silt which could potentially enter with the groundwater. The
dewatering system is not designed to prevent the mine from flooding
below 635 Level, but to maintain accessibility and integrity of
infrastructure above that level to facilitate remediation of the
inflow source. It is assumed that, in such an event, all other mine
operations will cease, and efforts will be dedicated to remediation
of the inflow (Figure 16-29). A negative pressure exhaust system is
also tied in to the dewatering design to exhaust radon gas from the
water.

Figure
16-29. Dewatering
Schematic
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
257
Main Pump
Station
The main pump station will
consist of three sets of two multi-stage centrifugal pumps in
parallel. One pump in one of the sets will operate to handle the
daily average inflows within the Gryphon orebody. Water from the
pumps will be transferred to surface via three 300 mm pipes in the
return air raise shaft or three 300 mm pipes in the production
shaft. Only one set of three pipes is required at any time, but
both shafts are equipped with dewatering pipes for redundancy. The
main pump station will also contain a large storage sump that runs
parallel to the pumps. To handle emergency inflows, 5 out of the
total 6 pumps will run, with an additional pump on standby. The
main pump station will be closed off with a rubber curtain and
contain an exhaust pipe for radon gas, which will be exhausted to
surface via the return air raise. Table 16-20 summarizes the
discharge capacities of the proposed pumps.
Table
16-20. Total Output by
Pump
|
Operation
|
Pumps Operating
|
Total Outflow (m3/hr)
|
|
Daily
|
1/6
|
453
|
|
Emergency
|
5/6
|
1,817
|
Emergency
Catchment Sump
The emergency catchment
sump will be used in the event of emergency inflows. The stopes
located within the 567 Level will serve as the sump. Water from the
635 Level cascading station will be pumped to the stopes at the 567
Level and rockfill within these stopes will allow silt to settle
and filter through the water prior to entering the booster station
at the 582 Level. From there, water will bypass the decanting
station and enter the main pump station sump, from which it will be
pumped to surface.
Decanting
Station
The decanting station will
consist of two decanting drifts and one collection sump. Water from
the 582 Level will be pumped to one of the decanting drifts
until it is completely full of solids. Water will then be pumped to
the secondary decanting drift while the solids in the primary drift
are dewatering or being cleaned out. Once the secondary drift is
full, water will then be pumped back to the first decanting drift,
thus repeating the process. The decanting drifts will consist of a
permeable wall to filter solids out of the water. During normal
operations, water will either permeate through the wall, or
overflow the wall, while the majority of solids will remain in the
decanting drift. Once the decanting drift is taken offline, water
will permeate the wall as the solids dewater. Water from the
decanting drifts will gravity drain to a collection sump. This
collection sump will drain to the main pump station sump via
boreholes, from which it will be pumped to surface. The decanting
station will be closed off with a rubber curtain and contain an
exhaust pipe for radon gas, which will be exhausted to surface via
the return air raise.
Cascading
Pump Stations
Cascading pump stations
will be placed within the Gryphon orebody to pump dirty water to
the decanting station. The cascading pump stations can be found at
the 582 Level, 635 Level, 695 Level, 725 Level, 755 Level, and the
815 Level. The cascading pump stations at the 635 Level and 582
Level will be fitted with five submersible pumps, a sump, and a cat
walk. Cascading pump stations on every other level will be fitted
with one submersible pump and a sump. Each station will be closed
off with a rubber curtain and contain an exhaust pipe for radon
gas, which will be exhausted to surface via the return air
raise.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
258
Daily
Inflows
To meet daily inflow
requirements, the cascading pump station pumps and sumps will be
designed to meet the daily average dewatering rates of 258
m3/hr.
During development, a moveable diaphragm pump at the development
face will pump water to borehole sumps via the ramp. These borehole
sumps will be located directly above the cascading pump stations.
Water will then enter the cascading pump station, from which it
will be pumped to the next pumping station above, via the ramp.
Once water reaches the cascading pump station at the 582 Level, it
will be pumped to the decanting station, where it will settle prior
to entering the main pump station at the 500 Level.
Emergency
Inflows
In the event of emergency
inflow, the cascading pump stations below the 635 Level will flood.
The cascading pump stations at the 635 Level and 582 Level will be
adequately sized to meet these emergency inflows. From the 635
Level, water will be pumped to the stopes at the 567 Level, where
silts will settle out of the water prior to entering the cascading
pump station at the 582 Level. From the 582 Level, water will
bypass the decanting station and enter the main pump station at the
500 Level, from which it will be pumped to surface. Bulkheads
will be constructed in the ramp at strategic locations to reduce
the risk of the inflows overwhelming the dewatering system. Once
the bulkheads are cured, the pumps will shut off and the mine will
flood to the bulkheads.
|
|
16.5.9
|
Other Underground Mine Infrastructure
|
Underground Maintenance
Facilities
Underground mobile
equipment will be lowered down the production shaft to 500 Level.
No ramp access to surface is planned. A fully serviced, multi-bay
underground maintenance shop will be constructed on the 500 Level,
within walking distance of the production shaft. It will be sized
to accommodate ~10% of the total equipment fleet. The maintenance
shop will consist of 3 bays, each with an overhead crane. The bays
will be sized to fit the largest pieces of underground equipment.
The maintenance facility will also contain an electrical
maintenance shop, a welding bay, distribution of lubricants, an
office, and limited parts storage. A tire storage bay and wash bay
will be located nearby. The shop will be designed for flow through
traffic, when possible, and will be tied into an exhaust duct,
which exhausts directly into the ventilation shaft. A 3-bay
underground maintenance facility is shown in Figure
16-30.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
259

Figure
16-30. Underground Maintenance
Facility
Fuel and
Lubricant Storage
Fuels and lubricants will
be transported underground in bladders via the cage and transported
with a forklift to the fuel and lube stations. Fuel and lubricants
will be stored at two fueling and lube stations, located on the 710
Level and near the main 500 Level shop. The fuel and lubricants,
including hydraulic oils, will be stored in appropriate
self-contained modules (Lube-cubes or SatStats). The fuel and lube
storage bays will be equipped with a fire suppression system and
fire-resistant doors, as per regulated requirements.
Explosives
and Detonator Storage
Underground explosives
storage will be established on the 500 Level. Underground storage
capacity will be up to 10 days supply of development and stope
blasting materials. A small storage facility for detonators will
also be constructed on the 500 Level.
Second
Egress
A system for providing a
second egress from the mine is required to be in place prior to the
start of production. This second egress will consist of a small
cage installed in the ventilation shaft and ladderways installed in
the internal fresh air raises.
Refuge
Stations
A permanent refuge station
will be located on the 500 Level near the maintenance shop and on
the 700 Level central to the production areas. The refuge stations
will serve the development and production crews working in the
area, as well as the maintenance crews working in the underground
shop.
Two portable refuge
stations will be purchased. As mine development and production
moves into new mining areas, an appropriate existing cut-out will
be used to set up a temporary refuge station.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
260
|
|
16.5.10
|
Underground Mine Services
|
Roadbed
Material Delivery
Maintaining good roadbed
conditions in all travel ways is important to overall productivity
and mobile vehicle maintenance and will be essential in allowing
efficient vehicle travel on the ramp.
Roadbed material for the
underground mine will be obtained by crushing waste rock
underground on the 567 Level. As required, the haulage trucks will
haul the roadbed material to an area where road maintenance is
currently underway.
A grader is included in
the mobile equipment fleet. As it is anticipated that most material
movement and personnel traffic in the ramp will take place during
day shift, the grader will operate on night shift to maintain good
operating condition on the access ramp travel surface. This will
include the placement and spreading of additional roadbed ballast
as required.
Materials
Handling
All materials brought into
the mine, including explosives, shotcrete, pipe, ground support
materials, ventilation duct, fans, etc, will be transported
underground via the shaft to the 500 Level storage bays and
subsequently moved to the various storage locations throughout the
mine. This will be accomplished primarily using flat-deck trucks
equipped with Hiab lift booms. It will be important that sufficient
materials storage is maintained underground for materials transport
to be done in an efficient manner, with each load of materials
being maximized in order to reduce the total number of cage trips
required.
Underground Electrical Power
Distribution
Four main 25 kV feeders
will be supplied from the surface pre-fabricated electrical
building, or “e-house”, to provide the surface and
underground power for the Gryphon deposit. These will include two
surface feeders and two redundant underground feeders,
‘A’ and ‘B’.
The ventilation and
hoisting systems will be supplied via a buried 25 kV Teck
cable routed from the surface e-house to the hoist/FAR e-house. At
the hoist/FAR e-house, two transformers will be installed. A
25 kV to 4,160 V step-down transformer, sized to supply
power to the RAR fans and hoist motor (via VFDs), and a second
transformer, 4,160 V to 600 V for auxiliary loads and FAR
fans. From the hoist/FAR e-house, three buried cables, including
two 5 kV feeders and one 1 kV feeder, will be run to the RAR
e-house.
The total surface
ventilation power requirement will be approximately 1,500 kVA,
based on the operation of two 600 HP return air and two 150 HP
fresh air surface ventilation fans.
The total hoisting power
requirement will be approximately 3,500 kVA, based on the operation
of one 2,000 HP hoist and a 300 HP egress hoisting
system.
In the event of an
emergency, power will be required for ventilation, dewatering,
egress hoisting, and auxiliary surface power. Emergency power will
be provided by three 13.8 kV, 3.5 MW gensets connected in parallel.
These gensets will provide power to a 13.8 kV switchgear, which
will be connected to a 13.8 kV / 25 kV step-up transformer. The
generator system will be connected to the main system via a
transfer switch.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
261
The total surface
emergency power requirement will be approximately 9,000 kVA, based
on the operation of one 600 HP return air fan and one 150 HP fresh
air surface ventilation fan, five 1500 HP dewatering pumps, two 100
HP egress hoists, and surface auxiliary loads. The emergency
related electrical power loads are summarized in Table
16-21.
Table
16-21. Emergency Related
Electrical Power Load Summary
|
Item
|
Connected Load (kVA)
|
|
Generator
Switchgear
|
8,974
|
|
Gryphon Aux.
CDP
|
1,000
|
|
Surface Fresh Air
Fans
|
142
|
|
Surface Return Air
Fans
|
566
|
|
Surface
Hoisting
|
188
|
|
Mine Dewatering
Switchroom
|
7,078
|
The two underground
feeders, 'A' and 'B', will run from the surface e-house down the
shaft to a switchgear in the main shaft substation at 500 Level.
This switchgear will provide a tie-in point between underground
feeders ‘A’ and ‘B’ and will also provide
an isolation point for the main dewatering switch room, 500 Level
infrastructure, and the development in the main ramp. The tie-in
point in the switchgear will provide redundancy for the critical
main dewatering pumps and for the development phase to minimize
down time. As initial development occurs, isolation will be done
from the main shaft substation switchgear until the underground
switchrooms are installed. There will be 25 kV junction boxes
installed at every two to three mining levels as the ramp is
advanced to maintain the integrity of the main 25 kV distribution
cables, reduce splices, and facilitate tie-ins for the sill
development and production crew as they approach the
area.
The 710L switch room will
be installed once the ramp accesses this level and will serve as
the primary isolation and tie-in point for the 710 Level
infrastructure and the production/development in the Lower Main and
Lower D.
In addition to the
above-mentioned switchrooms, there will be three additional types
of switchrooms; a development switchroom (DSR), a primary
switchroom (PSR), and a secondary switchroom (SSR).
DSRs will be supplied from
25 kV power and will include two 25 kV junction boxes and a mine
power centre (MPC) for 600 V power. These facilities will
provide power to development crews for equipment, ventilation, and
pumping. The high voltage junction boxes will be permanently
installed and the MPC will have the ability to be relocated as
required.
PSRs will be supplied from
25 kV power and will include a 25 kV disconnect switch, a
25 kV junction box, and an MPC for 600 V power
distribution. These facilities will be placed in new excavations
with room for an optional additional MPC in areas of high power
demand (if needed).
PSRs will feed 600 V power
to SSRs on other levels via boreholes (or manways) and will have
capacity to provide power to level infrastructure facilities (i.e.
dewatering pump sumps, refuge stations, storage bays) as
required.
It is assumed that no PSR
will need to provide development and production power to more than
four SSRs at a time. This is based on a mining plan to have two
development crews and one production crew located in each
area.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
262
SSRs will typically
include a 600 V rack with associated equipment and will be in
a small cut out excavation. SSRs provide power to production and
development crews and local infrastructure facilities.
The distribution system
offers flexibility and ensures that MPCs can be placed wherever
infrastructure loads are deemed required, such as ventilation or
dewatering.
The total underground
power requirement will be approximately 15,000 kVA, based on one
production crew, two development crews, and supporting
infrastructure, including pumps and fans.
The surface and
underground related electrical power loads are summarized in Table
16-22.
Table
16-22. Surface and Underground
Electrical Connected Loads
|
Item
|
Connected Load (kVA)
|
|
Surface E-House Switchgear
|
20,822
|
|
Surface Fresh Air Fans
|
1,000
|
|
Fan
No. 1
|
382
|
|
Fan
No. 2
|
142
|
|
Auxiliary Loads
|
99
|
|
Surface Return Air Fans
|
1,232
|
|
Fan
No. 1
|
566
|
|
Fan
No. 2
|
566
|
|
Auxiliary Loads
|
99
|
|
Surface Hoisting
|
3,661
|
|
Hoist
|
1,887
|
|
Hoist
Auxiliary Loads
|
698
|
|
Headframe Auxiliary
Loads
|
698
|
|
Egress Loads
|
378
|
|
Mine Dewatering Switchroom
|
7,078
|
|
Feeder A
|
3,767
|
|
U/G
Auxiliary Fans
|
944
|
|
Compressors
|
755
|
|
Cascading Pumps/Booster
Pumps
|
783
|
|
Development/Production
Crew
|
900
|
|
Misc.
(lighting, etc)
|
195
|
|
U/G
Infrastructure (shop, refuge station, etc)
|
190
|
|
Feeder B
|
3,702
|
|
U/G
Fans
|
783
|
|
Compressors
|
1,132
|
|
Misc.
(lighting, etc)
|
210
|
|
Cascading Pumps
|
878
|
|
U/G
Infrastructure (shop, refuge station, etc)
|
699
|
Underground Communication,
Automation, and Instrumentation
The primary underground
communications will be via a wireless VOIP telephone (over fibre
network) system. A fibre optic network, including programmable
logic controller remote input/output, has been included in the
design for monitoring and control of ventilation and dewatering
systems. The fibre optic backbone has been suitably sized to
accommodate expansion and additional systems that may be
required.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
263
Instrumentation and
automation initiatives will be taken where suitably advanced
technology can be utilized. Applicable systems will function via
the installed fibre optic network. The technology will apply to the
ventilation network, mine dewatering system, and additional systems
that may evolve over the life of the property.
Mine
Process Water Distribution
Water will be distributed
throughout the mine via Victaulic water lines (50 mm diameter)
installed in the access ramp and lateral development headings.
Pressure reducers will be installed in the water supply line in
order to maintain water pressures at a maximum of 100 psi working
pressure.
Definition
Drilling
Detailed delineation
diamond drilling will be completed from underground drill bays
situated over a strike length of approximately 300 m in order to
evaluate the continuity of the deposit lenses. Underground
drilling, when combined with existing surface exploration drill
holes (spaced approximately on 25 m centres), is designed to
achieve a spacing of approximately 12.5 m centres at the expected
mineralized horizons.
Approximately 30,000 m of
underground delineation drilling in 180 holes will be required to
achieve the appropriate spacing across the deposit lenses.
Each hole will average approximately 160 m in length.
|
|
16.5.11
|
Underground Mobile Equipment
|
Mobile mine equipment will
be purchased in stages as mine development advances and the second
development crew is added. The production truck haulage fleet will
be increased as mine production rates increase and the average
depth of production increases.
For the initial ramp
development starting in year 1, a single development jumbo, an LHD,
two 30 tonne trucks, a scissor lift, and a Hiab boom truck
will be purchased.
During year 2, the second
development crew will begin working. In year 3, the production crew
will begin production on 582 Level. Additional development
equipment and most of the mine production equipment will be
purchased during this period. A total of 30 pieces of mobile
equipment will be required underground during the peak production
period. Table 16-23 provides a breakdown of the equipment fleet at
peak requirement.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
264
Table
16-23. Mobile Equipment
List
|
Description
|
Peak Count
|
|
Development
|
|
|
2
boom Jumbo (elec/hyd)
|
2
|
|
Boom
Bolter
|
3
|
|
6 yd
LHD
|
2
|
|
Scissor lift
|
2
|
|
Toyota Jeep
|
2
|
|
Production and Backfill
|
|
|
ITH
with compressor
|
2
|
|
6 yd
LHD
|
2
|
|
Tractor
|
1
|
|
Haulage/Construction and
Misc.
|
|
|
Toyota Jeep
|
3
|
|
30 t
truck
|
3
|
|
Scissor lift
|
1
|
|
Grader
|
1
|
|
Boom
truck
|
1
|
|
Shotcrete sprayer (Encreter -
dry or wet applications)
|
1
|
|
Transmixer
|
1
|
|
Kubota forklift
|
2
|
|
3.5 yd with forks (load
roadbed crusher/transport materials/compressors)
|
1
|
|
TOTAL UNDERGROUND MOBILE
EQUIPMENT
|
30
|
|
|
16.6
|
Radiological Dose Assessments
|
A screening level
evaluation was completed for both Phoenix ISR operations and
Gryphon underground mining operations. The aim of the assessment
was to provide input into the technical and operational designs for
these facilities in order to ensure a safe and efficient
operation.
The evaluation focused on
key personnel in various roles that are likely to receive the
highest exposures. For the purpose of current screening assessment,
exposure to radon/radon decay products (RDP) and gamma radiation
are the key considerations based on experience in the Basin at
similar operations. While there will be contributions to dose from
LLRD and from general time in the native mine rock exposure, these
are expected to be minimal relative to that from RDP and gamma
radiation and were therefore not included in the assessment. In
future work a more detailed assessment of all workers from all
sources of exposure will need to be completed.
|
|
16.6.1
|
Regulatory Setting
|
Maintaining radiation
doses to workers within acceptable limits will be required at all
times during the operation. In general, the ALARA principle (As Low
As Reasonably Achievable) is applied in practice with formal
regulations on radiation doses come from four sources:
|
|
●
|
CNSC;
|
|
|
●
|
Denison Safety Standards;
|
|
|
●
|
Future Environmental Impact Assessment; and
|
|
|
●
|
Future Licensing Codes of Practice.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
269
Canadian National
Authority - The Radiation Protection Regulations (2000), issued by
the Canadian Nuclear Safety Commission, state effective dose limits
over specific time periods which a licensee must not exceed. Doses
to Nuclear Energy Workers (NEWs) must be below 50 milli-sieverts
(mSv) per year and 100m Sv/per 5 years. Effectively, this means the
annual exposure of a particular NEW should be less than 20 mSv/a on
average. In addition, pregnant NEWs must not exceed 4 mSv during
the balance of a pregnancy. Proposing to the Commission any mining
activity where a planned annual dose exceeds 20 mSv would be
unlikely to receive approval.
In application of the
ALARA principle, Denison will be targeting to not exceed a dose
rating of 75% of the maximum allowable (i.e. 15 mSv/a) with planned
doses in excess of 10 mSv/a will be highly scrutinized. Codes
of practice (COP) will be developed based on more detailed
assessments and will help guide the operations to achieve annual
doses target with shorter time internal targets (i.e. daily, weekly
targets). The COP will establish operational controls (i.e.
administrative and action levels) and are to be proposed by the
licensee and intended to signify the point at which the process is
out of control. Industry action levels values are typically set at
1 mSv/week to ensure dose limits of 50 mSv/a are not
exceeded
|
|
16.6.2
|
Sources of Exposure
|
Mine workers may be
exposed to workplace radiation hazards including radon & radon
progeny, long lived radioactive dust and external gamma radiation.
It is important to evaluate the potential workplace radiation
levels and associated worker exposures to ensure that the proposed
operations are designed to meet the dose constraints with an
appropriate margin of safety. Detailed radiation dose assessments
were conducted by Arcadis Design and Consultancy in a report titled
“Phoenix ISR Screening” dated July 2016 and
“Gryphon Radiation Modelling” dated September 2018.
Pertinent content has been summarized into this
section.
Gamma
Radiation
Gamma radiation exposures
are controlled through the use of minimizing time around
radioactive materials, maximizing distance from them, and
introducing shielding materials between the source and the worker.
The gamma radiation emitted from a source can be estimated knowing
the characteristics of the source, such as ore grade, composition,
size, and shape. The effects of geometry and shielding are then
modelled to estimate the gamma radiation exposure rate. Where
workers are exposed to multiple sources, the exposure rates are
summed to give an overall exposure rate. When combined with
occupancy information, worker dose can be estimated for each
exposure scenario. Gamma radiation exposure will be the primary
contributor to dose, and is the limiting factor in the assessment
of worker doses.
Radon and
Radon Progeny
Radon is a gas that is
present with uranium and is released from rock and from water
during the mining operation. Radon is a noble gas and generally is
not itself a hazard, except in very high concentrations. It is the
radon decay products, referred to as radon progeny, which are of
concern. The amount of radon that is released into the mine
atmosphere not only depends on the ore grade but also on other
factors, such as the porosity of the rock, amount of water inflow,
air flow patterns, residence time, etc.
It is primarily controlled
using dilution of air and continuous air exchanges in a similar way
that an underground mine provides ventilation and fresh air to
mitigate exposure to exhaust fumes from diesel
equipment.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
270
Other
In underground mining,
exposure to long lived radioactive dusts (LLRD) is primarily
controlled by using water sprays, enclosing workers, and allowing
time for dusts to settle after dust generating activities (i.e.
blasts). Past experience has shown that, with good dust control
measures, LLRD exposures can be maintained at much lower levels
than gamma and radon progeny exposures.
|
|
16.6.3
|
Phoenix ISR Dose Assessment
|
In comparison with
conventional mining and processing facilities, ISR mines are
smaller as they have no requirement for ore handling, crushing,
grinding and leaching processes. In turn this reduces the risk of
some exposure pathways, namely Low-Level Radioactive Dust (LLRD),
gamma and RDP in the handling of the raw ore.
The major risks for the
ISR operation are:
|
|
●
|
Large quantities of radon-222 gas can be dissolved
in the lixiviant returning from underground and is brought to the
surface. That portion of the total dissolved radon which is above
the solution's saturation value is released when encountering
atmospheric pressures and temperatures and can also be released
during the decay of radium contained in waste products being
processed and stored at the surface. As a result, there is
potential for radon to be released from the lixiviant in the
precipitation circuits and containers exposed to atmospheric
pressure. In a modern facility with proper ventilation and safe
maintenance procedures, dose from radon can be mitigated.
|
|
|
●
|
Due to the high-grade nature of the lixiviant
compared to typical ISR operations, increase gamma radiation may be
experienced in the process areas. Simple procedures of minimizing
worker time near operating vessels and installation of shielding
where appropriate will minimize dose.
|
|
|
●
|
LLRD pathway is exclusively associated with the
yellowcake drying and packaging areas since up to the drying step,
the ISR process is essentially aqueous and the risk of significant
dust generation elsewhere in the process is low.
|
Overall the above aspects
are well understood and in modern facilities, exposures are quite
low. With planning, ISR is very feasible from a radiation
protection perspective and with design and suitable radiation
protection practices, the doses to workers can be maintained well
below regulatory limits.
|
|
16.6.4
|
Gryphon Underground Operations Dose Assessment
|
The dose assessment
completed at Gryphon focused on four key positions that are likely
to be the most exposed due to the length of time and proximity of
the work that occurs in the ore zone itself. The four positions
include: Longhole driller, development miner, bolter, LHD
operator.
A computer model using
MicroShield™ was developed to estimate the gamma doses from
sources at specific points in the mine. The program is able to
model based on different locations of gamma source, variations of
ore grade, incorporate shielding, location of workers and a variety
of other factors. In completing the dose assessment for Gryphon
operations important aspects of the mine design were considered
including:
|
|
●
|
Ventilation circuits, volumes and other design
considerations as specified in the mine design;
|
|
|
●
|
Completed two scenario’s using average
in-situ ore grade of 2.05% U3O8 and a second
scenario using 90th percentile of ore grade which is 3.29%
U3O8;
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
271
|
|
●
|
Mine opening sizes, lengths, development advance
rates, cycle times, ground support designs and use of equipment
(including operator cabs and remotely operated equipment) as per
the mine design;
|
|
|
●
|
Dry radon emanation rate similar to that of other
basin operations; and
|
|
|
●
|
Mine water flow rate based on hydrogeological
modelling of the mine.
|
Exposure rates are
combined with duration of exposure at each location to estimate the
annual dose. Annual hours are determined using the hours per shift
at each location in combination with an assumption of
180 shifts per year. Table 16-24 shows the annual dose by
occupation for in average ore grade (2.05% U3O8) and at the 90%
percentile (3.29% U3O8) at the designed
ventilation rates.
Table
16-24. Gryphon Estimated Annual
Dose
|
Ore Grade (%U3O8)
|
Ore Grade (%U3O8)
|
Annual Dose (mSv) from RDP
Exposure
|
Annual Gamma Radiation Dose
(mSv)
|
Total Annual Dose (mSv)
|
|
|
10 cm shotcrete
|
15 cm shotcrete
|
||||
|
Bolters
|
2.05
|
0.54
|
10.38
|
|
10.92
|
|
3.29
|
0.85
|
|
9.23
|
10.08
|
|
|
Development
Miner
|
2.05
|
0.77
|
12.95
|
|
13.72
|
|
3.29
|
1.22
|
|
11.58
|
12.8
|
|
|
LHD
Operator
|
2.05
|
0.28
|
3.52
|
|
3.8
|
|
3.29
|
0.32
|
|
3.20
|
3.52
|
|
|
Longhole
Driller
|
2.05
|
0.80
|
11.78
|
|
12.58
|
|
3.29
|
1.30
|
|
9.75
|
11.05
|
|
Results indicate that the
design ventilation rates provide suitable fresh air to workers and
maintain a reasonable job of removing RDP sources from the
workplace. The advancement of rigid ducting to near the working
face combined with the use of remote operation of equipment
minimizes RDP exposures. During operations it will be essential to
maintain clean work places as radon will emanate from localized
point sources of water and or much spillage. Where these occur,
they are considered upset conditions and need to be cleaned up to
eliminate the hazard.
In all cases gamma
radiation is the primary contributor to dose. The use of 10 cm of
shotcrete application in ore headings and the use of equipment
(including enclosed operator cabins and remote operation) reduces
the exposure rating to below regulatory limits. In areas of high
grade or where longer cycle times are expected, additional
shielding may be required for operator cabins. Provision for such
situations can be captured in operational radiation protection
planning. It is anticipated that mine planning will be able to
provide advance notice when such situations are
expected.
In consideration of the As
Low As Reasonably Achievable (ALARA) approach, additional efforts
will be required to reduce dose rates further. Opportunities to
reduce doses include:
|
|
●
|
Optimized ventilation plans and including
flexibility in the network to increase ventilation on demand to
specific areas;
|
|
|
●
|
Incorporate of additional shielding in the operator
cabs of equipment;
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
272
|
|
●
|
Detailed assessment of the dose often indicated
that the majority of dose is often received during setup and tear
down of operations and/or are often received in specific locations
in the drift. Customizing equipment for more efficient setup times,
development of operational procedures and education of workers to
minimize time in the high exposure areas will significantly reduce
exposure rates; and
|
|
|
●
|
Evaluation denser shotcrete might be applicable as
an alternative to adding additional layers of shotcrete. A further
reduction in gamma radiation dose of about a factor of two is
provided by each additional 5 cm layer of shotcrete.
|
Overall, the Gryphon
deposit can be mined working in ore as currently proposed; however,
as previously indicated, further optimization is possible and
additional ventilation and shielding would be required to reduce
worker exposures to meet ALARA principles.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
273
|
|
17
|
Recovery Methods
|
17.1
Phoenix Deposit Processing at Wheeler River
The uranium recovery or
precipitation plant will house most of the process equipment in a
46,500 square foot pre-fabricated metal building. The plant
will have four major circuits: impurities removal, yellowcake
precipitation, dewatering/drying and packaging. An overview of the
ISR process is outlined in Figure 17-1 below.

Figure
17-1. ISR Process
Overview
Auxiliary equipment
consists of filtration systems, bulk chemical storage, process
solution storage tanks, water treatment, and a control
room.
This evaluation assumes an
average uranium head grade of 10 g/L based on the metallurgical
test work.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
274
|
|
17.1.1
|
Plant Design
|
The major process
components of the precipitation plant are listed in Table
17-1.
Table
17-1. ISR Processing Plant
Equipment List
|
Equipment Number(s)
|
Equipment Description
|
Quantity
|
Capacity
|
|
DR-4001 to
DR-4006
|
Vacuum Drying
System
|
6
|
3.5 m3/batch
|
|
K-3001
|
Yellowcake
Thickener
|
1
|
1,135 m3
|
|
IR-1001 and
IR-1002
|
Iron/Radium
Precipitation Skid
|
2
|
200
gal/min
|
|
FP-1001 and
FP-1002
|
Iron/Radium Filter
Press
|
2
|
80 ft3
|
Source: Engcomp –
Wheeler Site Infrastructure & Mining Pre-Feasibility Study
Process Mechanical Equipment List, May 9, 2018
These systems have been
designed to efficiently recover uranium and to reduce operating
costs by recycling and re-using most of the solutions inside each
circuit. Removal of lixiviant from the system will not be necessary
as the freeze cap maintains containment of the solution in the
mining zone. Test work results indicate that constantly removing
(or ‘bleeding’) a small volume of lixiviant to control
the level of contaminants in the leach solution is not expected to
be necessary. Removal of metals, radium, and other impurities
through the impurities removal process is expected to be sufficient
to control contaminants buildup in the lixiviant. On a contingency
basis, provisions have been made to route a bleed solution to a
low-capacity water treatment unit where the contaminants would be
removed from the system and resultant water would be re-used as
process make-up water. Any excess water from the water treatment
system will be reintroduced to the leach refortification stream.
Finally, water make-up for the plant will be provided by a water
well or from captured surface run-off or contaminated surface
facility water sources.
Uranium bearing solution
containing dissolved uranium from the wellfields will be pumped to
the precipitation plant for beneficiation as described
below:
|
|
●
|
pH adjustment – The pH of the incoming
solution to the plant is constantly monitored and maintained at a
specific value to ensure the uranium is fully dissolved through the
addition of acid.
|
|
|
●
|
Impurities Removal – the uranium bearing
solution is pumped to a series of agitated tanks where sodium
hydroxide, commonly known as “caustic soda”, and barium
chloride are progressively injected, along with a flocculant. The
resulting increase in pH and the addition of barium chloride and
flocculant promote the formation of metal hydroxides and radium
precipitates. The solution flows by gravity to a decanter/settler,
allowing the precipitates to sink to the bottom and the clear
solution to rise to the top. Metal hydroxides and radium complex
precipitates will be directed to a filter press, where 90% of the
moisture containing uranium rich solution is recovered. The
filtered cake with a 10% moisture content is disposed of in tote
bags and stored on the special waste pile on surface in a lined
area. The solution overflowing from the decanter/settler is
filtered in a series of sand filters, where entrained precipitate
is pumped back to the decanter/settler unit. The clear uranium
bearing solution is forwarded to the next processing step.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
275
|
|
●
|
Yellowcake precipitation – Uranium oxide
(U3O8), referred in the
industry as “yellowcake”, is recovered from the
solution following the iron/radium removal process. Hydrogen
peroxide is injected in a 3-stage series of agitated tanks to
precipitate uranium. Additional pH adjustment is provided, if
required, by further addition of sodium hydroxide. A thickener
provides time for growth of the uranium oxide crystals. The
precipitate accumulates at the bottom of the thickener and the
barren leach solution (BLS), depleted of uranium, rises to the top.
The BLS is cleaned through a series of sand filters prior to
refortification. The precipitated yellowcake product accumulated at
the bottom of the thickener is withdrawn at the underflow of the
thickener and pumped through a filter press, where excess liquid is
removed and circulated back to the thickener.
|
|
|
●
|
Yellowcake dewatering/drying and packaging –
Entrained solid particles exiting the filter press are collected
and packaged. Fresh water is sprayed on the surface of the cake
displaying trapped BLS within the cake, reducing the entrainment of
contaminants to the dryer. The remaining moisture is evaporated in
a low-temperature dryer (approximately 400oF). Water released
from the drying process is condensed, collected, and reused in the
plant for reagents preparation purposes. The product drying
activity is a batch process, where a specific volume of dewatered
yellowcake product is accumulated in a vessel surrounded with a
jacket of circulating oil from an oil bath heated at high
temperature. The drying circuit is design with 6 dryers capable of
producing 1 M lbs/a. Once the moisture is removed from the
yellowcake product, the material is transferred into 400 L steel
drums by gravity, where it is allowed to cool prior to the
installation of covers.
|
|
|
●
|
BLS refortification – The ISR recovery
process circulates lixiviant through the mineralized zone and it is
expected that, over time, some contaminants may accumulate in the
recycled solution. As described previously, it will be possible for
a certain volume of BLS solution to be removed and replaced by
fresh solution. Any treated effluent generated during treatment of
contaminated site run-off will be re-used where possible. Otherwise
a groundwater well will provide fresh water to the process to
offset any process consumption. Sulfuric acid and hydrogen peroxide
are then added to the volume of make-up water. The solution is then
mixed with the recycled BLS and re-injected in the wellfield.
|
|
|
●
|
Reagents storage and preparation – Sulfuric
acid, hydrogen peroxide, sodium hydroxide, and barium chloride are
the main chemicals used in the uranium recovery plant. Acid and
caustic serve to adjust pH, an oxidant enables the dissolution of
uranium in the ground, and barium chloride co-precipitates radium
generated during the uranium leaching process. Other chemicals,
such as flocculants, are needed to settle precipitates at different
stages of the process.
|
|
|
●
|
Water treatment – It is expected that water
treatment is required for contact areas and BLS bleed stream if
needed.
|
-
Runoff from contact areas, such as the special waste facility
(SWF), is collected in a contact water management pond, from which
it is pumped to the operational phase wastewater treatment plant.
It is expected that treatment is required for molybdenum and
radium-226 to meet end-of-pipe limits (SRK 2018a). Chloride,
aluminum, arsenic, cadmium, copper, iron, lead, selenium, silver,
and uranium concentrations in contact area runoff are also expected
to exceed provincial surface water quality objectives. Thus,
conventional treatment for metals and radionuclides is proposed in
the water treatment process. Generated sludge is pumped to
the iron/radium removal filtration unit.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
276
-
Process liquid wastes will be transferred to the water treatment
plant. There is potential that a BLS bleed stream solution might
require treatment. Such stream would be fed directly to a
crystallizer. Moisture generated from the evaporation process would
be condensed and re-injected in the plant. Dry salts would be
collected in tote bags and ultimately disposed of in underground
stopes at Gryphon.
|
|
●
|
Waste disposal
– Waste is generated from the iron/radium removal process,
contact areas in the water treatment plant, and potentially the
salts generated from the evaporation process. Filter presses
remove moisture from slurry streams and collect damp residues
containing 80% solids by weight in tote bags, which are then stored
in a dedicated area before permanent disposal in underground stopes
at Gryphon. The crystallized salts would also be captured and
sealed in tote bags.
|
17.1.2 Energy, Water, and
Process Material Requirements
Chemicals that are
anticipated to be used during processing and the assumed annual
peak production consumption rates are listed in Table 17-2 below.
Based on available radionuclides assay results, only 1% of the
radium contained in the tested material dissolves. As such, it is
anticipated that barium chloride consumption will be very low. Test
work completed to date has not defined an application rate for this
chemical. It will be further studied in the next phase of the
project. There may be small quantities of other chemicals used at
the site which are not listed in the table below.
Table
17-2. Chemical Consumption
Rates
|
Chemical
|
Consumption Rate
|
|
Sulphuric Acid
(93%)
|
1.34 kg/kg
U3O8
|
|
Hydrogen Peroxide
(99%)
|
0.91 kg/kg
U3O8
|
|
Sodium Hydroxide
(aqueous - 55%)
|
1.98 kg/kg
U3O8
|
Source: W & C –
Process Calculations and Equipment Sizing Wheeler River
Uranium
ISR Project Revision G
August 30, 2018
The different types of
chemicals will be stored, used, and managed so as to ensure worker
and environmental safety, in accordance with standards developed by
regulatory agencies and vendors. The sulfuric acid, hydrogen
peroxide, and sodium hydroxide storage areas will include secondary
containment. The various acid and caustic chemicals are of
potential concern and will be stored and handled with care. To
prevent unintentional releases of hazardous chemicals and limit
potential impacts to the public and environment, Denison will
implement its internal operating procedures consistent with
federal, provincial, and local requirements.
Estimates used in the
evaluation presented in this document assume the consumption of
approximately 46,252,800 kWh annually of electricity to heat and
light the precipitation plant and operate the process
equipment.
|
|
17.2
|
Gryphon Deposit Processing at McClean Lake Mill
|
Mineral processing for
Gryphon production is based on processing at the McClean Lake mill.
The mill is owned by Orano (70%), Denison (22.5%), and OURD Canada
(7.5%). The mill is currently processing material from the Cigar
Lake mine, however, it has additional licenced processing capacity
up to 24 Mlbs U3O8 per
annum.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
277
Toll milling agreement
terms have not been assessed as part of this study. Hatch has
relied upon Denison’s information from their McClean Lake
Joint Venture that mill capacity is available in the timeframes
aligning with the Wheeler River prefeasibility production plans,
and that a toll milling agreement can be established for Wheeler
River deposit materials.
17.2.1
Transportation
Delivery of the Gryphon
mill feed to the McClean Lake mill will require construction of a
50 km section of haul road between the McArthur River mine and the
Cigar Lake mine. It is expected that this road will be a joint
effort with the province of Saskatchewan, and as such, 50% of the
total cost for this road has been included in the capital cost
estimate herein. Gryphon mill feed will consist primarily of lower
grade, coarse, dry muck from the Gryphon deposit. Life-of-mine
quantities to be trucked are estimated to be 1,243 kt (dry), hauled
conventionally in covered trucks (Figure 17-2).

Figure
17-2. Proposed Gryphon Covered
Haulage
|
|
17.2.2
|
Mill History
|
The mill was designed as a
typical acid leach uranium mill. During the design of the mill,
allowances were made for potential future mill expansion and for
the ability to process high-grade uranium ores, as it was thought
that higher grade feed, and feed from other off-site sources, may
be processed during its life.
The mill was constructed
between 1995-1999 and commissioned in June 1999. The mill commenced
production at a rate of 6 Mlbs of U3O8 per annum,
processing grades of up to 4% U (Remple, 2000) (Schwartz,
2000).
In 2005, regulatory
approval was received to modify the mill to receive Cigar Lake ore,
including the construction of an ore receiving facility. The mill
entered a period of care and maintenance in 2010 when on-site
mining was complete and Cigar Lake feeds were not yet
available.
A significant mill upgrade
project was initially considered in 2009, and implemented in
2012-2014, considering a production rate of up to 22,300,000 lbs
U3O8 per annum. The mill
restarted in October 2014 (AREVA (Orano), 2013).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
278
The mill operating licence
has been updated and expanded multiple times during the
mill’s life, and most recently was approved to process
24,000,000 lbs U3O8 per annum, with a
10-year licence renewal to June 30, 2027 (CNSC, 2017). In 2016, the
McClean Lake mill produced 17,300,000 lbs U3O8, and in 2017, it
produced over 18,000,000 lbs U3O8.
A process overview of the
McClean Lake mill is provided in Figure 17-3.

Figure
17-3. Mill Process Overview
(courtesy of Orano McClean Lake site guide)
It should be noted that
the front end of the mill was originally configured as a two-stage
leach circuit. The circuit consisted of three primary leach tanks
(60 m3)
which fed a primary thickener. The thickener overflow reported to
the clarification circuit and solvent extraction for further
uranium recovery, and the underflow reported to the secondary leach
circuit, consisting of seven secondary leach tanks (24
m3). The
secondary leach tanks discharged to the CCD circuit where the
slurry was washed, with final solids underflow reporting to the
tailings neutralization circuit and the overflow reporting to the
primary leach circuit. The CCD overflow, containing acid and iron,
was used as the leach solution in the primary leach
circuit.
During the various mill
modifications over the years, the most significant change to the
mill design was the configuration of the leaching circuit.
Currently, only the seven secondary leach tanks and the CCD circuit
are being utilized for leaching and solid/liquid separation. The
remainder of the original equipment is still installed in place,
although not in service.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
279
In general, no significant
modifications have been made to the downstream uranium recovery
circuit over the years (from clarification onwards) and only
incremental addition of parallel/series equipment has been
completed to increase production capacity. This includes the
construction of a standalone second SX circuit as part of the
2012-2014 capacity upgrade. Additionally, as part of the same
upgrade, a new larger tails neutralization circuit was
constructed.
An oxygen plant was
constructed on-site in the 2000’s in order to utilize gaseous
oxygen as the leaching oxidizing agent, however, use of oxygen as
the leaching oxidizing agent has been abandoned and the oxygen
plant is currently only used to support the ferric sulphate plant.
A counter current cyclone circuit was also constructed to support
CCD operation; however, it is not currently in
service.
|
|
17.2.3
|
Mill Current Configuration and General Process
Description
|
The processing of the
Gryphon deposit at McClean Lake is based on the current operating
conditions and configuration of the mill. In general, the process
conditions required for high recovery of uranium from Gryphon ores
align well with and are amenable to current mill operating
conditions.
The design basis for
Gryphon processing is the co-milling of both Gryphon and Cigar Lake
ores through the mill. This will involve separate material
receiving circuits for each feed, followed by co-leaching in a
single leach circuit. Co-leaching in a single leach circuit will
require additional metallurgical accounting activities to assign
operating costs and recovery by ore type. It is anticipated that
recovery and cost assignment would be accomplished through the use
of empirical calculation based on batch test work, however this
requires further discussion as part of the overall toll milling
agreement.
The mill is currently
configured to be fed from either the ore stockpile and grinding
circuit or from the ore slurry receiving facility, which is
currently used to receive high-grade material from Cigar
Lake.
The grinding circuit,
consisting of a SAG and ball mill, is currently not in service, and
is available to the Gryphon feed.
The existing slurry
receiving circuit for Cigar Lake ores consists of a vacuum
container unloading system, a neutral thickener for density
correction, and slurry storage Pachucas. No change is envisioned to
the slurry receiving circuit for Cigar Lake ores.
Over the years, the leach
circuit configuration has been modified several times. Currently,
the leach circuit operates with only the seven secondary leach
vessels in service, which advance to the CCD circuit. The primary
leach tanks and the primary thickener are not currently in service.
In leaching, sulphuric acid is used to leach the uranium from the
ore into solution. Some uranium is not directly leachable and must
first be oxidized. Hydrogen peroxide is added to oxidize the
uranium to a soluble state and ferric sulphate is added to assist
in the oxidation kinetics.
The CCD circuit consists
of six thickeners in series and is utilized to separate the uranium
containing solution from the barren residual solids. Wash water is
added to minimize the aqueous uranium in the final solids from the
circuit, which are directed to a tailings neutralization
circuit.
The final solids from the
CCD circuit, along with waste streams from the SX circuit and other
sources throughout the mill, are directed to the tailings
neutralization circuit. Ferric sulphate, barium chloride, and lime
are added to stabilize any arsenic, molybdenum, radium, and other
minor elements that have been solubilized in the process. The final
tailings are thickened and pumped to the tailings management
facility.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
280
In order to improve SX
performance, the uranium bearing solution from CCD is clarified and
passed though sand filters to remove any suspended solids from the
solution. It is then sent to the two parallel solvent extraction
circuits.
In SX, the solution is
contacted with an organic solvent, whereby the uranium is
selectively transferred to the organic along with any molybdenum.
The uranium and molybdenum are then stripped out of the organic
phase using anhydrous ammonia into an ammonium sulphate solution,
resulting in a purified (with the exception of molybdenum) and
concentrated uranium solution.
The pregnant strip
solution is passed though molybdenum removal carbon columns, used
to remove any molybdenum, which is an impurity in the final uranium
product. The further purified solution is then advanced to the
yellowcake precipitation circuit, where anhydrous ammonia is used
to precipitate ammonium di-urinate (ADU). The ADU is then
thickened, densified, and washed though a centrifuge, where it is
then advanced to a calciner. The calciner produces a high purity
U3O8 product that is then
packaged for off-site shipment and processing.
Ancillary circuits
supporting the uranium recovery process include:
|
|
●
|
An acid plant used to produce the necessary acid
for leaching.
|
|
|
●
|
A ferric sulphate plant used to produce the
necessary ferric sulphate for leaching.
|
|
|
●
|
An oxygen plant to support the ferric sulphate
plant.
|
|
|
●
|
An ammonium sulphate crystallization plant, which
treats the bleed stream from the uranium precipitation circuit and
produces a saleable ammonium sulphate product.
|
|
|
●
|
A tailings management facility (TMF) to safely
store the final residues from the process.
|
|
|
●
|
A water treatment plant to treat water reclaimed
from the TMF prior to discharge to the environment.
|
|
|
●
|
Reagent receipt and storage facilities, including a
lime slaking plant, to support the various mill circuits.
|
|
|
●
|
General plant utilities, including process and
fresh water systems, cooling water systems, compressed air systems,
and steam.
|
|
|
17.2.4
|
Production Design Basis
|
Gryphon ores are expected
to be processed at McClean Lake in the same timeframe as Cigar Lake
ores. As a result, the processing of the Gryphon deposit at McClean
Lake has been approached considering the impact of both feed
sources on the mill. Subsequent sections of this report describe
the McClean Lake mill modifications required to process both ore
sources per the current production plans.
Production
Plan and Mill Feed Rate
The basis for production
requirements at the McClean Lake mill was established
from:
|
|
●
|
Wheeler River’s Gryphon production plan, as
shown in Section 16 of this report.
|
|
|
●
|
Cameco’s Cigar Lake NI 43-101 Technical
Report, dated March 29, 2016, Section 16.3 (including Table
6-2).
|
|
|
●
|
Gryphon deposit production is anticipated from
2032-2040 at 230 kt/a, containing 9 Mlbs/a U3O8.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
281
Cigar Lake:
|
|
●
|
Cigar Lake’s current production plan (Cameco
2016 NI 43-101) notes published production to 2028 at a rate 18
Mlbs/a. In 2025 through 2028, the grade in Cigar Lake ore begins to
decline.
|
|
|
●
|
For the period of Gryphon production, it is assumed
that Cigar Lake Phase 2 resources would be processed. It has been
assumed that Cigar Lake Phase 2 would operate at a lower production
rate of 15 Mlbs/a U3O8. The uranium grade
for Cigar Lake Phase 2 is unknown, and Hatch has assumed a grade of
15% U3O8. Hatch notes that
this assumption will need to be validated if/when Cameco declares
reserves for Cigar Lake Phase 2.
|
|
|
●
|
Key impurities of arsenic and molybdenum are
unknown for Cigar Lake ore. In reviewing the modifications for
comingled processing, Hatch has assumed a maximum comingled mill
feed of 0.4% arsenic and 0.1% molybdenum during Gryphon ore
processing. Hatch notes that this assumption will need to be
validated when Cameco declares reserves for Cigar Lake Phase
2.
|
Table 17-3 identified key
processing criteria used in the evaluation.
Table
17-3. Mill Key Processing
Criteria
|
|
Cigar Lake
|
Gryphon
|
Comingled Feed
|
|
|
Year
|
2032-2040
|
|||
|
Plant Operating
Time
|
%
|
89.5
|
89.5
|
89.5
|
|
Annualized
Throughput
|
t/a
|
46,123
|
229,765
|
275,887
|
|
Instantaneous
Throughput
|
kg/h
|
5,883
|
29,306
|
35,189
|
|
U3O8
|
wt%
|
14.98
|
1.81
|
4.01
|
|
U3O8 Annual
Production
|
lb/a
|
15,000,000
|
9,000,000
|
24,000,000
|
|
Overall Mill
Recovery
|
%
|
98.5
|
98.2
|
98.4
|
Source: HATCH –
Wheeler River Project – Processing Pre-Feasibility, September
4, 2018
The outcomes of estimates
in this report are heavily dependent on the grades of both feed
sources into the McClean Lake mill. Publicly available data for
Cigar Lake only covers years prior to Gryphon production. Data was
requested but not received from Denison (as the information is not
publicly available) on the expected future grades of Cigar Lake ore
to support this study. Any change to the estimated feed grades from
Cigar Lake (based on the last years of Cigar Lake Phase 1
production) during Gryphon production will materially impact the
outcomes of this report.
A toll milling agreement
will need to be established for the processing of Gryphon feed at
McClean Lake. The McClean Lake mill currently has excess capacity
and it is assumed that WRJV will be able to reach a toll milling
agreement.
A co-milling approach,
where both ore sources are received separately but then are
processed together in the leaching and all downstream circuits, has
been assumed in order to maximize the existing mill infrastructure
and reduce capital costs. Although both ore sources will be
processed together, each ore type will have its own slightly
different recovery and reagent requirements. As a result, increased
metallurgical accounting will be required for co-milling so that
operating costs and recovery can be assigned back to the respective
feed. The McClean Lake mill is currently licensed to 24 Mlbs of
U3O8 per annum. This
study considers the McClean Lake mill operating up to but not
exceeding this licensed limit.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
282
The current design basis
for the mill is approximately 22.3 Mlbs per annum of U3O8, thus modifications
have been considered to allow the mill to reach full licensed
production.
As part of this study,
Hatch has not been engaged to review the tailings management
facility. It is assumed that sufficient tailings capacity will be
made available.
Operating
Time
The McClean Lake mill is
expected to operate 24 hours per day, 327 days per year (89.5%
utilization). This should be achievable based on industry best
practice, and past mill performance prior to the 2009 shutdown.
Since restart in 2014, due to excess production capacity and higher
feed grades, the mill has not yet had to achieve this utilization
target.
|
|
17.2.5
|
Process Modifications
|
Utilizing the process
design criteria established in Section 13 and the processing
requirements outlined above, a review of the required process
capacity for the McClean Lake mill was completed. This review
consisted of developing mass balances for each of the processing
scenarios previously outlined and comparing the required operating
rate and conditions to the currently installed equipment in the
mill, on a circuit by circuit basis.
In completing this review,
Hatch has relied upon current as-built engineering data, the
current mill process design criteria, and benchmarking data from
Orano on the maximum achieved capacity in each
circuit.
The capacity review has
been completed to a PFS level. In some areas of the mill, test work
is not available, and Hatch has used historical requirements and
industry best practice. Moreover, test work is not yet available on
comingled ores, which may change the requirements for some
circuits. Additionally, although the most recent mill upgrades
should allow up to 22.3 Mlbs/a U3O8, this has not yet
been demonstrated in all circuits on an ongoing, sustained
basis.
The following sections
outline the McClean Lake mill upgrades required to support
co-milling of Gryphon and Cigar Lake ores.
Ore
Storage and Receiving
Gryphon ores will be
transported to site by highway truck and offloaded onto the ore
pad. Sufficient space will be allocated on the ore pad for surge
capacity at McClean Lake.
Gryphon ore will be
reclaimed from the ore pad by front end loader and transferred to
the existing grizzly. The existing grinding circuit will be
utilized with no major modifications expected. It is anticipated
that the grinding circuit will operate at ~30 tore/h, 24 hours per
day.
Gryphon ore will be
metallurgically sampled, and then transferred from the grinding
circuit to two existing storage Pachucas in the leaching circuit,
providing 4 hours of residence time.
Cost allowances have been
included to refurbish the SAG and ball mills and optimize them for
Gryphon operation. This includes allowances to install a variable
frequency drive (VFD) and tramp material protection, and to make
minor piping modifications. Additionally, the ore dump pocket
requires retaining wall refurbishment, which has been accounted for
in cost estimates.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
283
Leaching
Gryphon and Cigar Lake
ores will be blended into two existing leach feed Pachucas in the
leaching circuit. Each ore source, as well as the comingled leach
feed, will be metallurgically sampled.
The leaching circuit will
need to be further expanded to maintain the required 8-hour
residence time for high uranium recovery. Three additional primary
leach tanks will be installed in place of the other existing
primary leach tanks. The new primary leach tanks will be added in
series with the existing secondary leach tanks. Moreover, two of
the existing decommissioned tailings neutralization tanks will be
replaced with new leaching tanks. These tanks will be added in
series with the end of the leaching circuit.
The leach circuit will
maintain all existing hydrogen evolution safety features, and the
new primary leach tanks will be equipped with the required
ancillary equipment per the secondary leach tank design. Additional
cooling circuit capacity is assumed to be required, as well as
additional sweep air ventilation for hydrogen evolution
protection.
Solid/Liquid
Separation
Leach circuit discharge
will continue to report to the existing CCD circuit, however, due
to the increased solids tonnage, a parallel filtration circuit will
be added to manage the excess solids.
As most of the solids in
the mill will be from Gryphon ore, initial settling tests show that
Gryphon material should respond well in the CCD circuit, with
potential increased throughput from the existing baseline. However,
comingled test work (with Gryphon and Cigar Lake ores combined) has
not been completed, which may impact settling
performance.
The new filtration circuit
(including a duty and standby filter) will be added adjacent to the
CCD circuit. The filter press will utilize wash step to achieve a
similar uranium recovery as the existing CCD circuit.
Tailings
Neutralization
The flowrate will increase
to the tailings neutralization circuit during Gryphon ore
processing. No change to the tailings neutralization tanks is
expected. However, the tailings thickener will not have sufficient
capacity. As a result, a new parallel tailings thickener and
associated pumping has been included as part of the mill upgrades
for Gryphon.
Clarification
Changes are not expected
to the existing clarification circuit.
Solvent
Extraction
Modifications are not
expected to be required for the solvent extraction circuits.
Maximum sustained capacities to date indicate that continuous
operation of the two existing solvent extraction circuits for a
combined rate of 24 Mlbs/a U3O8 should be possible
without any modifications.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
284
Precipitation
The existing uranium
precipitation circuit is not expected to require any modifications
to allow for 24 Mlbs/a U3O8 production. This
assumes the use of all three currently installed yellowcake
precipitation tanks. Orano is currently in the process of
converting one of the precipitation tanks to support the calciner
off-gas circuit. If this conversion is still in place during the
processing of Gryphon ores, a new tank will be required. It is
suggested that during the feasibility study, testing be completed
to see if acceptable yellowcake precipitation can be achieved with
the reduced residence time of two precipitation tanks.
Calcining
The calciner circuit is
assumed to be able to handle the increased production rate of 24
Mlbs/a U3O8. As part of the
capacity review, Hatch has included the cost to upgrade the
calciner feed centrifuge to support the larger flow of yellowcake
solids to the calciner and the required washing. It is recommended
that a detailed review of calciner capacity be completed during the
feasibility study.
Reagent
and Support Plants
Ammonium
Sulphate Plant (CX)
It is expected that, with
the higher uranium production, the bleed to the CX plant will
increase. A detailed review of the CX plant was not completed.
However, an allowance has been included to support the upgrade of
the ammonium sulphate crystal material handling equipment. This
includes the final product dryer and centrifuge. Moreover, the
associated CX bleed ion exchange system is anticipated to require
expansion, and 4 additional ion-exchange columns have been included
as part of the mill modifications.
Acid
Plant
The existing sulphuric
acid plant will require upgrades for Gryphon processing. A nominal
acid requirement of 180 t/d is required for Gryphon processing. As
part of the review, a design acid requirement was established,
based on the higher acid demands noted during the test work that
can occur as a result of variability in the Gryphon mineralogy. In
the case of the design acid consumption, a total acid requirement
of 225 t/d could be required. As a result, the cost to expand the
acid plant by 100 t/d, for a total onsite capacity of 225 t/d, has
been established for Gryphon.
Ferric
Sulphate Plant
The ferric sulphate plant
should be sufficient for nominal Gryphon requirements. However, as
part of the review, a design ferric requirement was established for
Gryphon of 128 t/d, which will exceed the current plant capacity.
As a result, it is expected that the ferric sulphate plant will
need to be expanded to accommodate the new demand. One additional
ferric sulphate batch reactor and ancillary equipment has been
included as part of the mill upgrades for Gryphon.
Utilities
The processing of Gryphon
ores will increase the overall site operating load, because of the
operation of the grinding circuit and the additional equipment
required in leaching and CCD. It is not anticipated that this
increase in loads will require any significant modification to the
existing site electrical infrastructure.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
285
Significant changes to the
site water balance or fresh water requirements are not currently
expected to process Gryphon ores.
|
|
17.2.6
|
McClean Lake TMF
|
Tailings storage at the
McClean Lake facility are provided by the existing tailings
management facility. On April 19, 2017, the Canadian Nuclear Safety
Commission (CNSC) approved a 1.7M m3 expansion to the
TMF. The expansion, along with the existing capacity in the TMF
pit, provides for ~2.4M m3 of tailings
storage. Milling of Gryphon ore is expected to produce ~ 1.1M
m3 of
tailings.
It is therefore assumed
for the PFS that the existing capacity will be available for the
Gryphon toll milling and would be part of the toll milling
agreement. Cost estimates for toll milling fees include TMF storage
fees.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
286
|
|
18
|
Project Infrastructure
|
|
|
18.1
|
Access Roads and Site Preparation
|
Main land access to the
sites is from Saskatchewan Highway 914, via a 5 km access road to
be constructed approximately 35km north of Key Lake. During the
PFS, an assessment was completed to evaluate access route options
to both the Phoenix and Gryphon deposits. Several routes were
analyzed for key factors, including length, cut and fill
quantities, distance from cabins, distance from waterbodies, and
distance from water crossings. The analysis was shared with local
communities and, after consultation, the preferred routes were
selected and incorporated into the design.
After exiting the
provincial highway, the route heads 3 km NW, skirting to the north
of an existing gravel pit before turning NNW another 2.5 km and
arriving at the Phoenix site, the first of the two deposits to be
developed. The road will continue another 0.5 km before turning NW
for a further 1.3 km to intersect with an existing access
road. About 4 km of the existing road to the NE of this
intersection will be upgraded to access the new airstrip, which
will roughly parallel the road, on its east side. Access to the
future Gryphon site will be on a road extension from the NW
quadrant of this intersection. It will extend about 2 km NNW to the
Gryphon deposit, shaft, and service buildings.
Additional on-site Phoenix
access roads will provide a service loop to the camp and on-site
electrified parking. Also required is a short service road to the
runoff pond and the designated treated effluent discharge
point.
Site preparation
earthworks will first be undertaken at the Phoenix deposit site,
precipitation plant, and designated camp and services
areas.
|
|
18.2
|
Project Site Layout
|
Figure 18.1 is a plan view
of the Wheeler River project, showing the Gryphon and Phoenix
deposits relative to the existing Wheeler River camp and Provincial
Highway 914. The Gryphon deposit is roughly 3 km NW of the Phoenix
deposit.
With the exception of the
airstrip, all common facilities and services will be provided at
the Phoenix site, as it will be developed first. Gryphon personnel
will be housed at the camp facilities on the Phoenix
site.
Production from the
Gryphon deposit will be trucked to the existing McClean Lake mill
to the NE, via existing Provincial Highway 914, including 45 km of
new road between the McArthur River mine and the Cigar Lake
mine.
A 1,600 m long airstrip is
positioned in a natural, relatively flat valley to the NE of the
Phoenix deposit. Its magnetic headings are 03/21, identical to the
Key Lake airport, and similar to the Collins Bay airport (02/20).
The runway length is the same as five other existing airports in
northern Saskatchewan serving existing operations and will
accommodate the usual aircraft presently used by these operations
for transporting personnel into and out of the sites. The approach
line to the airstrip from the SW clears the Phoenix surface
facilities by 500 m.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
287

Figure
18-1. Wheeler River Project Site
Showing Phoenix and Gryphon Deposits
|
|
18.3
|
Phoenix Site Layout
|
Figure 18.2 is a
conceptual layout of the plan view of the Phoenix deposit surface
facilities, showing the relative scale and nominal footprint size
of major infrastructure items, as listed below. It should be noted
that, since Phoenix site will be the first into production, it will
host many of the sitewide infrastructure items for the entire
operation including.
|
|
●
|
Area allocation over the defined deposit for an in
situ leaching wellfield (90 m x 800 m);
|
|
|
●
|
ISR plant (90 m x 48 m);
|
|
|
●
|
Operations centre (61 m x 41 m), including
men’s and women’s dry facilities, 3-bay maintenance
shop, welding bay, warehouse, emergency response vehicle storage,
mine rescue and emergency response office, laboratory,
nurse’s station, training room, offices (administration,
maintenance, and supply chain), meeting rooms, lunch room, and
radiation monitoring room;
|
|
|
●
|
150-person camp with kitchen and laundry
facilities;
|
|
|
●
|
Personal vehicle parking;
|
|
|
●
|
Main electrical substation (50 m x 50 m);
|
|
|
●
|
North and south gatehouses;
|
|
|
●
|
Outdoor fenced storage (15 m x 30 m);
|
|
|
●
|
Covered storage (15 m x 30 m);
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
288
|
|
●
|
Wash bay and scanning facility;
|
|
|
●
|
30 m long, 80 tonne weigh scale;
|
|
|
●
|
Potable water treatment facility;
|
|
|
●
|
Fuel storage and dispensing facility (gas and
diesel);
|
|
|
●
|
Fire water tank and pumphouse;
|
|
|
●
|
One bullet propane tank;
|
|
|
●
|
Sewage treatment facility;
|
|
|
●
|
Incinerator;
|
|
|
●
|
Backfill plant with storage facility;
|
|
|
●
|
Outdoor fenced hazardous storage area (30 m x 30
m);
|
|
|
●
|
Fenced landfill area (90 m x 90 m);
|
|
|
●
|
Water discharge station;
|
|
|
●
|
Special waste storage (46 m x 46 m, 3,200 cubic
meter capacity); and
|
|
|
●
|
Clean waste rock storage (60 m x 60 m, 7,100 cubic
meter capacity).
|
The major tenets listed
below were considered for the siting and relative positioning of
the various facilities at the Phoenix site.
|
|
●
|
The ground surface area directly over the defined
underground deposit is reserved for wellfield drilling and piping
equipment.
|
|
|
●
|
As site access is from the south, the main access
road runs parallel to and on the south side of the deposit, with a
nominal 180 m separation from the area reserved for surface
wellfield development activity.
|
|
|
●
|
Most surface support facilities are positioned
along the NW side of the access road, which also serves as the main
product transport truck transfer route.
|
|
|
●
|
The camp, with its ‘gull-wing’ layout
affording views from the east-side rooms of an existing body of
water, is located on the crest of the natural land rise to the SE
of the deposit, well-separated (220 m) from the main site access
road and operation centre.
|
|
|
●
|
The main ISR precipitation plant is located to the
NW of the east end of the reserved wellfield area, approximately
900 m direct-line separated from the camp and about 1 km of road
driving distance from the operations centre.
|
|
|
●
|
Sources of fumes or odours (incinerator, landfill,
fuel storage) are located to the east of the camp and operation
centre.
|
|
|
●
|
The run-off/capture pond is located in a low-lying
area, just SW of the designated discharge point.
|
|
|
●
|
Storage areas are located at the west entry side of
the site, just inside the south gatehouse, to reduce truck traffic
on site.
|
|
|
●
|
The weigh scale is positioned immediately east of
the south gatehouse, as shipping is expected to be monitored by
gate security.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
289
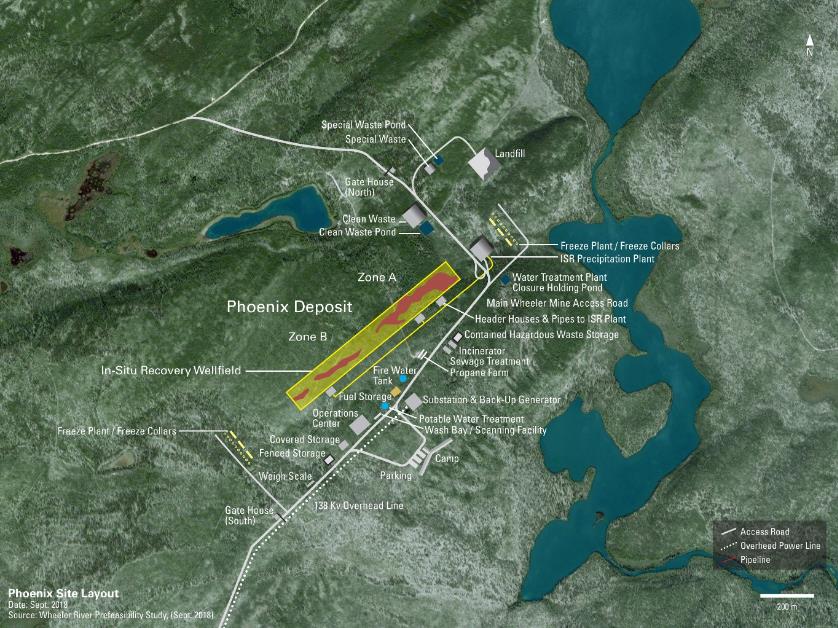
Figure
18-2. Phoenix Site Conceptual
Layout
|
|
18.4
|
Gryphon Site Layout
|
Figure 18.3 is a
conceptual layout of the plan view of the Gryphon surface
facilities, showing the relative scale and nominal footprint size
of major infrastructure items, including:
|
|
●
|
Headframe and collar house for the 5.5 m diameter
production shaft;
|
|
|
●
|
Hoist house and production/service hoist for
production shaft;
|
|
|
●
|
Hoist house and hoist for auxiliary cage in
production shaft;
|
|
|
●
|
Headframe, hoist house, and hoist for auxiliary
cage in ventilation shaft (secondary egress);
|
|
|
●
|
Fresh air ventilation fans and propane fired air
heaters with ventilation plenum at headframe;
|
|
|
●
|
Surface ore storage (55 m x 55 m, 3,000 cubic meter
capacity);
|
|
|
●
|
Clean waste rock storage (104 m x 104 m, 45,000
cubic meter capacity);
|
|
|
●
|
ARD/ML waste storage (180 m x 180 m, 210,000 cubic
meter capacity);
|
|
|
●
|
Main south gatehouse;
|
|
|
●
|
Operations centre (20 m x 20 m), including space
for mine rescue equipment and facilities, and a number of small
offices;
|
|
|
●
|
Backfill plant (20 m x 20 m) and 60 m diameter
backfill aggregate pile;
|
|
|
●
|
Electrical room module (20 m x 6 m);
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
290
|
|
●
|
Explosives magazine (50 m x 50 m), with a
designated security gate on its access road;
|
|
|
●
|
Outdoor fenced storage (15 m x 30 m);
|
|
|
●
|
Fuel storage and dispensing facility (gas and
diesel);
|
|
|
●
|
Fire water tank and pumphouse;
|
|
|
●
|
Three bullet propane tank farm (close proximity to
headframe);
|
|
|
●
|
Water treatment plant (40 m x 40 m);
|
|
|
●
|
Two water treatment plant holding ponds (each at 48
m x 48 m, 7,500 cubic meter capacity); and
|
|
|
●
|
Three water management ponds (each at 200 m x 200
m, 270,000 cubic meter capacity).
|
The major tenets listed
below were considered for the siting and relative positioning of
the various facilities at the Gryphon site.
|
|
●
|
All access into and out of the Gryphon site is from
the south on a new, 2 km long road extending from the Phoenix site
development and the road leading to the new airstrip.
|
|
|
●
|
Shaft coordinates are dictated from previous
studies and recommendations, which locate it SE of the defined
deposit.
|
|
|
●
|
The main road will run past the east side of the
production shaft with an eastern ‘loop’ allowing for
truck travel/access to all sides of the ore piles. This eastern arm
will extend NNE to access the water treatment plant and ponds,
which are positioned in natural low-lying area.
|
|
|
●
|
Since personnel will arrive on buses from the
Phoenix camp, a drop-off area is shown south of the new operation
centre building, which is located south of the production
headframe. A loop road will allow for easy exiting to the south
from this loading area. This loop will also provide access to the
backfill plant and aggregate pile.
|
|
|
●
|
The propane storage facility and electrical room
module are located in close proximity and north of the production
headframe.
|
|
|
●
|
The explosives magazine is separated from the other
facilities at the Gryphon site, 700 m to the south of the
ventilation shaft. Access is secured by a separate gate to the
south of the main gatehouse.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
291
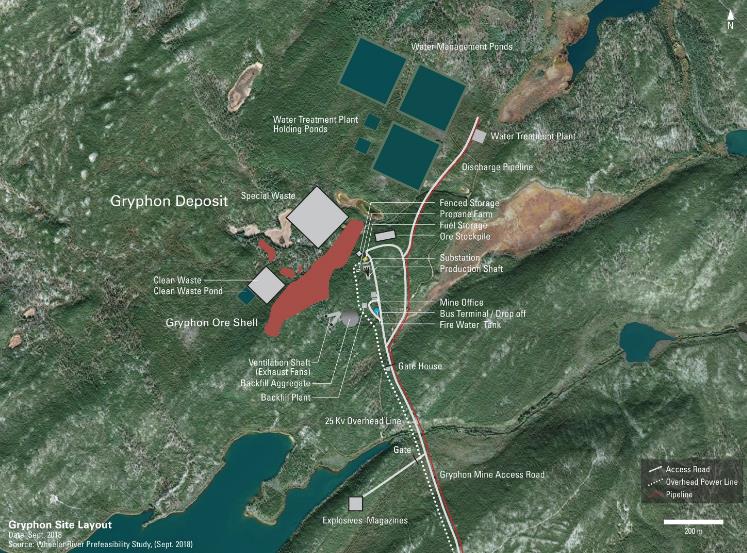
Figure
18-3. Gryphon Site Conceptual
Layout
|
|
18.5
|
Freeze Plant Surface Infrastructure
|
Freeze plants with a total
capacity of 1,500 tons of refrigeration will be constructed on
surface based on a modular design for easy installation and
operation. The design includes:
|
|
●
|
Six modular freeze plant skids;
|
|
|
●
|
One electrical/control skid;
|
|
|
●
|
Six evaporative condenser skids; and
|
|
|
●
|
One insulated brine tank.
|
The freeze plant system
being proposed for this project is “modular”, which
means that a shutdown in any one unit will not result in complete
plant downtime. Having one unit offline during early freezing will
mean the brine temperature supplied to the ground will warm
slightly and the freeze duration extended, but breakdowns in new
equipment near to their commissioning are not typical. If breakdown
or maintenance takes a freeze module offline once the freeze is
established, that is not such a concern since, over time, the
ground heat load tends to decay and eventually a module will be
intentionally taken offline to serve as back-up.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
292
|
|
18.6
|
Gryphon Production Shaft
|
Primary access to the
deposit will be by via a production shaft connecting surface to the
main shaft station at 500 Level. The shaft will be used to
transport personnel and materials underground, hoist blasted
stoping and development material to surface, and provide the main
fresh air route for the mine. The shaft will be excavated to
a depth of 550 meters from surface at a diameter of 6.1 meters
using a blind boring method.
In the blind boring
method, a bottom assembly consisting of a cutting head and
stabilizers, driven by a rotary table on a surface drill rig, will
break the rock at the advancing shaft face. The excavated, unlined
shaft will be kept flooded with water, drill mud, or a combination
of the two, and the drill cuttings (broken pieces of rock) will be
air lifted to surface up the drill pipe. Thus, blind boring
will be a highly automated process and a non-entry excavation
method, reducing the risk to personnel during
construction.
By keeping the shaft
flooded, a concentric outward pressure will be maintained on the
excavated wall. This concentric pressure will reduce the
potential for ground movement and increase overall excavated wall
stability without the requirement of ground freezing or a grout
cover.
Once the full depth of the
shaft is reached, a water tight shaft liner will be installed
leaving an inside diameter of 5.0 meters. The liner will be a
pre-fabricated composite liner consisting of a 12 mm thick outer
steel layer with a 540 mm thick inner concrete layer. The
liner sections will be ‘floated’ into place. This
will be accomplished by sealing the bottom liner section with a
bulkhead that turns the liner assembly into a floating sealed
unit. As each liner section is welded to the top of the
assembly, water will be pumped into the liner to equalize the
buoyancy and allow a controlled sinking of the liner
sections. Once the liner reaches full shaft depth, the
annulus between the liner and excavated wall is backfilled via
tremie grouting and the water within the liner will be pumped out
to permit access for installation of the shaft
furnishings.
Production requirements
are to hoist a maximum of 750 tonnes of ore and 400 tonnes of waste
rock per day. To meet these requirements, the shaft will be
serviced by a single hoist plant operating two cages over skip
conveyances, only one of which will have a safety mechanism (dogs).
The conveyances will operate from surface to the main access level
at 500 m depth and the loading pocket at the 520 m level. The cage
over skip assembly without the safety mechanism will serve as
material transport only.
In October of 2017,
Denison completed a shaft test hole drilling program to confirm the
suitability of the proposed production shaft location and gather
key information to support the design and cost estimation process
of the shaft excavation and liner design for the PFS. The test hole
was drilled through 16 metres of overburden, contacted the
unconformity at a depth of 465 metres below surface, and was
ultimately terminated at a depth of 600 metres below surface. Data
collected via logging and on-site and off-site test work was
summarized in the Denison report entitled “Wheeler River
Project: Shaft Pilot Hole” and includes:
|
|
●
|
Geological logging including lithology, alteration,
and structural mapping;
|
|
|
●
|
Abrasion and strength testing including Brazilian
tensile strength, UCS, triaxial shear, drillability, bit ware
index, and cutter life index and PLT;
|
|
|
●
|
Freeze testing on intact fault gouge or clay
weathered rocks for bulk moisture content and density/specific
gravity;
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
293
|
|
●
|
Geotechnical triple tube logging;
|
|
|
●
|
Packer testing on 25 metre intervals and water
sampling for dissolved metals; and
|
|
|
●
|
Geophysical bore hole analysis including gamma,
density, neutron, acoustic televiewer, full waveform sonic,
mechanical caliper, and resistivity.
|
The shaft pilot hole data
was shared with Frontier-Kemper (FK), a civil and building
construction company offering diversified general contracting and
design/build services including tunnelling and mining throughout
the world, to provide shaft liner design and blind boring cost and
performance guidance.
|
|
18.6.1
|
Hoists/Hoist House
|
The hoisting system will
consist of one double-drum, single clutch, gear driven hoist and
will be selected based on an assumed daily availability of 16 hours
for ore, waste, personnel, and materials movement. The hoist plant
is designed for fully automated or manual skipping, or for
personnel and materials movement. The hoist will be designed as a
base-frame mounted machine.
The hoist house is a basic
pre-engineered building on a slab foundation, where outdoor type
transformers will be used to minimize cooling. The building will be
designed for rope penetrations through the walls and will contain
partitions for the electrical room and a pre-fabricated type hoist
operator booth. Critical hoist data is provided in Table
18-1.
Table
18-1. Critical Hoist
Data
|
Item
|
Specifications
|
|
Drum
Diameter
|
3.5 m
|
|
Drum
Width
|
1.52 m
|
|
Rope
Diameter
|
43 mm
|
|
Minimum Rope Breaking
Strength
|
1,147 N
|
|
Rope Wire
Grade
|
1,770
MPa
|
|
Skipping
Speed
|
10 m/s
|
|
Personnel and
Materials Speed
|
6 m/s
|
|
|
18.6.2
|
Headframe
|
The headframe will include
both shaft compartments, a stairwell, and an open sheave deck. The
dump will be a scroll type dump, with a dump chute to a ground
based concrete dump bin. This dump bin will be mucked out with a
wheel loader.
A collar house will be
included within the headframe. Services will be transitioned into
the shaft at the collar, or the sub collar if the design allows for
it. Critical headframe data is provided in
Table 18-2.
Table
18-2. Critical Headframe
Data
|
Item
|
Specifications
|
|
Height to Sheave
CL
|
37.5 m
|
|
Height to Dump
Lip
|
18.85 m
|
|
Slinging
Clearance
|
17 m
|
|
Ground Based Dump
Pile Capacity
|
48
tonnes
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
294
|
|
18.6.3
|
Shaft Furnishings and Conveyances
|
The production shaft will
be a circular cross-section, hydraulically sealed shaft with a
composite liner. It will have two main conveyance compartments
which will be defined by shaft brackets cantilevered from the shaft
wall. The shaft will include a small auxiliary hoist described
below. The conveyance guide system will be conventional timber
shaft guides. The shaft will also include a ramp to provide access
to shaft bottom and a ventilation duct that will be designed to
operate under negative pressure. Critical conveyance data is
provided in Table 18-3.
Table
18-3. Critical Conveyance
Data
|
Item
|
Specifications
|
|
Skip Payload
(wet)
|
8,000 kg
|
|
Assumed Broken Muck
Density (ore and waste)
|
1,925
kg/m3
|
|
Lump
Size
|
0.4 m
|
|
Cage
Payload
|
8,000 kg
|
|
Personnel
Capacity
|
17
|
|
Cage Interior
Width
|
1.67 m
|
|
Cage Interior
Depth
|
1.67 m
|
|
Cage Interior
Height
|
2.5 m
|
Services in the shaft will
be wall mounted and will include two 25 kV power feed cables, fibre
optic cable, two bare copper ground cables, four spare fingers, one
100 mm diameter process water line, and three 300 mm diameter
dewatering lines.
The shaft will be serviced
by one hoist and no ladderway is included, except below the 500
Level. To meet the Mines Regulation of Saskatchewan, the rescue
plan for personnel stuck in a shaft conveyance will be to remove
them via an auxiliary hoist backed up by a diesel generator. This
conveyance will be guided by two HSS guides and will have a
capacity for three people. Critical shaft data is provided in Table
18-4.
Table
18-4. Critical Production Shaft
Data
|
Item
|
Specifications
|
|
Diameter
|
5.0 m
|
|
Depth
|
550 m
|
|
Main Access Level
Depth
|
500 m
|
|
Loading Pocket Access
Level
|
520 m
|
|
Loading Pocket
Lip
|
535 m
|
|
Downcast Air
Velocity
|
10 m/s
|
|
Conveyance
Compartment Width (Guide F/F)
|
1.53 m
|
|
Largest Underslung
Object Dimensions
|
Irregular (>1.5
m)
|
|
|
18.6.4
|
Loading Pocket and Shaft Bottom
|
The loading pocket will be
a volumetric, double measuring flask arrangement and will be fed
via a single pass and fully automated. The pass will include a
truck dump with a grizzly and rock breaker arrangement and will
terminate at the loading pocket, with hydraulically operated knife
gates to control flow into the two flasks.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
295
Beams will be installed
close to shaft bottom to prevent a conveyance from being lowered
into water. A ramp will be included in the shaft between the 500
Level and shaft bottom to access the shaft high water alarm sensor
and shaft bottom water pump.
|
|
18.7
|
Gryphon Ventilation Shaft
|
The ventilation shaft will
be excavated using the same blind boring method as the production
shaft. In the case of the ventilation shaft, however, the
shaft depth will be 500 metres from surface at a diameter of 5.8
meters. On completion of a water tight steel-concrete
composite liner installation, the final inside shaft diameter will
be 4.5 meters.
The ventilation shaft will
serve as an exhaust air route and as a second egress from the
mine.
|
|
18.7.1
|
Headframe
|
The headframe will be
sealed from the exhaust fan below and will be put in place to
support and protect the emergency egress cage to a height suitable
for access, egress, and maintenance.
|
|
18.7.2
|
Shaft Furnishings and Conveyances
|
Shaft design is based on a
blind boring excavation methodology, which produces a round
cross-section, hydrostatically sealed steel lined shaft with an
interior composite steel/concrete liner. The ventilation shaft will
contain no main conveyances but will have an emergency egress cage
as a use for secondary egress. Services within this shaft will
include fibre optic cable, two bare copper ground cables, four
spare fingers, three redundant spare 300 mm diameter dewatering
lines, and backfill lines. There will be no fuel, slickline, or
drain line within this shaft. Critical shaft data is provided in
Table 18-5.
Table
18-5. Critical Ventilation Shaft
Data
|
Item
|
Specifications
|
|
Diameter
|
4.5 m
|
|
Depth
|
500 m
|
|
Main Access Level
Depth
|
500 m
|
|
Upcast Air
Velocity
|
15 m/s
|
|
|
18.8
|
Ventilation Fans and Mine Air Heaters
|
The mine will be designed
to have dedicated fresh and return ventilation raises/drifts,
providing flow through ventilation in all production mining areas
to mitigate recirculation of contaminated air. The ventilation
system will be designed to operate mainly as a pull system, to
reduce leakage throughout the mine, with a push fan at the intake
directing the air through the heater and into the main fresh air
raise (production shaft). The air will exhaust through a series of
internal return air raises, return air transfer drifts, and the
ventilation shaft to surface. Additional detail on the ventilation
system is provided in Section 16.5.7.
|
|
18.9
|
Camp
|
The camp facility is
located at the Phoenix site area, as this will be the original
development at Wheeler River. It has been situated to the southeast
of the industrial facilities on a natural rise to take advantage of
the vista to the southeast that includes a large lake.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
296
The camp facility has been
sized to accommodate a peak load of up to 150 individuals on site
at any one time. It has been designed with modularity in mind. If
additional beds are required in the future due to unforeseen
developments in operations, they can be easily added on as
additional modules.
It is a turnkey modular
design that will be manufactured in Saskatoon and assembled and
commissioned on-site.
The design includes a
central services complex, housing all the central services required
for hospitality, recreation, and the smooth operation of the
facility. Included in the central area are:
|
|
●
|
Kitchen/preparation area and servery;
|
|
|
●
|
Dining room;
|
|
|
●
|
Camp office;
|
|
|
●
|
Commissary;
|
|
|
●
|
Recreation area; and
|
|
|
●
|
Exercise facilities.
|
The rooms are single
occupancy (Figure 18-4) and will not be occupied on back shifts.
Washroom and shower facilities will be shared.

Figure
18-4. Typical Room
Layout
|
|
18.10
|
Operations Centre
|
The operations centre has
been sized and designed as a standalone, multi-functional building
that will serve the administrative, technical, and maintenance
needs of the site.
The building is a
two-story pre-engineered structure with total usable space of
38,000 ft2; 27,000
ft2 on
the first floor and 11,135 ft2 on the second
floor.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
297
The first floor houses the
two-story shops, dry space, and warehouses. The shops include three
full-sized maintenance bays, with one being equipped as a welding
bay. Men’s and women’s dry space is provided, with
suitable wash spaces for each, including laundry facilities. The
warehouse has two receiving doors and is adjacent to the shops.
Office spaces are also provided in these areas for warehouse and
procurement staff, and maintenance supervisors.
Additional facilities on
the lower level include:
|
|
●
|
Nurse station with waiting area;
|
|
|
●
|
Parking space for emergency response
vehicles;
|
|
|
●
|
Space for storage of mine rescue/emergency response
gear and supplies;
|
|
|
●
|
Laboratory facilities, complete with radiation
testing facilities;
|
|
|
●
|
Training room; and
|
|
|
●
|
Mechanical and electrical services rooms.
|
The top floor is comprised
of an administrative area with offices and meeting room spaces,
washroom facilities, and a lunch room. The general arrangement of
the main and second floors of the operations centre is provided in
Figures 18-5 and 18-6.

Figure
18-5. Proposed Layout for Main
Floor of Operations Centre
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
298

Figure
18-6. Proposed Layout for Second
Floor of Operations Centre
|
|
18.11
|
Security Houses and Truck Scales
|
Access to the property
will be controlled by a security gate that will be staffed 24 hours
per day. The main security house near Phoenix will be equipped with
an 80-tonne weigh scale that is hard-wired into the
shack.
The buildings themselves
are modular, pre-fabricated units that will be manufactured in
Saskatoon and shipped to site for installation and commissioning.
They will have a security gate, and appropriate power and
communications capability.
|
|
18.12
|
Fuel Storage and Dispensing
|
A diesel and gasoline tank
will be installed at the Phoenix site and a diesel tank will be
placed at the Gryphon site. This fuel storage will be used to
facilitate fueling both owner and contractor equipment. Each fuel
tank will have a volume of 25,000 L and will feature double walled
construction for fuel containment. The fuel tanks will be equipped
with overfill prevention valves, bottom loading nozzles, and vents.
Each tank will have a card lock fuel dispensing system and
grounding reels. The fuel tank assemblies come equipped with
full-length platform access and are mounted on I-beam skids for
transport to site. Each tank will be placed on a concrete pad with
an integrated sump for spills.
Fuel tanks can be filled
by a conventional B-Train transport truck.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
299
|
|
18.13
|
Propane Storage and Distribution
|
A propane storage and
distribution system will be installed at both the Phoenix and
Gryphon sites. The propane infrastructure will feature storage
tanks, vaporizers, and a propane bottle fill station. The system
capacity will be sufficient to supply 8 days of on-site storage and
maximum consumption. Propane will be delivered to site on a weekly
basis.
|
|
18.13.1
|
Phoenix Site Propane Infrastructure
|
The Phoenix site propane
system will supply bottled propane to the camp kitchen and the
incinerator. The system will feature a 30,000 uswg storage tank, a
bottle fill pump, and a bottle weigh station, which will supply
propane to remote buildings and mobile services. The propane bottle
filling station will include a cylinder scale and a liquid propane
filling pump.
|
|
18.13.2
|
Gryphon Site Propane Infrastructure
|
The Gryphon site propane
system will supply propane to the mine air heaters, the headframe,
and the mine office/mine rescue building. The estimated propane
consumption rates for the Gryphon site are summarized in Table
18-6. The Gryphon site propane infrastructure will feature three
30,000 uswg storage tanks, two water bath propane vaporizers,
and two distribution pumps. The propane storage area will be
located a minimum of 100 ft from any building or entrance. The
propane storage tanks will be protected by a perimeter of
bollards.
Table
18-6. Gryphon Site Propane
Consumption
|
Consumer
|
Rate (MBTU)
|
|
Mine Air
Heaters
|
30.4
|
|
Headframe
|
1.0
|
|
|
18.14
|
Electrical Power
|
In accordance with
preliminary studies by SaskPower, electrical service to the Wheeler
River site will be provided via an approximate 5 km extension tap
from the existing 138 kV overhead transmission line (defined as
I3P) that runs along Saskatchewan Highway 914 linking the Key Lake
and McArthur River sites. Optimization of the precise line route
will be completed as the project proceeds.
The incoming 138 kV
transmission line voltage will be stepped down via a single
transformer to 25 kV for distribution throughout the site. The
transformer will include an on-load tap changer to compensate for
the estimated voltage regulation of the transmission line and will
be protected with suitably rated primary and secondary protective
devices.
A lineup of 25 kV class
gas insulated type switchgear (GIS), housed in an e-house, will be
used to distribute electrical power to the various site
distribution transformers.
Redunadant 25 kV class
utility style overhead pole lines will be used to interconnect the
Phoenix and Gryphon sites, as well as other remote locations. 25 kV
class power cables will be used to interconnect from the GIS
equipment to the overhead lines and from the overhead lines to pad
mounted distribution transformers.
600 V and 4.16 kV class
distribution transformers will be installed in strategic locations
to service the site loads. These transformers, interconnected with
suitably rated switchgear and motor control equipment, will service
the individual loads.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
300
Smaller, suitably rated
pole mounted transformers will be used to service small and/or
remote loads along the 25 kV pole line routes.
The electrical systems (25
kV, 4.16 kV and 600 V) will each be resistance grounded to meet
safety and mine electrical code requirements.
Based on the above basic
design concepts, the electrical rate for the Wheeler River project
will be in accordance with SaskPower’s provincial
“E24” service rate.
18.15 Back-up Electrical
Power
Based on historical data
provided by SaskPower, the outage rate of the existing I3P line is
approximately 6 outages per year. To provide electrical service
during times of utility outages, several standby diesel gensets
will be installed in strategic locations to service the site
emergency loads.
To avoid complexity, the
standby units at the camp and operations centre will be operated as
independent units (not interconnected nor synchronized with other
gensets) to service the specific emergency loads local to each
genset via a dedicated, suitably rated transfer
switch.
At the Gryphon site,
multiple synchronized and interconnected standby units will be
installed to maintain the required mine ventilation, to evacuate
personnel from underground using the Gryphon service hoist, and to
maintain the underground water management systems.
|
|
18.16
|
Fresh Water Distribution
|
Fresh water will be used
to feed the fire water system, the potable water treatment plant,
and various operational requirements. There will be fresh water
distribution systems at both the Gryphon mine and the Phoenix
development. The fresh water system is sized to provide adequate
water for both potable uses and process uses.
|
|
18.16.1
|
Phoenix Site Fresh Water Distribution
|
The Phoenix site fresh
water distribution system is designed to provide fresh water to the
fire water system, the potable water treatment system, the ISR
plant, and the washbay. Fresh water is provided by means of a
groundwater well and pump system, which pumps water directly to the
500m3
fire water tank. A raw water distribution pump provides fresh water
distribution to the potable water treatment plant, the wash bay,
the ISR plant, and the temporary batch plant. The fresh water
source pump will be a multistage well pump sized to fill the fire
water tank within an 8-hour period. The fresh water distribution
pump will be a conventional centrifugal pump and will have a
back-up pump on standby. Estimated fresh water consumption rates
are found in Table 18-7 below.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
301
Table
18-7. Phoenix Site Estimated
Fresh Water Consumption
|
Consumer
|
Flow Rate (L/day)
|
|
ISR
Plant
|
2,000
|
|
Wash Bay
|
6,000
|
|
Potable
WTP
|
30,000
|
|
Temporary Batch
Plant
|
5,000
|
|
|
18.16.2
|
Phoenix Site Fire Water Distribution
|
The fire water system at
the Phoenix site consists of a fresh water tank, two electric fire
water pumps, and a back-up diesel fire water pump. The system is
sized to provide a fire water supply capable of protecting 1,500
square feet of ordinary hazard classification at a flow rate of 0.3
gpm per square foot, plus an additional 6 hose stations at 50 gpm
each. The resulting fire water system flowrate was estimated to be
750 gpm at 150 psi of total system head. NFPA requires that the
fire water tank be designed to provide a minimum of 3 hours of
water supply and be designed in such a way that it will be filled
within an 8-hour period. The fire water tank is estimated to be
approximately 500 m3 in volume to meet
these requirements. The fire water distribution piping will consist
of a buried insulated piping loop that will supply pressurized fire
water to the camp, the ISR plant, the operation centre, the potable
water treatment plan, and the sewage water treatment
plant.
The fire water tank will
be constructed from carbon steel and will be fabricated at site due
to its size. The tank will be insulated and potentially may require
heating to ensure the water does not freeze in the winter. The tank
will facilitate both fresh water distribution and fire water
storage. The tank will be designed in such a way that the pump
connection for the fresh water distribution will ensure that there
is always a minimum volume of water in the tank.
Horizontal split case
pumps were selected for fire water service. These pumps will be
placed in a small pumphouse. A vertical multistage jockey pump,
used to ensure that water is circulated, and a back-up diesel
powered fire water pump, complete with a 250-gallon diesel fuel
tank, an exhaust silencer, and a non-drip rim base, will also be
installed.
|
|
18.16.3
|
Gryphon Site Fresh Water Distribution
|
The Gryphon site fresh
water distribution system will be similar in design to the Phoenix
fresh water system and will consist of a similar tank, distribution
pump, and piping system. A groundwater well and pump will provide
fresh groundwater to a fresh water storage tank, which will also
serve as a fire water tank. The fresh water tank will provide fresh
water to users, including the underground mine via the production
shaft, using a conventional centrifugal fresh water distribution
pump. A back-up fresh water pump will also be installed. The
estimated consumption rate of fresh water by the Gryphon site is
summarized in Table 18-8.
Table
18-8. Gryphon Site Estimated
Water Consumption
|
Consumer
|
Flow Rate (L/day)
|
|
Headframe
|
2,000
|
|
Gryphon
WTP
|
5,000
|
|
Batch
Plant
|
5,000
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
302
|
|
18.16.4
|
Gryphon Site Fire Water Distribution
|
The Gryphon mine site will
require a similar fire water tank and distribution system to that
at Phoenix. It was assumed that the fire water requirements at the
Gryphon site would be similar to those at the Phoenix site, and
therefore the equipment was replicated. The Gryphon fire water
system will provide fire water to the headframe, the Gryphon water
treatment plant, and the office.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
303
|
|
18.17
|
Potable Water Treatment and Distribution
|
Potable water will be
generated on site by a modular potable water treatment plant. This
plant will be located at the Phoenix site and will supply potable
water to both the Phoenix and Gryphon sites. The potable water
system consists of a treatment plant, a storage tank, and a bottle
filling station. Water consumption was estimated to be 300 L per
person per day. It was assumed that the maximum number of people
working on site would be 100. Potable water will be piped to the
camp, the operations centre, and the ISR plant to provide water for
safety showers and eye wash stations. Other locations, such as the
Gryphon site, the air terminal, and gate houses, will receive
bottled potable water. The Gryphon water treatment plant will also
have a large potable water tank located in an elevated location to
provide potable water for safety showers and eye wash stations.
This potable water tank will be filled using a tanker truck and
monitored through instrumentation to ensure it is full at all
times. Table 18-9 provides the potable water consumption by
area.
Table
18-9. Potable Water Consumption
by Area
|
Consumer
|
Flow Rate (L/day)
|
|
Camp
|
10,000
|
|
Operation
Centre
|
10,000
|
|
Mill
|
5,000
|
|
Gryphon
Site
|
2,000
|
|
Air
Terminal
|
1,000
|
|
General
Site
|
1,000
|
The potable water
treatment plant will be a modular design and will come preinstalled
in a 40 ft sea container. The filtration method will be either
ultrafiltration or reverse osmosis with UV filtration. The plant
will also feature an external potable water storage tank with a
volume of approximately 2,000 L. The modular plant will come with
all required HVAC and lighting and will be placed on a concrete
pad. The potable water treatment plant will generate 1.4
m3/hr of
potable water and 33 m3 of water per day.
Raw water will be pumped to the potable water treatment plant from
the fire water storage tank and fresh water distribution
system.
|
|
18.18
|
Phoenix Waste Water Management
|
Waste water management at
the Phoenix site will be handled as two separate waste water
streams. Specifically, there will be domestic waste water
production and contaminated waste water production. Domestic waste
water will be treated at the Phoenix site sewage treatment plant,
while the contaminated waste water will be treated at the Gryphon
water treatment plant. Domestic waste was assumed to be generated
at the rate of 300 L per person per day. Domestic waste sources
located within a reasonable distance of the sewage treatment plant
will be piped directly to the plant via force mains. In locations
where it is not feasible to install force mains for sewage, septic
tanks will be installed. Vacuum trucks will routinely empty septic
tanks at the Gryphon mine and air terminal locations and deposit
the sewage into the sewage treatment plant feed tank. Summary of
domestic waste water generation is provided in Table
18-10.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
304
Table
18-10. Domestic Waste Water
Generation
|
Source
|
Flow Rate (L/day)
|
|
Camp
|
10,000
|
|
Gryphon
Mine
|
2,000
|
|
Air
Terminal
|
1,000
|
|
Mill
Septic
|
5,000
|
|
Operation Centre
Septic
|
2,000
|
|
|
18.18.1
|
Domestic Waste Water Treatment
|
Domestic waste water will
be collected and treated in a central sewage treatment plant. The
sewage treatment plant will be modular and will be installed in two
sea containers, one being 40 ft and the other 20 ft. The containers
will be insulated and heated. The sewage treatment plant will
include a holding tank, associated filtration and treatment process
equipment, and a sludge handling system. The sewage treatment plant
will generate effluent suitable for discharge into the local water
table. Treated effluent will first be discharged to surface testing
ponds where the water quality will be checked to ensure it meets
environmental quality standards. Reject solids from the treatment
process will be collected, dewatered, and stored in the special
waste facility on site.
|
|
18.18.2
|
Contaminated Waste Water
|
Contaminated waste water
from the lab and the wash bay will be collected in a contaminated
waste water sump tank. Contaminated water will then be hauled to
either the Phoenix or Gryphon water treatment plants where it will
be treated and discharged.
|
|
18.19
|
Gryphon Mine Site Water Treatment
|
The Gryphon water
treatment plant will be designed to treat and discharge two primary
inflows of water. Surface water will be collected from the ore and
special waste piles through site grading to a surface water
management pond, where it will be fed to the water treatment plant
for processing. Water from the underground mine at Gryphon, or
groundwater, will be collected in separate groundwater management
ponds and fed to a second influent stream at the water treatment
plant.
The Gryphon water
treatment plant will have two sets of water treatment equipment,
specific to each process stream. While surface water treatment will
focus on metal precipitation, the underground water treatment will
additionally focus on radium precipitation. Both water streams are
considered contaminated with uranium.
Treated effluent will be
discharged to holding ponds, which will be sized to hold effluent
for a period of 24 hours for testing before discharge to the
environment. The water will be treated to meet the regulatory
requirements for effluent discharge in the region.
The design flow rates for
the water treatment plant are summarized in Table
18-11.
Table
18-11. Water Production Rates for
Gryphon Site
|
Water Source
|
Nominal Flow Rate
|
Design Flow Rate
|
|
Surface
Water
|
5.4 m3/h
|
12.1 m3/h
|
|
Groundwater
|
249.0 m3/h
|
298.9 m3/h
|
|
Phoenix Lab and Wash
Bay
|
4 m3/d
|
4 m3/d
|
|
Source: SRK –
Wheeler River Project Water Management and Treatment Capacity
Trade-Off Study, March 2018
|
||
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
305
|
|
18.19.1
|
Surface Water Treatment
|
The surface water that
encounters the ore storage pile is considered contaminated, and
therefore will be collected and treated before being released to
the environment. The ore pile will be surrounded by liners and
collection basins that will ensure any contaminated water generated
at the ore pad will be redirected to the surface water management
pond. Surface water from rainfall will be captured for treatment
during the summer months and it is expected that surface water will
require treatment from the months of May through October. In the
spring, the surface water management pond will also collect the
water from the melting snow that accumulated over the winter
months. The surface water management pond is designed to
accommodate the inflow of a 100 year 24-hour rain storm event. The
size of the surface water management pond was calculated to be
approximately 1,000 m3 in volume to
accommodate this event.
Contaminated water
collected from the Phoenix operations centre laboratory and the
wash bay sump will also be treated at the Gryphon water treatment
plant. A vacuum truck will haul contaminated water from the Phoenix
site and surrounding buildings to the Gryphon water treatment plant
for processing.
The surface water
treatment process will feature two treatment trains in series. Each
treatment train will contain a reactor, a flocculator, and a
lamella clarifier. The first train, metals coprecipitation, flows
into the second train, metals pre-precipitation, which discharges
into the surface water effluent well. Each train will precipitate
metals from the effluent and clarify the process by adding reagents
and flocculant. Once surface water effluent has been clarified, it
is then fed to the influent stream of the groundwater treatment
process (Section 18.19.2).
All solids and sludges
precipitated from the surface water treatment process will be
combined in a sludge tank, dewatered through a filter press system,
and sent to a special waste storage facility.
|
|
18.19.2
|
Groundwater Treatment
|
Mine water is expected to
have concentrations of metals, uranium, molybdenum, selenium,
arsenic, and radium that will require treatment prior to discharge.
Water inflows will be collected from the mine dewatering system,
pumped to surface, and held in a groundwater management pond for
treatment. It is anticipated that the Gryphon mine development will
produce roughly 250 m3/h of water inflow
during normal operation and is designed to handle an emergency
inflow of up to 1,650 m3/h. The groundwater
management pond is designed to accommodate the emergency inflow of
water for a period of 28 days, with a volume of 810,000
m3.
Treated water from the surface water treatment process will be
combined with the groundwater feed in the first reaction
process.
The groundwater treatment
process will be split into four process trains in parallel, thereby
reducing the size of the equipment in each train to facilitate
shipment of assembled components by road. Each process train will
contain a reactor, a flocculator, a clarifier, and an effluent
discharge well. Reagents will be added to the reaction circuit to
precipitate radium and other metals. Solids are then separated by
the clarifier. The clarifier underflow will report to a combined
sludge tank, where it will then be processed with a filter press.
Dewatered solids will then report to a special waste storage
facility. Clarified water will be processed through a series of
sand filters for further clarification.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
306
Treated water will be
stored in monitoring ponds for inspection and testing prior to
discharge. It is anticipated that each monitoring pond will have a
volume of approximately 7,500 m3, which will
provide 24 hours of storage for lab tests. Once the effluent has
been tested and approved for discharge, it will be pumped through a
heat traced and insulated pipeline along surface to the designated
effluent discharge point between the Gryphon and Phoenix sites. If
the effluent is not approved for discharge, it will be recirculated
to the surface water management pond for additional
treatment.
|
|
18.19.3
|
Water Treatment Plant Building
|
For the purpose of this
PFS, the water treatment plant was proposed as a turn-key solution
by Napier-Reid. The solution from Napier-Reid comes complete with
all process equipment, the pre-engineered building, siding,
roofing, man doors, overhead doors, lighting, and wall mounted HVAC
with electric heat. The building will be insulated in a manor
suitable for northern service and will be electrically heated.
External piping, internal interconnecting piping, wiring, and the
concrete foundations will be supplied and installed by the
respective installation contractors on site. The water treatment
equipment for both the surface water treatment and groundwater
treatment processes will be housed inside the building, which is
expected to measure approximately 32 m x 35 m and be 4.6 m in
height. A control room, compressor room, and reagent storage will
be included in the building design. The building will be located at
the Gryphon mine site since, compared to the Phoenix site, the
Gryphon site is expected to be net water positive.
18.19.4 Surface Discharge
Location
In 2017, EcoMetrix
Incorporated was retained to provide a preliminary evaluation
(screening level assessment) of potential fresh water intake and
treated mine water discharge locations. The objectives of the
assessment were to utilize a staged approach to identify preferred
intake and discharge locations from selected candidate sites. Based
on proximity to the project site, 12 locations, located within two
sub-watersheds that drain into the north end of Russell Lake, were
identified as potential intake and/or discharge locations. The
screening level assessment was divided into the following four
stages:
Stage 1: A review of
available information about traditional knowledge, and traditional,
recreational, and industrial land use and evaluation of potential
project effects.
Stage 2: An assessment of
potential project effects on water quantity and quality. The
effects of water withdrawal and discharge on water quantity and
quality were predicted such that it was possible to eliminate
locations from consideration that would be unsuitable for water
withdrawal or discharge (i.e. ponds that would go dry, headwaters
with low flows and little assimilative capacity).
Stage 3: Review of
information about fish and fish habitat (i.e. fish spawning and
number of fish species observed) from the aquatic baseline program
for the Wheeler River project was reviewed to evaluate intake and
discharge locations based on the potential for adverse effects on
fish and fish habitat.
Stage 4: Environmental
pathways modelling to further assess the interactions between
surface water, sediment, and valued ecosystem components (VECs)
when constituents of potential concern (COPCs) are released in
treated mine water. The objectives of the modelling exercise
were:
|
|
●
|
To compare potential effects for an expected mine
life of 15 years versus an extended mine life of 25 years;
and
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
307
|
|
●
|
To determine design criteria based on the
assimilative capacity of each discharge location by deriving
release limits protective of ecological health.
|
The screening level
assessment reduced the number of environmentally safe treated
effluent discharge sites down to five locations (LA-1, LA-5, LA-6,
LA-7A, and Russel Lake), as identified in Figure 18-7. The
five locations were presented during community meetings to gather
additional information and community input, and to further refine
candidate intake and discharge sites based on traditional land
use.
In February of 2018, a
working group of Denison Mines, SRK, and EcoMetrix professionals
jointly evaluated the results of the staged screening level
assessment and the community feedback. All options were
comparatively assessed against a list of assessment criteria
including safety, environment, community feedback, capital cost,
operating cost, and risk. Weighting was applied to the criteria
with safety and environment being the most critical, followed by
community feedback. The least important parameter was operating
cost.
The working group
consensus ranked LA 5 and LA 6 as the most preferred options. LA 6
was selected as the discharge lake based on its proximity to the
immediate project site, as well as being upstream of Russell
Lake.

Figure
18-7. Refined Candidate
Intake/Discharge Sites
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
308
|
|
18.20
|
Development Waste Rock Management
|
Waste rock generated from
drilling at Phoenix will be stored on an unlined pad and will be
available for use as necessary for road or concrete construction.
Ore cuttings will be stored in IP2 containers until processed and
residue from the ISR plant generated during processing will be
stored in engineered, lined special waste storage
facilities.
It is assumed that waste
rock from Gryphon will be classified as ML/ARD. It is expected that
any special waste, which is waste rock that contains a uranium
content greater than 0.03% U3O8, will be stored
underground. Life of mine waste will be stored in a waste rock pile
near the headframe.
Clean waste rock from the
shaft excavations is likely to be used for construction or road
surfacing. However, a permanent stockpile has been assumed for the
PFS.
Table 18-12 summarizes the
material quantities.
Table
18-12. Phoenix and Gryphon Site
Rock Storage Quantities
|
Deposit
|
Type
|
Volume
|
|
Gryphon
|
Clean waste
rock
|
45,000 m3
|
|
ARD/ML
waste
|
210,000 m3
|
|
|
Ore
|
3,000 m3
|
|
|
Phoenix
|
Clean
waste
|
7,100 m3
|
|
Special
waste
|
3,200 m3
|
|
|
18.21
|
Handling Infrastructure for Mined Materials
|
Final yellowcake products
for Phoenix will be stored on site in the precipitation plant until
transported off-site. Waste products are temporarily stored in
lined storage areas until closure.
Gryphon ore and waste will
be hoisted to surface, and the skips will discharge into a concrete
storage chute adjacent to the headframe. A front-end loader will
pick up the ore/waste, and stack waste on the waste pile and ore on
the concrete ore pad adjacent to the headframe before
transportation to the mill.
|
|
18.22
|
Concrete Batch Plant (Backfill)
|
A trade-off study was
prepared to determine the optimum backfill for the Gryphon mine.
Three types of backfills were reviewed (cemented rock fill (CRF),
hydraulic fill, and pastefill), with various sources of material
for each backfill type. There is insufficient waste rock in the
Wheeler River area to utilize CRF only. Therefore, the local
alluvial sand was sourced as the backfill material.
Sandfill can be discharged
to underground in two forms - in paste form and in hydraulic slurry
form. However, the paste form requires sand with significantly more
fines (minus 20 microns) than the sand typically available in this
area (which has been confirmed by testing to date). The sand will
require additional classification to increase the fines content.
Therefore, hydraulic sandfill is the only viable option, using 100%
locally available sand. Preliminary testing has confirmed the sand
is suitable for this backfill.
The sand is collected by
loaders during the warmer months and transported by truck to a
surface stockpile of approximately 50,000 tonnes.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
309
The backfill plant will be
equipped with the following:
|
|
●
|
Classification circuit;
|
|
|
●
|
Main sand load-in system;
|
|
|
●
|
Mix tank;
|
|
|
●
|
Binder system;
|
|
|
●
|
Water addition;
|
|
|
●
|
Discharge piping system from the mix tank to the
underground backfill distribution system; and
|
|
|
●
|
Dust collection system.
|
Backfill pour rate will be
50 dry tonnes/hour (dictated by distribution piping diameters).
Therefore, the average backfill requirement is 8.8 hours per day.
The water required at the backfill plant will be 31.4 m3/hr (~138
USGPM).
Figure 18-8 illustrates
the process flow for the proposed backfill facility.

Figure
18-8. Backfill Plant Process
Flow
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
310
|
|
18.23
|
Explosives Magazine
|
It is expected that weekly
deliveries of explosives to the site will be immediately taken
underground for storage and stored in the underground explosives
magazine.
To account for weather or
transportation disruptions, a surface explosives magazine has been
accounted for. The magazine will be a heated and illuminated
modular, pre-engineered building, and have security fencing and
locks to prevent access.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
311
|
|
19
|
Market Studies and Contracts
|
|
|
19.1
|
The Uranium Industry
|
In 2017, the uranium
industry weathered yet another difficult and somewhat volatile
year. An oversupplied spot market continued to put downward
pressure on the spot price of U3O8, despite the
announcement of various production curtailments from the
world’s largest uranium producers.
As noted in the UxC Q4
2017 Market Outlook, after reaching a 12-year low near USD$18.00
per pound U3O8 in December 2016,
the spot price started 2017 at USD$20.25 per pound U3O8, traded north of
USD$26.00 per pound U3O8 in the first quarter
of the year, retreated back to the USD$20.00 per pound
U3O8
level in the third quarter, then rallied in the fourth quarter to
peak at USD$26.50 per pound U3O8 in early December
2017. After a volatile year, the spot price closed 2017 at
USD$23.75 per pound U3O8, representing an
increase of over 17% for the year.
Industry insiders have
pointed to multiple reasons for the volatility in spot prices
during 2017, including negative demand side stories from nuclear
heavy-weight countries like the United States, France, and South
Korea, continued disappointment with the rate of nuclear reactor
restarts in Japan, the deferral of utility contracting activity,
and an abundance of secondary supplies entering the market
(including underfeeding from under-utilized enrichment plants).
These negative stories were offset at various times during the year
by high profile production curtailments announced by Cameco (see
Cameco press release November 8, 2017) and National Atomic Company
Kazatomprom (Kazatomprom press release January 10, 2017). The
oversupplied spot market has also weighed on the long-term contract
price of uranium, which has fallen 30% over the past two years,
from a price of USD$44.00 per pound U3O8 at the beginning of
2016 to USD$31.00 per pound U3O8 at the end of 2017.
With an estimated 75 million pounds U3O8 contracted during
2017 (approximately 30% of the annual contract volumes seen during
the 2005-2012 contracting cycle), there have been few opportunities
for the market to discover an appropriate long-term price for
uranium.
Low prices and minimal
contracting volumes seem illogical when juxtaposed to statistics
from the U.S. Energy Information Administration and American
Nuclear Society regarding the fact that, on a net basis, more new
nuclear power capacity was added to the global electricity grid
during 2015 and again in 2016 than in any other year over the last
25 years. With demand forecasts for uranium increasing steadily
through 2030, meaningful new nuclear capacity is expected to come
onto the grid while the uranium mining production pipeline has been
stagnated by several years of low uranium prices. Uranium prices at
current levels fail to incentivize the majority of undeveloped
uranium projects towards construction, and, as a result, logic
would suggest that prices should be on the rise. Underpinning that
logic; however, is the assumption that growing demand in the future
translates into increased buying today, and an oversupplied spot
market, and historically low prices, will be fixed by opportunistic
buying for long-term utility needs.
The UxC Q4 2017 Market
Outlook noted volumes in the spot market during 2017 were sporadic,
varying week to week with a total volume of approximately 44
million pounds U3O8 being traded during
the year. With buyers staying on the sidelines, sellers have simply
outnumbered buyers in the market and prices have battled downward
pressure all year. This dynamic, combined with the reality of
higher priced long-term contracts falling off in the not too
distant future, led to the announcement of significant production
curtailments in 2017. The most notable of these curtailments being
Cameco’s announcement regarding the shutdown of the McArthur
River mine. The announced curtailment represents the removal of
approximately 15 million pounds U3O8 from the market in
2018, and up to 18 million pounds U3O8 in future
years.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
312
Kazatomprom, the
world’s largest uranium producer, also declared that it would
exercise restraint in 2017 and future years, having announced in
early 2017 that it would cut production by 10% in 2017. Later in
2017, Kazatomprom also confirmed that it would constrain production
levels for a further three years, through the end of 2020
(Kazatomprom press release December 4, 2017).
As a result of these and
other production curtailments, the uranium market could swing to a
deficit position in the near future, which would help to consume
excess inventories that could otherwise leak into the market as
secondary supplies. For a price recovery to be sustained, however,
utility buying must resume, and contracting volumes must increase
as utilities work towards securing approximately 1.2 billion pounds
U3O8 in estimated
uncovered uranium requirements for the period of 2018 to 2030. (UxC
Q4 2017 Market Outlook)
With few economic sources
of new supply able to advance through the project development
pipeline in this market, and the potential for additional
production curtailments as high-priced contracts at various
high-cost operations are expected to drop off in the coming years,
a significant utility contracting cycle is expected to lead to the
realization that current uranium prices are below the level
required to incentivize sufficient new sources of primary supply
into the market.
|
|
19.1.1
|
Uranium Demand
|
The WNA reports that there
are 454 nuclear reactors operable in 30 countries as of August 2018
(http://www.world-nuclear.org/information-library/facts-and-figures/world-nuclear-power-reactors-and-uranium-requireme.aspx).
These reactors can generate 374 gigawatts of electricity and supply
over 11% of the world's electrical requirements. As of August 2018,
55 nuclear reactors are under construction in 14 countries with the
principal drivers of this expansion being China (15 reactors
under construction), Russia (6), India (7), United Arab Emirates
(4), and South Korea (4). Based on the most recent statistics from
the WNA, there are a total of 207 reactors that are either under
construction or planned around the world, and an additional 335
reactors that are proposed, with the potential to be operating by
2030.
|
|
19.1.2
|
Primary Uranium Supply
|
According to UxC’s
Q4 Outlook, uranium production for 2017 was estimated to decrease
by nearly 7% year over year from 162.0 million pounds U3O8 in 2016 to 151.1
million pounds U3O8 in 2017. Production
in 2018 is expected to decrease even further, with the Q1 2018
Outlook projecting 2018 production will drop a further 6.7% (from
2017 estimates) to only 141.1 million pounds U3O8. Production from
Canada, Kazakhstan, Australia, Africa, and the United States all
declined in 2017, while production from Russia remained essentially
flat. Production in Canada decreased by nearly 6% or 2.1 million
pounds U3O8. Cigar Lake
production is expected to remain constant at 18 million pounds of
U3O8 per year through
2025. McArthur River has been modeled by UxC to produce
1 million pounds of U3O8 in 2018 (owing to
the announced 10-month shut-down). Canada remains the second
largest producing nation with approximately 23% of the
world’s production from 2017 coming from within Canada.
Kazakhstan continues to be the world’s largest producer of
uranium, representing approximately 40% of production in
2017.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
313
In its Q1 2018 Outlook,
UxC estimates that existing mine production, plus new planned and
potential mine production, will increase primary uranium supply to
161.7 million pounds U3O8 by 2020, before
declining to only 115.9 million pounds U3O8 by 2030. At its
height in 2020, the projected production levels include the
resumption of mining at McArthur River (estimated at 18.7 million
pounds U3O8 per year) and
represents a total increase of only 7% from estimated 2017
production levels. This is in contrast to the dramatic increases in
uranium demand outlined above. In past years, UxC projected that
Kazakhstan was expected to continue to be one of the principal
drivers for the increases in primary mine production. In the Q1
2018 Outlook, the main drivers are now limited to the resumption of
mining at McArthur River and the ramp up of production at the Husab
mine in Namibia. For other projects to move forward to increase
UxC’s production forecasts, uranium prices will need to
increase appreciably to support their higher cost production
profiles and the significant capital expenditures that will be
required.
|
|
19.1.3
|
Secondary Uranium Supply
|
In the Q1 2018 Outlook,
primary mine production is estimated to supply approximately 73% of
estimated 2018 base case demand (compared to approximately 80% in
2017). The balance of demand is expected to be supplied from
secondary sources such as commercial inventories, reprocessing of
spent fuel, sales by uranium enrichers, and inventories held by
governments, in particular the U.S. Department of Energy. In years
prior to 2017, primary supplies have normally made up 85% or more
of annual demand.
Excess commercial
inventories, which were once one of the major sources of secondary
supplies during the period from the early 1970s to the early 2000s,
have largely been consumed; however, as a result of the shutdown of
the German nuclear program and the continued shutdown of the
majority of the Japanese nuclear fleet, commercial inventories
could become a more significant factor. A large source of secondary
supplies continues to be government inventories, particularly in
the U.S. and Russia. The disposition of these inventories may have
a market impact over the next 10 to 20 years, although, the rate
and timing of this material entering the market is uncertain.
Secondary supplies remain a complexity of the uranium market. The
Q1 2018 Outlook forecasts that 49.7 million pounds U3O8 will enter the
market from secondary supplies in 2018, leaving a shortfall of 3.3
million pounds U3O8 for supplies to
match the base case demand scenario for 2018.
Looking ahead, UxC expects
that secondary sources of supply will fall from estimated 2018
levels to 23 million pounds U3O8 per year by
2030.
|
|
19.1.4
|
Uranium Prices
|
Nuclear utilities purchase
uranium primarily through long-term contracts. These contracts
usually provide for deliveries to begin two to four years after
they are signed and provide for delivery from four to ten years
thereafter. In awarding medium and long-term contracts, electric
utilities consider the producer’s uranium reserves, record of
performance, and production cost profile, in addition to the
commercial terms offered. Prices are established by a number of
methods, including base prices adjusted by inflation indices,
reference prices (generally spot price indicators, but also
long-term reference prices), and annual price negotiations.
Contracts may also contain annual volume flexibility, floor prices,
ceiling prices, and other negotiated provisions. Under these
contracts, the actual price mechanisms are usually
confidential.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
314
The long-term demand that
actually enters the market is affected in a large part by
utilities’ uncovered requirements. UxC estimates, in the Q1
2018 Outlook, that uncovered demand is only 4.4 million pounds
U3O8 in 2018. Uncovered
demand, however, is projected by UxC to increase significantly over
the period of 2018 to 2020, such that up to 27.9 million pounds
remains uncovered for 2020. Annual uncovered demand rises rapidly
for years after 2020, to 108.6 million pounds U3O8 for 2025 and over
138.2 million pounds U3O8 for 2030
(representing roughly 80% of total base case demand in those
years). Taken together, nearly 1.1 billion pounds U3O8 remain uncovered
between 2018 and 2030. At 138.2 million pounds, uncovered demand in
2030 is over 35 million pounds U3O8 more than total
production expected from existing uranium mines for the same year.
In order to address the rising portion of demand that is uncovered,
utilities will have to return to the market and enter into
long-term contracts. From 2006 to 2010, on average, 39 million
pounds U3O8 equivalent were
purchased on the spot market per year and roughly 200 million
pounds U3O8 equivalent were
contracted in the long-term market each year. By comparison, in
2017, 43.5 million pounds U3O8 equivalent were
purchased on the spot market, and approximately 73 million pounds
U3O8 equivalent were
contracted in the long-term market. With low contract volumes in
recent years and increasing uncovered requirements, we expect that
long-term contracting activity will have to increase in the near
future as utilities look to secure supply and move U3O8 through the nuclear
fuel cycle in order to fuel the world’s growing fleet of
nuclear reactors.
The long-term price is
published on a monthly basis and began the year at USD$30.00 per
pound U3O8. On low volumes, as
noted above, the long-term price increased to USD$31.00 per pound
U3O8 by the end of the
year.
|
|
19.1.5
|
Competition
|
The uranium industry is
small compared to other commodity industries, and in particular
other energy commodity industries. Uranium demand is international
in scope, but supply is characterized by a relatively small number
of companies operating in only a few countries. Production, in
general, is concentrated amongst a small number of producers and is
also geographically concentrated with approximately 70% of the
world’s production in 2017 coming from only three countries:
Kazakhstan, Canada, and Australia.
Competition is somewhat
different amongst exploration and development companies focused on
the discovery or development of a uranium deposit. Exploration for
uranium is being carried out on various continents, but
expenditures by public companies have been generally concentrated
in recent years in Canada, Africa, and Australia. In Canada,
exploration has focused on the Athabasca Basin region in northern
Saskatchewan. Explorers have been drawn to the Athabasca Basin
region by the high-grade uranium deposits that have produced some
of the most successful uranium mines operating in the world today.
Within the Athabasca Basin region, exploration is generally divided
between activity that is occurring in the eastern portion of the
Basin and the western portion of the Basin. The eastern Basin is a
district that is defined by rich infrastructure associated with the
existence of several operating uranium mines and uranium processing
facilities. Infrastructure includes access to the provincial power
grid and a network of provincial all-weather highways. By
comparison, in the western Basin, there are no operating uranium
mines or processing facilities and access to the provincial power
grid is not currently available. Several uranium discoveries have
been made in the Athabasca Basin region in recent years, and
competition for capital can be intense.
|
|
19.2
|
Contracts
|
Denison has historically
sold its uranium under a combination of long-term contracts and
spot market sales. The long-term contracts had a variety of pricing
mechanisms, including fixed prices, base prices adjusted by
inflation indices, and/or spot price or long-term contract
reference prices. The company currently has no long-term contracts
in place.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
315
20
Environmental Studies, Permitting, and Social or Community
Impact
20.1
General
Uranium has been mined in
Saskatchewan since the mid-1900s. The development of new deposits
in the late 1970s (Cluff Lake uranium mine) saw an increase in
public interest/concern with uranium mining in the province. This
public interest/concern has been present with the onset of each new
uranium development in the province since the Cluff Lake mine. As a
result, governments, both federal and provincial, and industry have
continued to increase their attention to addressing social and
environmental considerations associated with uranium mining in
Saskatchewan. There are a number of uranium mine and/or milling
operations in the Athabasca Basin in northern Saskatchewan. The
economy and employment statistics of northern Saskatchewan are
heavily influenced by uranium mining and milling.
|
|
20.2
|
Denison’s Approach to Sustainable Mining at
Wheeler River
|
Denison Mines recognizes
the importance of a healthy environment for future generations and
is committed to integrating its economic activities with
environmental integrity and the principals of environmental
sustainability.
In order to ensure the
environmental sustainability of the Wheeler River project, Denison
plans to adopt sustainable mining practices with the aim of
reducing the impact of the Wheeler River project on the surrounding
environment, reducing cradle to grave costs, and paving the road to
the Company’s ultimate goal of returning the site to
pre-mining conditions. Through the use of available technology and
best practices, the Phoenix operation is expected to be one of the
most environmentally friendly mines in the world. The project will
utilize innovative strategies to reduce water and energy
consumption, minimize land disturbance and waste production,
prevent soil, water, and air pollution; and plan for successful
mine closure and reclamation.
|
|
20.2.1
|
Land Disturbance
|
Traditional mining
practices of underground or open pit mines require relatively large
areas of surface disturbance for construction of the mining
facilities and storage of waste material. For the Phoenix deposit,
the total new surface disturbance is ~14 hectares and is limited to
roads on site, various surface facilities, and the construction of
a 150 m x 100 m precipitation plant. At Gryphon total land
disturbance is estimated at ~19 hectares. Other shared
infrastructure like the main access road and airstrip total an
additional 15 hectares.
|
|
20.2.2
|
Water
|
Extensive quantities of
fresh water are required for traditional mining applications, from
which complex water balances are frequently derived. Such mining
applications often require aquifer dewatering, surface water
diversions, as well as water storage, treatment, and final treated
water discharge to the surrounding environment.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
316
For the Phoenix operation,
Denison intends to recycle process water to the greatest extent
possible contributing to a reduced demand for fresh water supply.
The proposed recycling process design incorporates a closed-loop
system within which only limited make-up water is required to
supplement the process. Make-up water will be preferentially drawn
from contaminated surface or facilities run-off or otherwise from a
deep water well eliminating impact on surface water bodies. The
make-up water will be mixed in with recycled mining solution water
and used in the mining process. It is expected that the processing
circuits will require 3.4 m3/h of make-up
water. In the event that a 10% bleed is required to maintain
contaminant levels, the ISR process operations will require a
maximum of 6.2 m3/h of make-up
water.
Due to the recycling of
solution within the ISR plant and the potential use of a
crystallizer for handling the BLS bleed stream, treatment of
process solution water is not expected. When combined, other water
sources, such as wash bay/process sumps and contact area site
run-off, will generate water treatment plant effluent for total
discharge volume of 3,000 m3/a. Denison has
planned to re-inject the treated effluent at the same horizon as
the make-up water is drawn from to eliminate any regional pressure
variations. This will eliminate the need for any discharge to
surface water bodies.
At Gryphon, no mill or
tailings management facility is planned. As a result, significantly
lower volumes of water will be produced, with the majority of these
originating from the underground mine. In the mine, a water
impermeable shaft liner and mine openings that are well below the
unconformity are expected to minimize water inflow. As a result,
moderate levels of treated effluent are expected. All water from
underground, as well as contaminated surface run-off, will be
collected and treated at the conventional water treatment plant.
Treated effluent will be pumped from the Gryphon site approximately
3 km to the preferred discharge point west of the Phoenix site.
After extensive site characterization and consultation with
communities, this discharge point was selected as the preferred
discharge point due to technical, environmental, and social
reasons.
|
|
20.2.3
|
Energy
|
Through innovation and
planning, Wheeler River operations will draw its primary power
supply from the provincial electrical grid to the greatest extent
possible. Preliminary studies by SaskPower have indicated that
electrical service to the Wheeler River site can be provided via an
approximate 5 km extension tap from the existing 138 kV overhead
transmission line that runs along Saskatchewan Highway 914. Diesel
generators will be installed on site and only used to provide
emergency site power for health, safety, and environmental demands
in the event of power grid outages.
In an effort to further
improve its energy efficiency, Denison Mines is assessing the state
of technology for battery-powered light vehicles and mobile
equipment for its site requirements. Similarly, Denison has
determined it is viable to utilize an AC powered duel rotary drill
for ISR wellfield development rather than a traditional
diesel-powered unit. Additional site infrastructure has been
designed to draw power from the provincial power grid, including
camp buildings, operations buildings, the ISR precipitation plant,
and the freeze plant.
|
|
20.2.4
|
Fuel
|
Since the site’s
primary power supply will be from the provincial electrical grid,
Wheeler River fuel consumption will be limited to emergency power
supply, auxiliary vehicles (i.e. ATVs and snowmobiles),
miscellaneous equipment (i.e. portable pumps), and freight and
personnel transportation to site. This will reduce project fuel
consumption and the project’s overall reliance on fossil
fuels.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
317
|
|
20.2.5
|
Tailings
|
One of the major benefits
for ISR operations is the elimination of tailings. Every other
conventional mining method produces tailings that require special
handling and storage to minimize environmental damage. In the long
term, these tailings storage facilities often require annual
maintenance programs that can be required indefinitely. For the
Phoenix deposit, tailings are not produced during the process, as
only the uranium (and minor amounts of impurities) are removed from
the ground. The uranium is sold as a finished product, and the
minor amounts of impurities are temporarily stored on surface until
permanent disposal in the underground stopes at Gryphon is
possible.
|
|
20.2.6
|
Waste Rock
|
Traditional mining methods
generate acid rock drainage (ARD), which is produced when sulphide
minerals in waste rock and ore at mine sites are exposed to air and
water. ARD can pollute surface and groundwater with acidity and
dissolved metals, which can adversely affect aquatic organisms and
water users downstream if it is not treated.
During ISR operations, the
host uranium-bearing ore is not removed from its geological
deposit, thus remaining in situ. A leaching agent is injected via
injection wells into the ore deposit initiating the leaching
process, and the pregnant solution is subsequently returned to the
surface via recovery wells. By utilizing ISR to mine the Phoenix
uranium deposit, with the exception of the small volume of waste
rock generated from the development of the ISR recovery and
injection wells, Denison proposes to eliminate the generation of
waste rock, which would otherwise require handling and storage, and
consequently generate the potential for ARD.
By eliminating the
generation of waste rock (and the potential for ARD), ISR also
eliminates the potential for metal leaching, which would likely
take place where waste rock composition demonstrates concentrations
of leachable metals.
In the Gryphon mine, there
will be waste rock generated that will be classified as special
waste and/or potentially acid generating. During production, this
rock will be used as underground backfill when available. Prior to
production and the need for backfill, some rock with this
characterization will be stored on surface on a lined pad. At
closure, the portion of this rock that has not been backfilled in
the underground workings will be properly graded and covered in a
manner to eliminate infiltration and subsequent contact with water
produced through precipitation and runoff.
|
|
20.2.7
|
Fugitive Dust Emissions
|
Air emissions from the
Wheeler River project will be comprised primarily of fugitive
sources, such as vehicular transport to, from, and around the
project site, as well as from transport truck travel on gravel
roads. Fugitive emissions traditionally generated from stockpiling
and loading activities, as well as wind entrainment from the
stockpiles themselves, will be eliminated from the project scope,
as these activities are not required for ISR
operations.
|
|
20.2.8
|
Site Closure and Rehabilitation
|
Mining is a relatively
temporary activity, and mine sites have finite operating lives,
which are determined by the size and quality of the ore deposit
being mined.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
318
Based on head grade,
estimated resource, flow rates, and closure requirements for the
Phoenix deposit, it is estimated that production will occur across
the Phoenix deposit over a period of approximately 11 years, after
which, site reclamation and closure activities (which are estimated
to last approximately five years) will commence, with the aim to
restore the groundwater and ISR footprint to its pre-mining
condition. Due to the nature of the proposed Phoenix ISR activities
(i.e. minimal impact to the surrounding environment and small
footprint), when an assessment was completed to identify potential
long-term environmental impacts or shortfalls associated with
reclamation requirements, scenarios that could not be mitigated
and/or prevented were not identified. This provided Denison with
confidence that a successful site closure and reclamation plan that
meets federal and provincial standards can be
achieved.
At the Gryphon site,
conventional closure activities will commence following completion
of mining. With most of the disturbance occurring deep underground,
returning the site to its pre-mining state is expected to be
achievable. Removal of surface infrastructure, capping of shafts,
and re-vegetation of the roads and surface disturbance will be
completed. The only noticeable change on surface will be the
surface waste rock piles, which will be contoured to conform to the
natural topography and re-vegetated. It is not expected that any
long-term or institutional monitoring of the facilities will be
required and a full return to pre-mining conditions is
expected.
|
|
20.3
|
Regulatory Setting
|
In Saskatchewan, the
environmental assessment and permitting framework for the
development of a mining project consists of a two-tiered system.
The first tier consists of an environmental assessment (EA) phase
involving departments from both the federal and provincial
governments. Following a successful EA, the project would proceed
to the second tier of regulation, which consists of a construction
and operating licensing/permitting phase, again involving both
federal and provincial government departments and agencies. The
project is then regulated through all phases (construction,
operation, closure, and post closure) by the same federal and
provincial departments and agencies.
Unique to uranium, which
is classified as a strategic mineral under federal legislation, the
Canadian Nuclear Safety Commission (CNSC), a commission federally
established in 2000 reporting to the federal cabinet through the
Minister of Natural Resources Canada, regulates the use of nuclear
energy and materials to protect the health, safety, and security of
Canadians and the environment, and implements Canada’s
international commitments on the peaceful use of nuclear
energy.
20.4
Environmental Assessment
The assessment of a
proposed uranium project in Saskatchewan involves both a provincial
and federal assessment. In Saskatchewan, the assessment of a
project with joint federal and provincial jurisdiction is
coordinated through established protocols in order to align with
the “one project-one assessment” model for the
proponent and the public without compromising any statutory
requirements of the legislation of either
jurisdiction.
|
|
20.4.1
|
Provincial Requirements
|
In the province of
Saskatchewan, the Environmental Assessment Act is administered by
the Ministry of Environment (MOE). The level of assessment for
mining projects is dependent on the specific characteristics of
each individual project.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
319
In Saskatchewan, the
proponent of a project, that is considered to be a
“development” pursuant to Section 2(d) of the
Environmental Assessment Act, is required to conduct an
environmental impact assessment (EIA) of the proposed project and
prepare and submit an environmental impact statement (EIS) to the
Minister of Environment.
Section 2(d) of the
Environmental Assessment Act reads:
…“development” means any
project, operation or activity or any alteration or expansion of
any project, operation or activity which is likely
to:
|
|
●
|
Have an effect on
any unique, rare or endangered feature of the
environment
|
|
|
●
|
Substantially
utilize any provincial resource and in so doing pre-empt the use,
or potential use, of that resource for any other
purpose
|
|
|
●
|
Cause the emission
of any pollutants or create by-products, residual or waste products
which require handling and disposal in a manner that is not
regulated by any other Act or regulation
|
|
|
●
|
Cause widespread
public concern because of potential environmental
changes
|
|
|
●
|
Involve a new
technology that is concerned with resource utilization and that may
induce significant environmental change
|
|
|
●
|
Have a significant
impact on the environment or necessitate a further development
which is likely to have a significant impact on the environment
(Sask. Env. Act, 2002)
|
The Wheeler River project,
as it is currently defined, meets the province’s definition
of a “development” and will therefore be required to
conduct a provincial EIA.
|
|
20.4.2
|
Federal Requirements
|
CEAA
2012
The Canadian Environmental
Assessment Act (CEAA) was amended in the spring of 2012 and the
Regulations Designating Physical Activities (2012) were established
to clarify when a federal EA is required and define what federal
agency is required to be the “responsible authority”
for the conduct of the EA.
Under CEAA 2012, an EA
focuses on potential adverse environmental effects that are within
federal jurisdiction, including:
|
|
●
|
Fish and fish habitat;
|
|
|
●
|
Other aquatic species;
|
|
|
●
|
Migratory birds;
|
|
|
●
|
Federal lands;
|
|
|
●
|
Effects that cross provincial or international
boundaries;
|
|
|
●
|
Effects that impact on aboriginal peoples, such as
their use of lands and resources for traditional purposes;
and
|
|
|
●
|
Changes to the environment that are directly linked
to or necessarily incidental to any federal decisions about a
project.
|
There are two main methods
of “triggering” a federal EA under CEAA
(2012):
|
|
1.
|
A project will require an EA if the project is
described in the Regulations Designating Physical Activities.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
320
|
|
2.
|
Section 14(2) of CEAA (2012) allows the Minister of
Environment to designate (by order) a physical activity that is not
prescribed by regulation if, in the Minister’s opinion,
either the carrying out of that physical activity may cause adverse
environmental effects or public concerns related to those effects
may warrant the designation.
|
Because the Wheeler River
project is a uranium project, the CNSC is designated as the
“responsible authority” under Section 15 of CEAA (2012)
and carries full authority under CEAA (2012) to complete the
screening of the proposed project and subsequent environmental
assessment should it be determined during the screening process
that one is required, on the basis of potential adverse
environmental effects to one or more of the federal jurisdictions
discussed above.
To initiate the EA process
under CEAA (2012), the proponent is responsible to submit a project
description to the responsible authority for screening. If it is
determined an EA is required, there are two types of EAs that can
be conducted under CEAA (2012):
|
|
1.
|
An EA by a responsible authority (similar to a
comprehensive study EA under CEAA, 1992).
|
|
|
2.
|
An EA by a review panel.
|
The Wheeler River project
is defined as a “designated project” under CEAA (2012)
and will need to be screened under this legislation. A
self-screening of the proposed project suggests it will require a
federal EA to proceed. The CNSC will be the responsible authority
for conducting this assessment.
In addition to the
legislated federal requirements defining the need for an
environmental assessment, the federal government introduced the
Major Projects Management Office (MPMO) in 2007. The MPMO role is
to provide a management and coordinating role for major resource
development projects in Canada. The authority and mandate of the
office is provided through a committee comprised of deputy
ministers from federal departments typically identified as
“responsible authorities” in the conduct of a federal
environmental assessment. The MPMO has no legislative authority.
The MPMO would self-determine their level of involvement in the
assessment as part of the original screening process. Given the
promulgation of CEAA (2012) and the expected manageability of the
environmental risks associated with the Wheeler River project as it
is currently defined, SRK believes the MPMO will determine the
assessment of this proposed project can be completed without
significant involvement from their office. Other federal
legislation that will need to be considered throughout the EA and
licensing phase of this project includes:
|
|
●
|
Fisheries Act.
|
|
|
●
|
Species at Risk Act.
|
|
|
●
|
Migratory Birds Convention Act.
|
|
|
●
|
Navigable Waters Protection Act.
|
|
|
●
|
Canada Water Act.
|
|
|
●
|
Canada Labour Code.
|
|
|
●
|
Transportation of Dangerous Goods Act.
|
Impact
Assessment Agency
In 2016, the Canadian
government announced it was undertaking a review of environmental
and regulatory processes. An expert panel was established and spent
several months obtaining feedback from the public, indigenous
groups, and other governments and interest groups. The
panel’s report was submitted to the Minister of Environment
in April 2017.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
321
A fundamental reform
suggested in the report was a change in terminology from an
environmental assessment to an impact assessment. In addition, the
report suggested changes to how the federal regulatory regime
addresses cumulative effects, early engagement and planning (with a
particular focus on Indigenous peoples), greater transparency, and
public participation, as well as a shift from the assessment
focusing on “significant environmental effects” to one
focusing on whether the project is in “the public
interest”.
In February 2018, under
Bill C-69, the Impact Assessment Act (IAA) capturing all of the
above recommendations was tabled in the House of Commons. The
current government schedule is on track for the IAA to come into
force by June 2019, at which time this act will replace CEAA
(2012).
The new act represents a
number of changes to the federal assessment process and scope of
the assessment. In general, changes to the act will require the
assessment consider gender analysis, a need for projects to meet
Canada’s climate change commitments and contribution to
sustainability, an increased emphasis on cooperation with other
jurisdictions, and increased recognition of Indigenous rights
throughout the process.
From a scheduling and cost
perspective, the IAA proposes more of the process being covered by
set timelines, with respect to the government’s role. Uranium
projects will automatically be assessed by an independent panel.
The government timeline for the panel process, as it is currently
understood, consists of an initial 180-day early planning phase,
600 days to complete their review, followed by a 90-day period to
render their final decision. Similar to CEAA, the IAA still allows
the government to “stop the clock” during any phase
should they require additional information from the proponent. It
is estimated the new process will require a minimum of 4 years to
complete an assessment.
The IAA process will also
be structured as a cost recovery process, meaning completing an
assessment under the new act will represent increased costs to the
overall assessment process to that expected under CEAA
(2012).
Current understanding of
the transition phase between CEAA (2012) and the IAA suggests if a
uranium project is initiated under CEAA (2012) through the
acceptance of a “complete” Project Description prior to
the IAA coming into force, the project will be assessed under the
CEAA (2012) regulatory regime.
20.5
Licensing and Permitting
In the event that
environmental assessment approvals by both the provincial and
federal governments are granted, the project will be allowed to
proceed to the second tier of environmental approvals. This
requires the proponent to obtain a variety of
approvals/permits/authorizations again from both levels of
government.
The federal (CNSC)
licensing process requires the submission of detailed engineering
design packages as well as detailed management plans for all facets
of the operation as part of their licensing process. The first
licence to be applied for from the CNSC would be a licence to
prepare a site and to construct. The CNSC licence application can
be developed by the proponent and submitted for review during the
EA process. The licensing decision would not be made until after
the EA decision is provided. Other licenses that will be required
from the CNSC in the life of the mine and mill would be a license
to operate, decommission, and abandon.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
322
The proponent would need
provincial approval through the submission of various applications
to Construct a Pollutant Control Facility, followed by an Approval
to Operate a Pollutant Control Facility, which would also outline
the proponent’s various monitoring and reporting requirements
throughout the life span of the approval. Provincial approvals are
renewed approximately every five years and also dictate the
schedule the proponent must follow with respect to updating the
project’s decommissioning and reclamation plan and associated
financial assurance obligations for the project.
20.6
Assessment Schedule and Estimated Costs
Based on a review of the
CEAA (2012) and using previous assessments of similar projects for
comparison, it is estimated that the environmental assessment of
the Wheeler River project will require approximately 24 to 36
months from the submission of the project description to the
receipt of the environmental assessment approvals to proceed with
the project. Amendments to CEAA (2012) and the Nuclear Safety and
Control Act (NSCA) have been made to define timelines within an EA
that must be followed by the responsible authority. The CNSC, as
the responsible authority, is obligated to contain those portions
of the EA process that are controlled solely by them to a 24-month
timeline. However, this timeline starts and stops while the CNSC
waits for the proponent’s input and/or response to
deficiencies.
It is estimated that
gathering the necessary data, drafting the environmental impact
assessment, and completing the EA process will cost approximately
$3 million. In addition, the CNSC is a cost recovery regulator
agency, which means once a federal EA is initiated, all involvement
of the CNSC and its staff is billed back to the proponent in
accordance with their Cost Recovery Fees Regulations.
Communications with representatives of the CNSC indicate that the
cost recovery of the assessment process can be expected to range
between $2 million and $4 million. The range of these costs will be
a function of the type of environmental assessment required and its
complexity. For inclusion in the economic analysis of this study,
it is suggested that $3 million be carried as a reasonable expected
cost to complete the environmental assessment if it is completed
under CEAA (2012).
20.7
Environmental Considerations
The main environmental
considerations associated with this project are centred on the
management of its various waste streams and the preferred mining
method for the Phoenix deposit. The dominant and/or potentially
more problematic of these waste streams are water and waste rock.
Run of mine ore from the Gryphon deposit will be transported via
truck on provincial highways to the McClean Lake mill (Denison
ownership - 22.5%) for processing under a toll milling arrangement.
The management of the tailings and associated effluent generated
through the process will be managed in accordance with the terms
and conditions of the McClean Lake mill’s existing federal
and provincial licenses and approvals. It is anticipated the
characteristics of the tailings or their potential contaminant
source terms will need to be evaluated in order to demonstrate the
processing of Gryphon ore and management of the associated waste
streams can be done in an environmentally acceptable
manner.
The preferred mining
method proposed for the Phoenix deposit is the use of in situ
recovery (ISR). If implemented, processing of the Phoenix deposit
will be completed in situ, therefore, the solid waste (waste rock)
streams associated with this mining method will be limited to drill
cuttings produced through the establishment of the injection and
recovery wells located in the wellfield. Processing of the uranium
enriched solution brought to surface would be done by direct
precipitation at or near the wellfield. This process will require a
water treatment plant in order to remove iron and radium from the
uranium enriched water prior to precipitating the uranium. In
addition, a water treatment process will be required to complete
wellfield restoration following the in situ recovery
process.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
323
Mining uranium through the
use of in situ recovery currently accounts for greater than 50% of
the world’s uranium production. The application of this
well-known mining method to extract the Phoenix deposit would be
the first time this mining method is used to mine uranium in a
Canadian jurisdiction. Discussions with representatives from both
the federal and provincial regulatory regimes as well as the
project’s northern, aboriginal, and First Nations stakeholder
groups did not identify any fatal flaws with respect to pursuing
this form of mining. In fact, the discussions generally centred
around the environmental benefits of in situ recovery versus
conventional mining methods.
Based on the existing
understanding of the proposed project, there are no environmental
fatal flaws identified and there is no reason to assume the project
could not complete an environmental assessment which could be
acceptable to both regulatory regimes and the project’s
stakeholders.
20.8
Environmental Baseline Studies
During the spring of 2016,
following the publication of the 2016 Preliminary Economic
Assessment for the Wheeler River Uranium Project, Saskatchewan,
Canada, Denison initiated a comprehensive environmental baseline
collection program. The previous environmental work completed in
2012 (hydrologic and aquatic investigations) and 2014 and 2015
(geotechnical and hydrogeological investigations) will be combined
with the results of the 2016 and 2017 studies in order to support
the completion of a federal and provincial environmental assessment
for the project.
The data collected from
the baseline studies will be used to analyze and quantify the
relevant environmental parameters for the local and regional study
areas to provide a record of the environmental conditions prior to
commencing project activities. This data will also be fundamental
to the project’s environmental assessment and to subsequent
regulatory permitting and licencing processes.
The following sections
summarize the environmental baseline work completed to date, much
of which remains ongoing.
|
|
20.8.1
|
Air Quality/Radon Monitoring
|
Atmospheric radon
monitoring commenced in September 2016 to establish baseline radon
levels in the project area. Passive radon detectors were deployed
at 10 select locations in duplicate. On a quarterly basis, each
deployed detector is exchanged with a new replacement detector, and
each collected detector is sent to an accredited laboratory for
analysis.
While there is currently
no Canadian regulation that prescribes a radon threshold value in
outdoor environments, Health Canada has developed a guideline for
radon in indoor air for dwellings of 200 Bq/m3. This guideline
provides Canadians with guidance pertaining to when remedial action
should be taken to reduce radon levels. Results to date demonstrate
that baseline atmospheric radon levels within the project area are
low, with the average radon concentration not exceeding 10 +/-
3 Bq/m3
at any location. Radon monitoring will continue throughout 2018 and
into the permitting and licencing processes, as
required.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
324
|
|
20.8.2
|
Aquatic Studies
|
Aquatic environment
baseline field surveys were completed in all seasons throughout
2012 to 2018 to characterize seasonal variability in lakes and
streams and identify preferred intake and discharge locations from
candidate sites within proximity to proposed project
infrastructure. Aquatic environment baseline field surveys
completed in 2016 and 2017 by EcoMetrix Inc. augmented previous
hydrological and aquatic baseline work completed in 2011 to 2014 by
Golder Associates Ltd., included hydrology, water quality, sediment
quality, aquatic habitat and bathymetry, plankton community,
benthic invertebrate community and tissue chemistry, and fish
community, spawning, and tissue chemistry.
|
|
20.8.3
|
Surface Water Hydrology
|
The project area is
located within two distinct drainage areas that drain into Russel
Lake, the Wheeler River, and ultimately into Wollaston Lake (via
the Geikie River). Extending north and east of the project area,
the Islander River drainage area drains approximately 371
km2,
while the Williams Lake drainage area is located south of the
project area and drains approximately 78 km2.
Hydrological baseline
studies included manual streamflow measurements, staff gauge and
elevation surveys, detailed bathymetric surveys, and continuous
water level recording using dataloggers to develop rating curves at
select stream locations within the project area. In September 2016,
water level elevations were surveyed at 13 lakes and two ponds
within the project area. In addition, manual streamflow
measurements were taken at 16 watercourses and continuous
streamflow monitoring equipment was installed at eight
locations.
Project area lake and pond
surface water elevations ranged from 520.86 MASL at an unnamed
headwater lake, to 488.26 MASL at Russell Lake. In the Islander
River drainage area, water level elevations at the stream stations
ranged from 520.73 MASL at the most upstream station, to
492.71 MASL at the most downstream station. Stream flow
measurements were recorded at 2.34 cm/s at the most downstream
location of the Islander River drainage area.
In the Williams Lake
drainage area, water levels at stream stations ranged from
518.33 MASL at the most upstream station, to 488.55 MASL at
the most downstream station. Stream flow measurements recorded
during this time were recorded at 0.64 cm/s at the most
downstream location of the Williams Lake drainage
area.
|
|
20.8.4
|
Surface Water Quality and Limnology
|
Baseline surface water
quality was assessed at 17 lentic locations and 11 lotic stations
within the project area. Water quality data was compiled for the
years 2012, 2014, and 2016 and characterized by measuring physical
and chemical constituents obtained in situ, as well as by
accredited laboratory analyses. Surface waters within the project
area were found to be comparable to other lakes in the region,
which are classified as being soft with typically low levels of
alkalinity, nutrients (nitrate and phosphorus), total dissolved
solids, and total suspended solids. The pH of surface waters within
the study area are slightly acidic to neutral.
In general, the
concentrations of metals and metalloids were similar throughout the
study area. Radionuclide concentrations were low, with the majority
of measurements lower than their respective laboratory detection
limits. For parameters with Saskatchewan Surface Water Quality
Objectives (SSWQO) or Canadian Water Quality Guidelines (CWQG),
most were below their respective guideline limits. Aluminum,
cadmium, and lead concentrations exceeded guideline values at some
locations, however, this appears to be a natural occurrence as
demonstrated in surface water throughout the project area. Elevated
concentrations of iron and mercury were measured near the lake
bottom in lakes that exhibited thermal stratification at the time
they were sampled.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
325
Radionuclide
concentrations measured in surface water are low within the study
area, and generally below the laboratory detection limits of 0.02
Bq/L for lead-210, 0.005 Bq/L for
polonium-210, 0.005 Bq/L for radium-226, and 0.01 Bq/L
for thorium-228, thorium-230, and thorium-232.
Limnology profiles were
recorded at the deepest location in each lake, measuring
conductivity, pH, temperature, and dissolved oxygen. Thermal
stratification of the water column was not observed in most project
area lakes.
|
|
20.8.5
|
Aquatic Sediment Quality
|
Sediment samples were
collected from the depositional areas of selected lakes for
analysis of metals, radionuclides, total organic carbon, and
particle size during the 2016 field study. Lake sediments within
the project area were found to be generally silty-clay or
sandy-silt with total organic carbon present at approximately 16%.
For parameters with prescribed sediment quality guidelines, all
constituent concentrations were found to be at, or below, their
respective threshold values.
|
|
20.8.6
|
Benthic Invertebrate Community and Tissue
Chemistry
|
Benthic invertebrate
tissue samples were collected for analysis of metals and
radionuclides at select project area locations in September 2016.
The baseline field study identified 38 major taxonomic groups
(families) present in project area waterbodies.
Benthic invertebrate
larvae were collected from selected project area lakes, including
Russel Lake and Kratchkowsky Lake, and analyzed for metals and
radionuclides. The results of the analyses identified that
radionuclide levels were generally below the laboratory method
detection limit, with the exception of Po-210 and Ra-226. While
metal concentrations observed in larvae tissues collected from
project area lakes were generally consistent across all locations,
cobalt and nickel concentrations were observed to be more variable.
Larvae tissues collected from Russell Lake had higher
concentrations of some metals, including aluminum, cobalt, and
uranium, than other lakes in the project area.
Fish
Community, Spawning, and Fish Tissue Chemistry
Aquatic environmental
baseline field surveys commenced in 2012 to assess aquatic habitats
throughout seasonal fluctuations in fish movements and spawning
activities. Fish community surveys were undertaken in various
habitat types in selected project area waterbodies to characterize
fish species presence and community diversity. A total of 13
species of fish were collected within the project area during
baseline surveys in September 2016 and May 2017. All waterbodies
sampled, except one headwater pond, supported fish.
Eleven fish species were
collected within study area lakes and stream stations, including
lake chub, spottail shiner, longnose sucker, white sucker, lake
whitefish, lake trout, northern pike, burbot, ninespine
stickleback, yellow perch, and walleye.
Large-bodied fish spawning
surveys were undertaken during the fall of 2016 and spring of 2017
at selected lake and stream locations to determine the utilization
of these areas for spawning. Fall spawning species present within
the study area include lake whitefish and lake trout, and potential
spawning habitats for these species were identified in several
project area lakes, including Kratchkowsky Lake. Spring spawning
species present within the study area include walleye, northern
pike, arctic grayling, white sucker, longnose sucker, and yellow
perch. Spawning habitats for walleye and suckers were observed at
most stream stations. Northern pike spawning habitats were present
in nearly all study area lakes, as well as most stream
stations.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
326
Tissue samples (muscle and
bone) collected in 2016 and 2017 from northern pike and white
sucker were submitted for chemical and radiological analyses.
Guideline values for constituents in fish tissue are available for
mercury and selenium. Tissue samples collected were below these
guideline values.
|
|
20.8.7
|
Plankton Community
|
Phytoplankton and
zooplankton samples were collected in September 2016 at select
project area lakes. The total biovolume (μm3) of phytoplankton
was greatest at LA-1 (13,992,383,000 μm3) located east of
the project site and was an order of magnitude less at all other
sampling areas. In total, 55 phytoplankton taxa were identified
from seven classes and at least six classes were identified in each
of the waterbodies sampled. Diatoms were dominant at all locations,
representing more than one-quarter and up to 90% of the total
biovolume at each location.
The total biovolume for
zooplankton ranged from approximately 5.0 x 109 μm3 to
1.1 x 1,012 μm3 at select project
area lakes. Within each of the waterbodies sampled, 15 to 22 taxa
were present, and seven to nine classes were identified. At all
locations, chlorophyll-a concentrations were below the laboratory
method detection limit (<0.60 μg/L), identifying that
there is low primary productivity in the lakes, characteristic of
the oligotrophic state of lakes within the project study
area.
|
|
20.8.8
|
Geochemistry Baseline
|
On-site
Kinetic Testing
As part of the geochemical
characterization of waste rock, on-site kinetic testing (barrel
testing) was initiated in March 2018 to assess the synergistic
effects of site conditions (temperature, precipitation, and
relative humidity) and scale on mine waste leaching behavior.
On-site kinetic test results will be used to assist in the
calibration of laboratory kinetic tests to field conditions for use
in future project water quality predictions. While it is
recommended that kinetic testing data be collected for a period of
not less than three years to gain a comprehensive prediction of
forecasted leaching behavior of waste rock, data compiled after one
year can be used for laboratory calibration.
Fourteen core samples (six
from the Gryphon deposit and eight from the Phoenix deposit) were
collected and considered representative of waste rock based on the
following considerations:
|
|
●
|
Proximity to potential mine workings.
|
|
|
●
|
Proximity to faults or pyritic zones identified in
the geological model.
|
|
|
●
|
Sulphur and static testing data, where
available.
|
|
|
●
|
Nickel, cobalt, and molybdenum content.
|
Static
Testing
Static geochemical testing
and acid base accounting (ABA) was completed in 2017 on Gryphon and
Phoenix deposit core samples collected during the exploration
drilling phase to characterize preliminary acid rock drainage (ARD)
potential. Elemental data were used to examine preliminary metal
leaching (ML) and acid potential (AP) for further assessment of
management requirements for potentially acid generating (PAG) waste
rock generated from mining activities at the Gryphon
deposit.
Neutralization potential
(NP) and carbonate (as total inorganic carbon (TIC)) were
considered in estimating ARD potential of the Gryphon and Phoenix
core samples. Using TIC/AP as the primary indicator of ARD
potential, 50% of samples tested were PAG, 10% were non-PAG, and
40% were low sulphur (less than or equal to 0.02% S).
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
327
Sandstone and basement
quartzite were predominantly classified as low sulphur and may have
low enough sulphide content that they will not be characterized as
acid generating. The samples tested demonstrated low potential for
metal leaching under neutral pH conditions; however, further
confirmatory analyses will be completed to ascertain this predicted
lack of acid generation.
|
|
20.8.9
|
Groundwater Quality
|
Phoenix
Deposit
In April 2017, two bulk
groundwater samples were collected from the area immediately above
the Phoenix ore zone. Based on exploration drilling/grouting
practices, these samples were considered to be representative of
the inflow from surrounding sandstone formations into the
area.
The results from the
groundwater sampling indicate a neutral pH (6.9 to 7.5), as anion
chemistry was dominated by bicarbonate alkalinity and sulphate,
whereas chloride was comparatively low. Cation chemistry was shown
to be dominated by sodium, calcium, iron, and
aluminum.
Dissolved iron
concentrations were higher than expected given the pH of the
samples, as iron hydroxides have low solubility at neutral pH, and
under oxidizing conditions, iron is expected to precipitate. The
iron results indicate it is likely that iron is out of equilibrium
with surface conditions due to the change in redox conditions (to
more oxidizing) produced by removal of the water from
depth.
When compared to Canadian
Water Quality Guidelines for the Protection of Aquatic Life, 2017
(CCME guidelines) (freshwater), results exceeded the
prescribed criteria for aluminum, dissolved iron, dissolved
arsenic, dissolved copper, dissolved lead, and dissolved
uranium.
One Phoenix bulk
groundwater sample was also analyzed for the radionuclides lead-210
and radium-226. The results of the analyses demonstrate that
radium-226 was 7.2 Bq/L, exceeding the Saskatchewan Environmental
Quality Guideline (SEQG) of 0.11 Bq/L for surface water (Government
of Saskatchewan, 2017), while the concentration of lead-210 was
found to be 2.1 Bq/L.
Gryphon
Deposit
The most recent
groundwater samples were collected from isolated zones spanning a
total depth range of 75 to 465 meters below ground surface (MBGS)
in September to October 2017 to characterize the groundwater
quality at the Gryphon deposit. All samples were collected from
sandstone units, as groundwater could not be collected from the
underlying basement rock due to the low permeability characteristic
of the formation in this area. Samples were assessed for dissolved
metals, acidity, fluoride, pH, conductivity, total alkalinity,
chloride, sulphate, and radionuclides.
Field pH was shown to be
neutral in all four samples (6.5 to 7.0), and field conductivity
measurements ranged from 105 to 203 μS/cm. Average water
temperature was 5.5°C.
Bicarbonate was the
dominant form of alkalinity, which is as expected for the measured
pH values. Bicarbonate alkalinity ranged from 59 to 118 mg/L as
CaCO3 and
were comparable to samples collected from drilling in the Phoenix
deposit earlier in 2017. Chloride concentrations ranged from 4.3 to
7.0 mg/L and were below the CCME guidelines (freshwater), however,
fluoride concentrations ranged from 0.11 to 0.16 mg/L and were
above the CCME guideline of 0.12 mg/L for long-term freshwater
concentrations. Sulphate concentrations ranged from 1.0 to 6.4
mg/L.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
328
Other dissolved metals
with concentrations exceeding or approaching the CCME guidelines
included aluminum, iron, arsenic, copper, lead, silver, and
uranium.
The most recent
groundwater characterization at the Gryphon deposit also included
analyses of the radionuclides lead-210, polonium-210, radium-226,
thorium-228, thorium-230, and thorium-232. Results of the analyses
demonstrate that radium-226 values ranged from 0.90 to 0.49 Bq/L,
exceeding the Saskatchewan Environmental Quality Guideline (SEQG)
of 0.11 Bq/L for surface water (Government of Saskatchewan, 2017).
Lead-210 concentrations ranged from 0.40 to 0.29 Bq/L. Polonium-210
values were highest at the 438-462 m depth (0.41 Bq/L), and lowest
at the 75-201 m depth (0.04 Bq/L). Thorium-230 also had highest and
lowest values at 438-462 and 75-201 MBGS, with values of 0.32
and 0.06 Bq/L, respectively. Thorium-228 and thorium-232 values
were greatest at 414-438 m depths, with values of 0.41 and 0.27
Bq/L, respectively.
|
|
20.8.10
|
Terrestrial Baseline
|
Commencing in September
2016, terrestrial (wildlife and vegetation resources) baseline
studies were undertaken to characterize the existing terrestrial
environment in the project area.
Predictive
Ecosite, Anthropogenic, and Fire Mapping
In order to develop
baseline disturbance and vegetation cover/fire mapping, as well as
provide an accurate characterization of the vegetation cover for
future monitoring and/or impact assessment purposes, predictive
ecosite mapping was obtained from the Saskatchewan Technical Branch
and enhanced to increase accuracy for both the project and regional
study areas.
The predictive ecosite
mapping identified that there are 22 different ecosite
classifications located throughout the project area, with the most
abundant being jack pine/blueberry/lichen (70%), waterbodies (13%),
and jack pine/black spruce/feathermoss (5%). The results also
identified that the broader regional study area was comprised of
the same ecosite classifications, however differing slightly in
their proportions (jack pine/blueberry/lichen (52%), waterbodies
(21%), and jack pine/black spruce/feathermoss (13%)).
The results of the
baseline anthropogenic map of the project study area identified
that the total amount of anthropogenic disturbance in the project
area is 2.9% (1.4 km2), and 1.5% (5.8
km2)
identified in the broader regional study area.
Historical fire data was
obtained from the Saskatchewan Ministry of Environment, Wildfire
Management Branch to characterize the proportion of the project and
regional study areas which have been disturbed by past fires. The
results of the fire mapping survey identified that 43% percent of
the project area landscape has burned within the last 30-50 years,
and the remaining 57% of the landscape has forests aged 70 years
and older.
Ecosite
Characterization, Plant Structural Diversity, and Species Richness
Assessment
Detailed vegetation and
wildlife habitat characterization field surveys were undertaken
between July 7 and 16, 2017 to describe and quantify the
ecological and botanical conditions within recurring mapped ecosite
types and regeneration forests. Sample site locations were widely
distributed throughout the project area. One hundred and
ninety-four species and/or genus of spp. were recorded during the
vegetation field survey.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
329
Rare
Vascular Plant Surveys
Rare vascular plant
surveys were completed to identify rare vascular plant
occurrence(s) within the project and regional study areas, as well
as to provide a scientifically defensible baseline for potential
follow-up/monitoring requirements. In total, 66 vascular plant
species and eight identifiable non-vascular species were
identified, of which none were found to be invasive non-native
plant species, and two of which are considered rare plant species
(Alaskan clubmoss and three-seeded sedge).
Vegetation
and Soil Collection and Chemistry Analysis
The vegetation and soil
sampling program was undertaken between August 2 and 7, 2017.
Blueberry stems, leaves, fruit (currents years’ growth),
terrestrial lichen, and soil samples were collected to determine
baseline conditions of physical properties, inorganic ions, metals,
and radionuclides in vegetation (blueberry and lichen) and soil
samples, as well as to support future monitoring, mitigation, and
impact assessments.
Lichen and blueberry
radionuclide levels were relatively consistent across the project
study area. Metal parameters were variable but relatively
consistent, aside from elevated levels of aluminum, chromium, iron,
lead, titanium, and vanadium observed at one location.
Radionuclide levels in
soil were also variable but relatively consistent, with the
exception of one sample site located northeast of Russel Lake where
higher levels of lead-210 and polonium-210 were observed compared
to other sample sites. Elevated levels of calcium, copper, lead,
and manganese were also observed at this location compared to other
sample sites.
Winter
Track Count Survey
Winter track count surveys
were completed between January 25 and February 3, 2017 and in
February and March 2018 to determine the presence and relative
abundance of winter-active animals, to enhance project
understanding of species-ecosite affiliation, and to support future
monitoring, mitigation, and impact assessments. Tracks from the
following species were observed in the project area during the
winter track count surveys:
|
|
●
|
Snowshoe hare;
|
|
|
●
|
Red squirrel;
|
|
|
●
|
Grouse;
|
|
|
●
|
Fisher;
|
|
|
●
|
Moose;
|
|
|
●
|
Microtine;
|
|
|
●
|
Marten;
|
|
|
●
|
Canada lynx;
|
|
|
●
|
Otter;
|
|
|
●
|
Ermine;
|
|
|
●
|
Woodland caribou;
|
|
|
●
|
Mink; and
|
|
|
●
|
Red fox.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
330
Ungulate
Pellet Group/Browse Availability Survey
Pellet group/browse
availability transects were completed between June 9 and 20, 2017,
and June 6 and 12, 2018 to collect baseline data on the presence
and relative abundance of ungulates (moose and woodland caribou),
carnivores, and game birds (grouse/ptarmigan species). The
transects were also used to determine the frequency of occurrence
and abundance of terrestrial and arboreal lichen, as this species
is vital to the woodland caribou population. Pellets or scats of
the following seven species were detected during the pellet
group/browse availability surveys:
|
|
●
|
Grouse/ptarmigan;
|
|
|
●
|
Moose;
|
|
|
●
|
Woodland caribou;
|
|
|
●
|
Black bear;
|
|
|
●
|
Red fox;
|
|
|
●
|
Mink; and
|
|
|
●
|
Martin.
|
The pellet group/browse
availability surveys will provide for scientifically defensible
baseline data to support future impact assessments and to allow for
potential future follow-up/monitoring requirements.
Terrestrial lichen was
observed in all ecosite/vegetation cover types sampled, except in
areas where black spruce/balsam poplar/river alder swamp and willow
shrubby rich fen covers were most prominent. Frequency of
occurrence was the highest (greater than 99%) in areas covered by
jack pine/blueberry/lichen.
Arboreal lichen occurred
in 79% of ecosites/vegetation cover types surveyed throughout the
project area and were observed to be most abundant in areas covered
by jack pine/blueberry/lichen.
Small
Mammal Trapping Survey and Tissue Analysis
A small mammal trapping
program was completed between September 24 and October 2, 2016 to
determine the species composition and relative abundance of voles,
mice, and shrews, as well as to collect specimens for baseline
metal and radionuclide tissue analyses.
With an overall capture
rate of 7.7 captures per 100 trap nights, a total of 197 individual
small mammals from the following three species were captured during
the program:
|
|
●
|
Red-backed voles;
|
|
|
●
|
Meadow voles; and
|
|
|
●
|
Dusky shrews.
|
The small mammal trap
lines were stratified by three general areas: Gryphon deposit,
Phoenix deposit, and a reference location. A total of 124
red-backed vole specimens were submitted for metals and
radionuclide analysis (29 from the Phoenix deposit and 18 from the
Gryphon deposit). Samples collected at the Phoenix deposit
indicated elevated levels of aluminum, titanium, uranium, and
radium-226 in comparison to other sites surveyed.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
331
Amphibian
Nocturnal Call Survey
An amphibian nocturnal
call survey was completed between June 16 and 20, 2017 to establish
the presence and relative abundance of amphibian species within the
project and regional study areas. While wood frogs were detected
during the survey in the project study area, Boreal chorus frogs
were observed incidentally during other field surveys.
Breeding
Songbird Point Count Call Survey
Breeding songbird point
count call surveys were undertaken between June 7 and 17, 2017 to
document the diversity and relative abundance of breeding songbirds
within the project study area, as well as to determine the presence
of known or potential avian species at risk. Three hundred and
nineteen indicated pairs were observed in the project study area.
The highest number of breeding songbird pairs were detected in jack
pine/white birch/feathermoss cover. The following list provides the
10 most common species detected:
|
|
●
|
Ruby-crowned kinglet;
|
|
|
●
|
Dark-eyed junco;
|
|
|
●
|
Gray jay;
|
|
|
●
|
Yellow-rumped warbler;
|
|
|
●
|
Swainson’s thrush;
|
|
|
●
|
Hermit thrush;
|
|
|
●
|
Lincoln sparrow;
|
|
|
●
|
Chipping sparrow;
|
|
|
●
|
Fox sparrow; and
|
|
|
●
|
American robin.
|
Semi-aquatic Furbearer
Shoreline Survey
Semi-aquatic furbearer
shoreline surveys were conducted along shorelines of select creeks,
lakes, and ponds between September 29 and October 3, 2016 to
provide quantitative data on the occurrence and relative abundance
of semi-aquatic furbearing mammals (muskrat, mink, beaver, and
otter) and to collect spatial data on the distribution within the
project and regional study areas. Signs of three target species,
namely muskrat, beaver, and river otter, were observed during the
survey.
Aerial
Waterfowl and Raptor Stick Nest Survey
The aerial waterfowl and
raptor stick nest survey was completed across 33 survey sections
containing 353 water bodies on June 15 and 16, 2017 to document the
presence, diversity, and abundance of breeding waterfowl (including
species at risk), as well as to identify the occurrence of active,
inactive, and old raptor nests (i.e. bald eagle, osprey, and
red-tailed hawk). The survey recorded 20 confirmed unique species
and six species groups, for a total of 681 individual
waterfowl/raptor(s). The ten most commonly observed species
were:
|
|
●
|
Ring-necked duck;
|
|
|
●
|
Common merganser;
|
|
|
●
|
Common loon;
|
|
|
●
|
Mallard;
|
|
|
●
|
White-headed gull;
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
332
|
|
●
|
Bald eagle;
|
|
|
●
|
Canada goose;
|
|
|
●
|
Lesser scaup;
|
|
|
●
|
Yellow legs spp; and
|
|
|
●
|
Bufflehead.
|
A total of 24 active
(currently occupied), inactive (not currently occupied), and old
(dilapidated) nests were observed in the project area during the
survey. Eleven nests were active including four bald eagle nests,
four osprey nests, one raven nest, one herring gull nest, and one
common loon nest, as well as one mew gull colony of 12-15
nests.
|
|
20.8.11
|
Species at Risk and Sensitive Species
|
Sensitive species are
defined as a species having a ranking of S3 or lower by the
Saskatchewan Conservation Data Centre (SKCDC), or a species with a
disturbance setback outlined in the Saskatchewan Ministry of
Environment Activity Restriction Guidelines for Sensitive Species
(2017).
Thirteen sensitive or
federally/provincially listed species at risk were observed within
the project study area (olive-sided flycatcher and common
nighthawk), and broader regional study area (woodland caribou),
nine of which have seasonal setback distances based on the activity
restrictions guidelines. Prescribed setbacks have been established
and will be considered in future project planning, monitoring, and
impact assessments.
|
|
20.8.12
|
Heritage Resource
|
The project was submitted
to the Heritage Conservation Branch (Ministry of Parks, Culture and
Sport) for heritage screening. It was identified that portions of
the proposed infrastructure and access roads will impact hilly
terrain and prominent uplands located within heritage sensitive
areas. Accordingly, a Heritage Resource Impact Assessment (HRIA)
requirement was attached to the project, pursuant to Section 63 of
The Heritage Property Act (1979-80).
A heritage resources
baseline study was initiated on July 5, 2017 (Golder Associates
Ltd.) under Archaeological Resource Investigation, Permit 17-091.
Heritage sensitive areas were assessed through a combination of
pedestrian reconnaissance and visual inspection field programs,
complimented by the excavation of 258 shovel probes and
5 shovel tests. The assessment identified an Artifact Find
site (HiNi-6) of an unknown precontact cultural affiliation located
on the western terrace of a lake adjacent to the Phoenix 2 access
road option.
Upon completion of the
Heritage Resources Impact Assessment, it was determined that the
regulatory requirements were satisfactorily completed, thereby
which an approval was issued to the project by the Heritage
Conservation Branch on December 14, 2017.
Where additional project
infrastructure areas and/or access roads are required to provide
for site layout modifications, subsequent heritage resource
baseline studies will be undertaken, and approval will be received
prior to executing future land disturbances.
20.9
Social Considerations and Stakeholder Engagement
During the spring of 2016,
Denison developed a Stakeholder Engagement Management Plan. This
plan was developed in accordance with provincial, federal, and
international guidance (International Finance Corporation
Performance Standards on Environmental and Social Sustainability)
for stakeholder engagement.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
333
The initiation of the
Stakeholder Engagement Management Plan was timed to coincide with
the scoping of the environmental baseline data collection programs
to allow for the integration of traditional knowledge obtained from
the stakeholder groups into the design of the baseline collection
programs and the ongoing engineering designs of the proposed
project.
Four communities were
identified as key stakeholders to be engaged as part of the
advancement of the Wheeler River project; Patuanak and English
River First Nation, Pinehouse and the Kineepik Metis Local, Beauval
and the Sipisishik Metis Local 37, and Ile a la Crosse and the A La
Baie Metis Local 21.
Since the initiation of
the Stakeholder Engagement Management Plan in the summer of 2016,
over 20 face-to-face meetings have taken place between the
communities, First Nations and Metis leadership, community economic
development representatives, and community residents. Input from
these engagement sessions has resulted in the offering and
subsequent integration of traditional knowledge into the
environmental baseline collection programs, the engineering design
of the project’s infrastructure, and the mining method
options evaluation.
As the project advances
with respect to a toll milling agreement, Denison is prepared to
expand its stakeholder engagement to include the Athabasca Basin
based stakeholders. To that end, Denison presented an overview of
the project to the Northern Saskatchewan Environmental Quality
Committee, which has members representing each of the Athabasca
Basin communities.
20.10 Decommissioning and
Reclamation
The project will involve
mining of two deposits, Gryphon and Phoenix. The Gryphon deposit
will be mined by conventional underground longhole stoping accessed
via a headframe. This mine will require the typical surface
infrastructure, such as a special waste and clean waste rock pads,
ore pads, overburden stockpile area, lay down areas, water
treatment plant, and associated clean and dirty water storage
ponds.
The Phoenix deposit will
be mined using in situ recovery, which consists of a series of
injection, recovery, and monitoring wells, along with a number of
distribution points (headerhouses) for the transfer of
uranium-bearing mining solutions to and from the wellfield. The
uranium bearing solution is transferred to a processing plant that
will recover the dissolved uranium via direct precipitation. The
mining of this orebody will also require ground freezing, a water
treatment plant, and clean and dirty holding pond(s). The water
treatment plant will be needed to remove iron and radium from the
uranium bearing solutions as part of the uranium recovery process.
Water treatment will also be required as part of the wellfield
restoration process, such that clean waters will be re-injected
into the subsurface geology where uranium has been removed to
ensure acceptable pre-mining groundwater conditions remain post
extraction and over the long term. A relatively small lined pad
will also be required. This pad will be dedicated to storing
precipitates from uranium recovery, as well as mineralized drill
cuttings produced from drilling the injection, recovery, and
monitoring wells for the production phase of this deposit.
Non-mineralized drill cuttings from these wells will be stored on
an unlined clean rock pad.
Closure of the entire
project will be completed in accordance with all provincial and
federal regulations and guidance documents, with the fundamental
consideration being to ensure physical and chemical stability of
the site in order to protect human and ecological health and the
environment. The five main closure activities include:
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
334
|
|
●
|
Decontamination;
|
|
|
●
|
Asset removal;
|
|
|
●
|
Demolition and disposal;
|
|
|
●
|
Rehabilitation; and
|
|
|
●
|
Monitoring and reporting.
|
Progressive rehabilitation
will be completed throughout the life of the project whenever
feasible. Progressive rehabilitation activities will focus on the
decontamination, demolition, and disposal of unused buildings and
infrastructure, as well as the removal of unused equipment and
machinery. Progressive rehabilitation of waste rock piles and other
inactive areas will take place when these areas become available.
Progressive rehabilitation will be reported to the regulatory
agencies as part of the annual reporting requirements throughout
operations.
|
|
20.10.1
|
Decontamination
|
Surface facilities and the
underground workings at Gryphon and injection, recovery, and
monitoring wells at Phoenix will be decontaminated as necessary.
Surplus chemicals and other hazardous materials will be removed and
stored in designated temporary storage facilities. Sumps will be
cleaned. All hazardous materials will be disposed of at approved
off-site facilities. All radiologically contaminated material will
be disposed of on-site in accordance with license
conditions.
Empty tanks will be
removed from the site and sold as scrap or reused. Otherwise, they
will be transported to an approved waste management facility. Fuel
tanks will be managed by a contractor licensed to handle these
types of tanks. Any remaining fuel will be removed by the
contractor and then the contractor will remove the tanks from site.
As much waste as possible will be hauled off-site and disposed of
at appropriate licensed facilities.
|
|
20.10.2
|
Asset Removal
|
Salvageable machinery,
equipment, and other materials will be dismantled, decontaminated,
and taken off-site for resale or recycling. Remaining items will
either be managed at a facility licensed to manage radioactive
wastes or disposed of in an approved facility on-site.
|
|
20.10.3
|
Demolition and Disposal
|
All permanent structures
that cannot be removed from the property as an asset will require
demolition. Most process equipment and non-supporting structures
will be removed from buildings prior to demolition and the
buildings will be demolished.
During demolition, dust
control will be required. An initial wash may be necessary, in
addition to the wetting of demolition debris as structures are
disturbed during demolition. The requirement and duration of
misting will be determined on a case-by-case basis.
A review prior to the
start of demolition will identify areas requiring additional
procedures. Where possible, dust generating materials will be
removed prior to demolition. Appropriate personal protective
equipment and personnel decontamination procedures will be
employed.
Valuable recyclable
materials will be separated and processed for transport and sale
concurrent with demolition. Excavators equipped with grapples will
sort the recyclable products from the non-recyclables. Shears will
be used to size recyclables for shipping and sale. Cleaning
procedures of recyclables will be integrated into demolition, as
necessary.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
335
Concrete foundations will
be left in place. Any portions of concrete foundations remaining
above grade will be levelled and rebar will be cut-off at grade.
Large slabs will be perforated on a 2 m grid to permit drainage.
Concrete slabs will be covered with 0.5 m of development rock
or locally stockpiled till.
The demolition process
will produce:
|
|
●
|
Saleable recyclable materials (steel, stainless
steel, copper, steel sections, and sheet metal);
|
|
|
●
|
Hazardous materials;
|
|
|
●
|
Roofing materials and insulation;
|
|
|
●
|
Wood;
|
|
|
●
|
Concrete; and
|
|
|
●
|
Contaminated soils.
|
Saleable recyclable
materials will also be transported off-site as scrap or
recycled.
Hazardous materials will
be handled and disposed of in accordance with the appropriate
regulations and good practice. Where possible, chemicals will be
mixed to produce a neutral solution and disposed of in an approved
manner at site. Hazardous materials, such as spent chemicals (that
cannot be managed onsite), waste oil, and sludges, will be disposed
of off-site at licensed facilities.
Non-hazardous waste
materials, such as roofing materials, insulation, wood, co-mingled
concrete, and light steel (i.e. hand railings), will be disposed of
off-site in a licenced landfill. Soil testing will be conducted in
any areas of known contamination and/or potential spills, including
areas around chemical, fuel, and explosive storage areas. Testing
will be conducted according to industry standard procedures and
compared to provincial and federal soil standards.
|
|
20.10.4
|
Rehabilitation
|
An overview of the
rehabilitation activities that will be completed for main project
components is provided below. The main project components that will
require rehabilitation at closure include:
|
|
●
|
Underground workings and openings to surface;
|
|
|
●
|
ISR wellfield and infrastructure;
|
|
|
●
|
Transportation corridors and laydown areas;
|
|
|
●
|
Ancillary infrastructure;
|
|
|
●
|
Waste rock and overburden piles; and
|
|
|
●
|
Water impoundments.
|
Detailed descriptions of
the rehabilitation requirements for the above project components
are provided below.
Underground Workings and
Openings to Surface
The closure of the
underground mine will require the following
activities:
|
|
●
|
Removing pumps, rolling equipment, oils, fuels,
solvents, and all hazardous materials;
|
|
|
●
|
Allowing the underground workings to naturally
flood;
|
|
|
●
|
Demolishing aboveground infrastructure (i.e. head
frame, fans, heaters, collars, etc.);
|
|
|
●
|
Capping the shaft with a reinforced concrete cap to
prevent inadvertent access, in accordance with the provincial code;
and
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
336
|
|
●
|
Capping or backfilling raises and other openings to
the surface to prevent inadvertent access, in accordance with the
provincial code.
|
ISR
Wellfield and Infrastructure
Closure of the ISR
wellfield operations will require the following
activities:
|
|
●
|
Decommissioning of all injection and recovery
wells, following acceptable wellfield restoration;
|
|
|
●
|
Removal, decontamination, and disposal of all
surface piping;
|
|
|
●
|
Decontamination and removal of the transfer
station;
|
|
|
●
|
Decontamination, removal, and/or disposal of the
direct precipitation plant;
|
|
|
●
|
Allowing the freeze curtain to thaw and
decommissioning of all freeze pipes and freeze plant;
|
|
|
●
|
Re-slurry the iron/radium sludge from the storage
pond and placing solid/slurried material into the underground
workings of the Gryphon deposit or in an approved long-term
licensed facility; and
|
|
|
●
|
Placement of all special waste drill cuttings into
the mined-out portions of the Gryphon deposit as backfill.
|
Transportation Corridors and
Laydown Areas
Transportation corridors
will be graded and scarified to promote natural revegetation.
Access roads required for post-closure monitoring will be left as
is and maintained to permit access. Access to the site will be
restricted by gates and/or berms.
Laydown areas will be
scarified, covered with 0.5 to 1.0 m of stockpiled overburden, and
vegetated with native self-sustaining species.
Ancillary
Infrastructure
Rehabilitation of
ancillary infrastructure components involves the
following:
|
|
●
|
Decommissioning and removal of power transmission
lines and electrical infrastructure once they are no longer
required to support passive closure activities (i.e. post-closure
water treatment);
|
|
|
●
|
Decommissioning and removal of aboveground water
pipelines;
|
|
|
●
|
Scarifying corridors and allowing them to naturally
revegetate (portions of the corridor located near sensitive
environments, or that are easily erodible, will be seeded to
enhance the physical stability); and
|
|
|
●
|
Decommissioning and removal of the water treatment
plants and appurtenances once water quality meets discharge
requirements without treatment.
|
Waste Rock
and Overburden Piles
Any piles remaining at
closure will be left in a stable condition. This may involve
leaving the pile as constructed or re-contouring as necessary. If
the waste rock is clean and the quality of the environment is
protected, then no cover will be applied.
Remaining portions of the
overburden stockpile that are not used for cover material elsewhere
on the site will be re-contoured and vegetated with native
self-sustaining species. The footprint of the overburden stockpile
will be scarified to reduce compaction and vegetated with native
self-sustaining species.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
337
Water
Impoundments
Water ponds and lined
settling pond pads will be decommissioned once they are no longer
required for water management. Berms and/or dams will be breached
and re-contoured to restore natural drainage. Any liners will be
removed and placed within the underground workings or hauled to an
off-site landfill. The footprints of impoundment areas will be
vegetated with native self-sustaining species.
|
|
20.10.5
|
Monitoring and Reporting
|
Following closure,
physical, chemical, and biological monitoring of the site will be
conducted to ensure that the site is chemically and physically
stable. The monitoring programs will be designed and conducted in
accordance with the provincial and federal regulations and license
conditions.
The following is a summary
of the anticipated monitoring programs:
|
|
●
|
Mine water quality;
|
|
|
●
|
Groundwater quality;
|
|
|
●
|
Physical stability;
|
|
|
●
|
Biological; and
|
|
|
●
|
Surface water quality.
|
The monitoring programs
will be conducted until the site-specific decommissioning and
reclamation objectives for the project are met. Monitoring reports
will be developed and submitted to both the provincial and federal
regulators, in accordance with licensing conditions.
|
|
21
|
Capital and Operating Costs
|
21.1
Basis of Cost Estimates
Capital and operating cost
estimates were developed to support the pre-feasibility study of
the Gryphon and Phoenix deposits. The estimates address the initial
capital, sustaining capital and operating costs required to
engineer, procure, construct, commissioning, start-up and operate
the mines and ISR precipitation plant and related infrastructure at
the Wheeler River site and processing of Gryphon feed at the
McClean Lake mill.
Several consultants,
contractors and Denison’s engineering team contributed to the
estimates. Estimates by contributor along with the scope for which
they were responsible include:
|
|
●
|
Denison – Phoenix in-situ mining wellfield
drilling;
|
|
|
●
|
Newmans Geotechnique – Phoenix ground
freezing;
|
|
|
●
|
Engcomp – Phoenix and Gryphon surface
infrastructure, and in-situ recovery;
|
|
|
●
|
Stantec – Gryphon production and ventilation
shaft equipping and underground mining;
|
|
|
●
|
Frontier Kemper – Gryphon ventilation and
production shafts excavation and lining;
|
|
|
●
|
SRK – Phoenix and Gryphon Decommissioning,
water treatment plant costing;
|
|
|
●
|
Hatch – McClean mill modifications for
Gryphon feed; and
|
|
|
●
|
Denison – Toll milling and tailings storage
fees for Gryphon mill feed.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
338
The general parameters of the
cost estimates include:
|
|
●
|
Cost estimates are completed to AACE class 4 level
with an accuracy of -15% to -30% on the low side and +20% to +50%
on the high side;
|
|
|
●
|
All costs are in Q2 2018 Canadian dollars;
|
|
|
●
|
Quotations received in US dollars were converted to
Canadian dollars at $1US = $1.25CA. Quotations received in Euros
were converted to Canadian at $1EU = $1.54CA;
|
|
|
●
|
Calculations are based on SI (metric) units;
|
|
|
●
|
Productivity and labour parameters of the cost
estimates for activities at the Wheeler site include:
|
|
|
-
|
The construction schedule consists of one 12 hours
shift per day, seven days per week on 14 days in and 14 days out
rotation;
|
|
|
-
|
Operating schedule is typically two 10.5 hour
shifts per day, seven days per week on a 14 day in and 14 days out
rotation; and
|
|
|
-
|
Annual schedule of 362 days per year.
|
|
|
●
|
Slightly different parameters were applied for
McClean Lake activities to conform to practices applied at McClean
including application of a 66-hour work week with 14 days in and 14
days out rotation;
|
|
|
●
|
Contractor workforce is assumed for all
construction activities on surface, shaft and underground
infrastructure construction activities; and
|
|
|
●
|
Company employees are assumed for operations and
underground development and production activities.
|
The estimate is broken
down into three main components 1) Initial Capital Costs, 2)
Sustaining Capital Costs and 3) Operating Costs.
|
|
21.2
|
Capital Cost Summary
|
The Wheeler River project
total capital cost is estimated at approximately $1.13 billion,
comprised of $322 million of initial capital for Phoenix and $623
million of initial capital for Gryphon as outlined in Table 21-1.
All initial capital costs include a 25% contingency while the
majority of sustaining capital costs carries zero
contingency.
Table
21-1. Capital Cost
Summary
|
Wheeler River Capital Cost
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Phoenix
|
$ 322,539
|
$ 103,411
|
$ 425,950
|
|
Gryphon
|
$ 623,120
|
$ 82,743
|
$ 705,862
|
|
Sub Total
|
$ 945,659
|
$ 186,154
|
$ 1,131,813
|
Capital costs are broken
down into direct, indirect, owners and contingency
categories.
Direct
Costs
Direct costs are the costs
of all equipment and bulk materials, together with construction and
installation costs for all permanent facilities. The estimating
methodology is generally a combination of factored equipment and
unit costs for direct costs. Major equipment costs are based on
recent budget prices from vendors based on preliminary
requirements. Facility costs are estimated by approximate quantity
take-offs from drawings and applying unit costs. Earthworks and
infrastructure are derived from preliminary contours for overland
piping, overhead power lines, etc. Equipment installation is
estimated by a combination of equipment factoring, equipment lists
and unit costs based on available scope definition.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
339
Direct cost estimates for
mine development and production costs are developed from first
principles. This includes combining the following
information:
|
|
●
|
Quantity take-offs developed by the mining,
estimating and design teams for select items with allowances
applied; and
|
|
|
●
|
Build-up of composite costs for labour, material
and operation of equipment.
|
Mobile equipment costs are
based upon procurement of new equipment. For major overhauls and
rebuilds, a 15% allowance per year is applied to each piece of
major mobile equipment, beginning 3 years after initial
purchase.
Examples of direct costs
include, but are not limited to the following:
|
|
●
|
Supply, assembly and installation of permanent
equipment;
|
|
|
●
|
Supply, fabrication and installation of bulk
materials;
|
|
|
●
|
Supplemental resources for equipment and bulk
material installation, such as labour and construction
equipment;
|
|
|
●
|
Site preparations (bulk earthworks) and the
construction of roads and storm water ditching Supply, fabrication
and erection of permanent buildings and associated services
including a permanent camp and airstrip;
|
|
|
●
|
Supply, fabrication, erection of utilities and
distribution systems;
|
|
|
●
|
Process control systems including software
programming and DCS/HMI configuration costs;
|
|
|
●
|
Labour, equipment and materials to complete
underground excavation activities; and
|
|
|
●
|
Decommissioning costs for demolition, earthworks,
etc.
|
Indirect
Costs
Indirect costs are defined
as support or temporary activities not directly related to the
project but still required for project execution. Most of the costs
have been estimated as a percentage of direct costs with some costs
being determined from first principles where appropriate. Examples
of indirect costs include, but are not limited to the
following:
|
|
●
|
Purchase and installation of a temporary construction
camp;
|
|
|
●
|
Temporary facilities for construction, offices,
laydown areas, warehousing, etc.;
|
|
|
●
|
Temporary services including IT, catering, camp and
office cleaning, etc.;
|
|
|
●
|
Provision of power, heat and water and other
consumables during construction;
|
|
|
●
|
Construction rental equipment;
|
|
|
●
|
Contractor mobilization / demobilization;
|
|
|
●
|
First fills of equipment;
|
|
|
●
|
Freight & Duty;
|
|
|
●
|
Detailed engineering for both Phoenix and
Gryphon;
|
|
|
●
|
Construction Third Party Inspection and Testing;
|
|
|
●
|
Vendor Representatives;
|
|
|
●
|
Commissioning & Start-up; and
|
|
|
●
|
Engineering, procurement and construction management
services for McClean mill (including travel expenses).
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
340
Owner’s
Costs
Owner’s Costs
includes: owner’s management team for procurement,
construction management, human resources, safety, environment,
miscellaneous field labour, costs for operation of camp during
construction activities, flights and travel costs during
construction from Saskatoon to the Wheeler site; sales taxes and
regulatory fees, etc. Owner’s costs have been estimated on a
first principles basis.
Contingency
For initial capital, three
(3) contingency percentages were applied to all direct, indirect
and owner’s costs depending on the level of project
definition and quality of the cost applicable to various scopes of
work.
|
|
●
|
A 25% contingency was applied to the cost estimates
except for:
|
|
|
-
|
Highway 914 Extension – 20%; and
|
|
|
-
|
Main power line connecting the provincial power grid
to Wheeler River property 20%.
|
Exclusions
Excluded from the cost
estimates are:
|
|
●
|
Escalation beyond Q2 2018;
|
|
|
●
|
Contingency on most sustaining capital costs and
operating costs;
|
|
|
●
|
Company risk reserve;
|
|
|
●
|
Sunk costs;
|
|
|
●
|
Legal costs; and
|
|
|
●
|
Costs resulting from unanticipated scheduling delays
caused by scope changes or labour disputes, inadequate construction
management or changes in execution strategy.
|
|
|
21.3
|
Phoenix Capital Cost Summary
|
The capital costs for the
ISR mining of the Phoenix deposit are categorized in Table
21-2.
Table
21-2. Phoenix Capital Cost
Summary
|
Phoenix Capital Cost Details
(1,000's)
|
|||
|
Direct Capital Costs
|
Initial
|
Sustaining
|
Total
|
|
Wellfield
|
$ 63,674
|
$ 35,402
|
$ 99,076
|
|
ISR Precipitation
Plant
|
$ 50,935
|
$ 4,606
|
$ 55,541
|
|
Water Treatment
Plant
|
$ 1,268
|
$ 18,676
|
$ 19,944
|
|
Surface
Facilities
|
$ 22,325
|
$ 49
|
$ 22,374
|
|
Utilities
|
$ 6,538
|
$ 803
|
$ 7,341
|
|
Electrical
|
$ 18,834
|
$ -
|
$ 18,834
|
|
Civil &
Earthworks
|
$ 44,309
|
$ 1,331
|
$ 45,640
|
|
Offsite
Infrastructure
|
$ 7,950
|
$ -
|
$ 7,950
|
|
Decommissioning
|
$ -
|
$ 27,454
|
$ 27,454
|
|
Total Direct Costs
|
$ 215,834
|
$ 88,321
|
$ 304,155
|
|
Indirect
Costs
|
$ 28,288
|
$ 5,669
|
$ 33,957
|
|
Owner's
Costs
|
$ 14,227
|
|
$ 14,227
|
|
Contingency
Costs
|
$ 64,190
|
$ 9,421
|
$ 73,611
|
|
Total Costs
|
$ 322,539
|
$ 103,411
|
$ 425,950
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
341
Overall, direct costs for
Phoenix are the largest component of the project at 67% with
indirects and owner’s costs totalling 13% as indicated in
Figure 21-1. In remote sites indirect costs are normally higher
(20-40%) but due to several factors project costs are focused on
the direct drivers.
These factors
include:
|
|
●
|
Procurement strategy of modularized facilities to
minimize installation requirements on site;
|
|
|
●
|
Large capital components (wellfield) are primarily
drilling of wellfield and freeze holes. Inherently drilling
operations are self-sufficient and require minimal personnel and
support cost;
|
|
|
●
|
Large quantities of civil and earthworks for site
preparation which similarly require minimal personnel; and
|
|
|
●
|
Overall simplified processing plant layout and with
smaller modularized tanks to minimize on site construction.
|

Figure
21-1. Phoenix Initial Capital
Cost Distribution
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
342

Figure
21-2. Phoenix Direct Capital Cost
Distribution
In evaluating the major
drivers of cost the top three items of the wellfield, civil and
earthworks and the ISR precipitation plant construction amount to
over 70% of the capital costs as identified in Figure 21-2.
Table 21-3 provides the design and cost basis for these
items.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
343
Table
21-3. Phoenix Key Capital Cost
Estimate Details
|
AREA
|
Design Basis
|
Cost Basis
|
|
Wellfield
|
Offtake from
drawings
|
Contractor
Quotation
|
|
Civil and
Earthworks
|
Lidar based quantity
estimate
|
Engineer’s Cost
Database
|
|
ISR Precipitation
Plant
|
Derived from
metallurgical Mass balance and flow sheet sizing
|
Equipment quotes from
vendors, building costed based on $/sq.m
|
Another important aspect
of the project is the level of control that Denison would have in
execution. Based on the Phoenix project design, the only piece of
off-site infrastructure required is a new five km 138 kV powerline
installed from the provincial power transmission line to the
Phoenix site.
|
|
21.3.1
|
Wellfield Capital Cost Details
|
Table 21-4 provides a
breakdown of the wellfield capital costs.
Table
21-4. Wellfield Capital Cost
Details
|
Wellfield Capital Cost Details
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Wellfield
|
$ 6,485
|
$ 33,905
|
$ 40,390
|
|
Ground
Freezing
|
$ -
|
$ -
|
$ -
|
|
Freeze Hole
Drilling
|
$ 29,336
|
$ -
|
$ 29,336
|
|
Ground Freezing
Infrastructure and initial freeze costs
|
$ 25,320
|
$ -
|
$ 25,320
|
|
Pumping and
Piping
|
$ 660
|
$ 1,475
|
$ 2,135
|
|
Special and Clean Waste
Storage
|
$ 1,873
|
$ 22
|
$ 1,895
|
|
Sub Total
|
$ 63,674
|
$ 35,402
|
$ 99,076
|
Wellfield capital costs
include and are based on:
|
|
●
|
The wellfield drilling estimate is based on a
budget quote from a drilling contractor. The cost estimate is
inclusive of mobilization, demobilization, engineering support,
supervision, labour, subsistence materials and equipment rentals
and all contractor indirects;
|
|
|
●
|
Wellfield downhole HDPE liner pipes, grout and
screen material and installation labour estimates were provided by
Denison based on calculated totals;
|
|
|
●
|
Freeze hole drilling is based on a quotation
provided by an experienced drill contractor in the Athabasca basin.
The contractor’s quote is all inclusive of mobilization,
demobilization, engineering support, supervision, labour,
materials, subsistence, equipment rentals and fuel;
|
|
|
●
|
Freeze plant pricing is based on a detailed 2012
Calgary, Alberta located vendor supplied budget quotation with an
assumed 30% increase to account for the five years elapsed since
the quotation was provided. NGI has had personal communication with
freeze plant vendors in the past year to suggest the total values
presented here are reasonable within the level of accuracy of the
study. The freeze plants are assumed to be modular in design and
shipped on a structural frame to be placed on a concrete pad;
|
|
|
●
|
Brine system pumping piping, valves, insulation,
fittings, hoses, clamps, flanges etc. pricing is based on a
percentage of the freeze plant costs except for specific items
where pricing is based on recent NGI experience;
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
344
|
|
●
|
Freeze plant operational staff are assumed
contracted out on a yearly basis at $350,000 per year. This would
be two operators cross shifting each other on a year-round
basis;
|
|
|
●
|
Electrical and instrumentation to monitor the
freeze process is based on an assumption of 4 extra vertical
holes to monitor ground temperature, though existing exploration
holes could be re-purposed. Other monitoring is listed as a nominal
lump sum but it is a small part of the overall freeze budget;
|
|
|
●
|
Labour for freeze plant construction is estimated
to include a 20-person crew over two months. This would include
supervision. Excluded from the estimate are travel/accommodation
for all construction personnel on site, detailed engineering
design, freeze operations oversight, and other Denison related
indirect costs; and
|
|
|
●
|
Storage pads for clean and special waste generated
during wellfield and freeze hole drilling have been estimated from
first principles based on design quantity takeoffs.
|
|
|
21.3.2
|
ISR Precipitation Plant Capital Cost Details
|
The ISR precipitation
plant capital costs are provided in Table 21-5.
Table
21-5. ISR Precipitation Plant
Capital Cost Details
|
ISR Precipitation Plant Capital Cost Details
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Process Plant
Equipment
|
$ 17,912
|
$ 4,538
|
$ 22,451
|
|
Process Plant
Distributable Materials
|
$ 15,215
|
$ 68
|
$ 15,283
|
|
Process Plant
Building
|
$ 17,808
|
$ -
|
$ 17,808
|
|
Sub Total
|
$ 50,935
|
$ 4,606
|
$ 55,541
|
The engineering
deliverables produced for the ISR plant include mass balance,
process flow diagrams, a mechanical equipment list and general
arrangement drawings. The costs include and are based
on:
|
|
●
|
Process plant equipment includes vessels, tanks,
pumps, etc. that have been sized based on the plant flow sheet
design and mass balance. The costs were obtained from vendor
quotations.
|
|
|
●
|
Process plant distributable materials includes all
equipment foundations and support steel within the process plant,
interconnecting process piping, process ventilation, process
electrical, instrumentation, insulation and special coatings. Costs
for these items are based on a percentage of the plant equipment
costs.
|
|
|
●
|
The process plant building includes all
foundations, concrete, pre-engineered building, control room,
electrical and mechanical rooms, and building services. The
building cost is based on quotation.
|
|
|
21.3.3
|
ISR Surface Infrastructure Capital Cost Details
|
Table 21-6 lists the
surface infrastructure cost detail.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
345
Table
21-6. Surface Infrastructure
Capital Cost Details
|
Surface Infrastructure Capital Cost Details
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Operations
Complex
|
$ 12,397
|
$ -
|
$ 12,397
|
|
Camp
|
$ 5,388
|
$ -
|
$ 5,388
|
|
Wash Bay / Scanning
Facility
|
$ 1,313
|
$ -
|
$ 1,313
|
|
Fenced
Storage
|
$ 32
|
$ -
|
$ 32
|
|
Outdoor Covered
Storage
|
$ 265
|
$ -
|
$ 265
|
|
Surface Mobile
Equipment
|
$ 2,640
|
$ -
|
$ 2,640
|
|
Security
Gatehouse
|
$ 47
|
$ -
|
$ 47
|
|
Weigh
Scale
|
$ 152
|
$ -
|
$ 152
|
|
Incinerator
|
$ 92
|
$ 49
|
$ 141
|
|
Sub Total
|
$ 22,325
|
$ 49
|
$ 22,374
|
The engineering
deliverables produced for the surface infrastructure include a site
plan with facilities from Table 21-6, approximate size of building
and other facilities and general requirements. Costs for the
surface infrastructure are based on a combination of budget quotes
for and Engcomp’s cost database from recently completed,
similar projects.
|
|
21.3.4
|
Phoenix Civil and Earthworks Capital Cost
Details
|
Table 21-7 lists the
Phoenix associated civil and earthworks cost details.
Table
21-7. ISR Precipitation Plant
Capital Cost Details
|
Surface Infrastructure Capital Cost Details
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
General Site Prep,
ponds and landfill
|
$ 25,914
|
$ 1,331
|
$ 27,245
|
|
Roads
|
$ 11,262
|
$ -
|
$ 11,262
|
|
Airstrip and Terminal
Building
|
$ 7,133
|
$ -
|
$ 7,133
|
|
Sub Total
|
$ 44,309
|
$ 1,331
|
$ 46,123
|
The design basis for the
Phoenix civil & earthworks scope includes existing contours and
grading plans for surface works a typical road cross section. The
scope of the civil works includes, clearing and grubbing, removal
of topsoil, earth excavation to embankment, import of fill, pond
and landfill geosynthetic liners, fencing, road base course,
traffic gravel, CSP culverts, rip-rap and seal coat.
Costs for the Phoenix
civil & earthworks scope are based on unit pricing from recent
material supply and construction costs and adjusted for the
location of the project. Costs were determined by applying the unit
prices to the quantity take-offs based on the conceptual design.
Allowances were made for haul and borrow material and disposal or
surplus rock.
|
|
21.3.5
|
Phoenix Electrical Capital Cost Details
|
Table 21-8 lists the
Phoenix associated electrical cost details.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
346
Table
21-8. Phoenix Electrical Capital
Cost Details
|
Surface Infrastructure Capital Cost Details
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Main 138kV to 25kV
substation
|
$ 4,656
|
$ -
|
$ 4,656
|
|
Site Electrical
Distribution
|
$ 7,455
|
$ -
|
$ 7,455
|
|
Phoenix Process Plant
Electrical
|
$ 1,465
|
$ -
|
$ 1,465
|
|
Operations Centre
Electrical
|
$ 1,046
|
$ -
|
$ 1,046
|
|
Camp
Electrical
|
$ 516
|
$ -
|
$ 516
|
|
Freeze Plant
Electrical
|
$ 3,705
|
$ -
|
$ 3,705
|
|
Sub Total
|
$ 18,834
|
$ -
|
$ 18,834
|
The design basis for the
Phoenix electrical scope is based on pre-feasibility level
engineering design including, overall surface electrical single
line diagram, preliminary calculations using ETAP software,
electrical input the mechanical equipment list, and the SaskPower
Conceptual Load Interconnection Assessment Report.
Costs for the Phoenix
electrical scope is based on a combination of budgetary quotes from
vendors for large conductors and most of the major electrical
equipment shown on the single line diagram such as transformers,
switchgear, MCC’s and RVSS, etc. and historical pricing for
the overhead powerline. Medium and low voltage electrical
distribution not shown on the single line diagram was estimated as
a percentage of the cost of major electrical equipment for which
budgetary quotes were received.
|
|
21.3.6
|
Phoenix Decommissioning Sustaining Capital Cost
Details
|
Uranium mining companies
in Saskatchewan are required by the Saskatchewan Ministry of
Environment (SMOE) and the Canadian Nuclear Safety Commission
(CNSC) to develop decommissioning and reclamation plans, including
financial surety. These requirements are stated in Section 12 of
The Mineral Industry Environmental Protection Regulations, 1996 and
Section 3 of the General Nuclear Safety and Control Regulations
(Section 3(1)(l) requires a description of any proposed financial
guarantee).
The CNSC and SMOE have
advised uranium mining companies that the requirements of both sets
of regulations will avoid any duplication of financial assurances
and therefore call for a common report on the technical description
and the cost evaluation of the future decommissioning activities.
The cost estimates provide the basis for a financial assurance,
which would be used by the land owner in the event the mining
company was unable to carry out its commitment to decommission and
reclaim the facility. Financial assurance is typically provided via
financial guarantee letter from approved financial institutions on
behalf of the proponent.
The development of the
Wheeler River project will be carried out using modern technology,
minimizing surface disturbance and incorporate eventual reclamation
into the initial design phases. The decommissioning design and
estimate were prepared by SRK and costs are based on a mix of first
principles and SRK’s cost database. Table 21-9 provides a
summary of the decommissioning costs for Phoenix.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
347
Table
21-9. Phoenix Decommissioning
Capital Cost Details
|
Decommissioning Capital Cost Details
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Stockpiles and
Pads
|
|
$ 3.8
|
$ 3.84
|
|
Ponds
|
|
$ 5.6
|
$ 5.63
|
|
Infrastructure
|
|
$ 384
|
$ 384.48
|
|
Roadways
|
|
$ 40
|
$ 40.13
|
|
Other
|
|
$ 118
|
$ 118.00
|
|
Wells
|
|
$ 839
|
$ 838.90
|
|
Restoration Water
Treatment Plant
|
$ -
|
$ 26,063
|
$ 26,062.7
|
|
Sub Total
|
$ -
|
$ 27,454
|
$ 27,454
|
|
|
21.4
|
Gryphon Capital Cost Summary
|
The capital costs for the
underground mining of the Gryphon deposit are shown in Table
21-10.
Table
21-10. Gryphon Capital Cost
Summary
|
Gryphon Capital Cost Details
(1,000's)
|
|||
|
Direct Capital Costs
|
Initial
|
Sustaining
|
Total
|
|
Shafts
|
$ 131,522
|
$ -
|
$ 131,522
|
|
Surface
Facilities
|
$ 46,932
|
$ 6,074
|
$ 53,006
|
|
Underground
|
$ 49,518
|
$ 68,842
|
$ 118,360
|
|
Utilities
|
$ 3,946
|
$ 263
|
$ 4,209
|
|
Electrical
|
$ 3,613
|
$ -
|
$ 3,613
|
|
Civil &
Earthworks
|
$ 11,791
|
$ 483
|
$ 12,274
|
|
McClean Mill
Upgrades
|
$ 49,920
|
$ -
|
$ 49,920
|
|
Offsite
Infrastructure
|
$ 32,392
|
$ -
|
$ 32,392
|
|
Decommissioning
|
$ -
|
$ 1,575
|
$ 1,575
|
|
Total Direct Costs
|
$ 329,634
|
$ 77,236
|
$ 406,871
|
|
Indirect
Costs
|
$ 142,015
|
$ 5,112
|
$ 147,127
|
|
Other (Owner's)
Costs
|
$ 28,143
|
|
$ 28,143
|
|
Contingency
Costs
|
$ 123,328
|
$ 394
|
$ 123,722
|
|
Total Costs
|
$ 623,120
|
$ 82,743
|
$ 705,863
|
Further breakdown of the
direct capital costs is provided in Figure 21-3. More consistent
with remote projects, indirect and owner’s costs make up a
larger portion of the total initial capital costs at 27%. Due to
the overlap in Gryphon construction and Phoenix operations, many of
the indirect costs (camp, flights, etc.) are shared between the
sites allowing for some economies of scale
efficiencies.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
348

Figure
21-3. Gryphon Initial Capital
Cost Distribution
As shown in Figure 21-4 shaft
excavation and furnishing along with costs of the surface
facilities associated with the shaft (i.e. headframe) account for
over 40% of the direct costs for Gryphon.
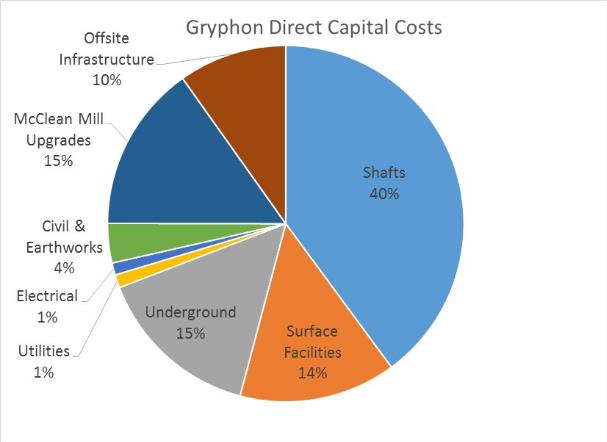
Figure
21-4. Gryphon Direct Capital Cost
Distribution
The design and cost basis for
the shaft, underground development, infrastructure and McClean Mill
upgrades are provided in Table 21-11.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
349
Table
21-11. Gryphon Key Capital Cost
Estimate Details
|
AREA
|
Design Basis
|
Cost Basis
|
|
Shaft Excavation and
lining
|
Engineering design
criteria, General Arrangement drawings
|
Contractor
Quotation
|
|
Production and
ventilation shaft Equipping
|
General Arrangement
Drawings
|
First principles
productivity, quotations, factored previous similar project cost
buildups, Stantec database costs
|
|
Fresh Air and Return
air ventilation plants
|
Engineering Design
Criteria
|
Quotation, previous
similar project cost quotation, Cost build-ups factored as
required
|
|
Backfill
Plant
|
Engineering Design
Criteria
|
Vendor provided quote
and allowances
|
|
Underground
Development
|
Engineered 3D mine
layouts, quantity take offs from drawings
|
First principles,
quotations for equipment and materials, benchmark against existing
operations
|
|
Underground
Infrastructure
|
General Arrangement
Drawings, Engineering design criteria
|
Factored previous
project buildups and Stantec database costs
|
|
McClean Mill
Upgrades
|
Derived from
metallurgical mass balance, comparison to existing circuit
capacities
|
A factored estimated
was prepared by mill area based on a detailed mechanical equipment
list.
Major equipment was
priced based on a combination of budget quotations and in-house
data.
Installation hours and
labour rates were applied to calculate a total mechanical installed
cost.
Discipline costs
(Piping, Electrical, Instrumentation etc.) were then applied by
area based on past experience and industry best
practice.
Standard allowances
were then applied for indirect costs to arrive at a total installed
cost.
Labour productivities
consistent with previous mill upgrades were applied.
|
The shaft works make up a
large proportion of the capital costs. One of the advantages of the
Blind Boring technique is that it comes from the civil
industry and is more typically priced on lump sum contracts that
cities and municipalities prefer. In adopting this technology into
the Wheeler project, the company aims to reduce cost escalation
risk (along with other shaft sinking risks) for the Gryphon
project.
One of the key items
required for Gryphon will be the construction of the approximately
50 km extension of Highway 914 to connect the McArthur River and
the Cigar Lake mines. This new section of highway will reduce the
haul distance from Wheeler River to the McClean Lake mill from 972
km to approximately 160 km. In 2012 the province of Saskatchewan
announced its support for infrastructure expansion in the north in
its “Saskatchewan Plan for Growth – Vision 2020 and
Beyond” and will be required to continue to support this
aspect.
|
|
21.4.1
|
Gryphon Production and Ventilation Shaft Capital Cost
Details
|
The capital cost detail
for the shafts at Gryphon is provided in Table 21-12.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
350
Table
21-12. Gryphon Production and
Ventilation Shaft Capital Cost Details
|
Shaft Capital Cost Details
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Production Shaft
Headworks
|
$ 20,112
|
$ -
|
$ 20,112
|
|
Production Shaft
Construction
|
$ 9,989
|
$ -
|
$ 9,989
|
|
Production Shaft
Excavation
|
$ 7,780
|
$ -
|
$ 7,780
|
|
Production Shaft
Loading Pocket
|
$ 2,122
|
$ -
|
$ 2,122
|
|
Production Shaft
Grizzly
|
$ 1,969
|
$ -
|
$ 1,969
|
|
Ventilation Shaft
Headworks
|
$ 6,104
|
$ -
|
$ 6,104
|
|
Ventilation Shaft
Construction
|
$ 6,923
|
$ -
|
$ 6,923
|
|
Blind
Boring
|
$ 76,524
|
$ -
|
$ 76,524
|
|
Total Costs
|
$ 131,522
|
$ -
|
$ 131,522
|
The Blind Boring estimate
was prepared by Frontier Kemper (FK). FK is a civil and building
construction company offering diversified general contracting and
design/build services including tunnelling and mining throughout
the world. FK’s estimate is based on the following general
considerations:
|
|
●
|
Mobilization and demobilization;
|
|
|
●
|
Supply of all construction equipment;
|
|
|
●
|
FK personnel transportation to Saskatoon;
|
|
|
●
|
All required freight for equipment and materials to
project site;
|
|
|
●
|
Detailed engineering and design services and
procurement services;
|
|
|
●
|
Slurry plant site preparation, installation and
operation;
|
|
|
●
|
Collar pads for both shafts;
|
|
|
●
|
Collar pad supports and coping sections;
|
|
|
●
|
Blind drill mobilization, erection, operation
dismantling and demobilization;
|
|
|
●
|
Blind drilling of production shaft to 6.1m diameter
x 570m deep;
|
|
|
●
|
Blind drilling of ventilation shaft to 5.8m
diameter x 508m deep;
|
|
|
●
|
Fabrication, transportation and installation of
composite liner segments at the site; and
|
|
|
●
|
Placing of annular grout.
|
The costs of equipping and
commissioning the two shafts was completed by Stantec. Following
blind boring on each shaft, a suitable headframe / collar house
will be constructed on top of the existing foundations utilized for
blind boring. The hoist / winch houses will be constructed prior to
completion of the shaft blind boring. Shafts will be equipped in a
manner similar to a conventional shaft sinking arrangement
utilizing fit for purpose suspended work decks.
The production shaft
equipping is completed with the permanent 10-foot double drum hoist
and the contractors temporary winch setup. Once the production
shaft equipping was completed to the 500 Level station, a
temporary skip loading system is set up for initial off shaft
development. The off-shaft development is completed with handheld
drills, slushers and a 2yd LHD. Excavations included roughly 66
meters of development to allow the first set of development gear
(jumbo, 6yd LHD and scissor deck) to be mobilized.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
351
The loading pocket / ore
and waste pass is developed in a similar manner to the 500 Level
station using handheld drills, slushers and temporary skip loading
system. The ore and waste pass will be driven with an Alimak up to
the grizzly location. Once the loading pocket and grizzly
construction is completed development and hoisting using fully
mechanized equipment can be initiated.
The ventilation shaft is
equipped with an egress auxiliary cage running off a single drum
hoist. Only a minor amount excavation is required here as the
development from the production shat will break into the vent
shaft.
Following equipping, the
two shafts are commissioned for normal operations. The cost
estimate completed by Stantec, was complete from a first principles
work-up starting with crew size and expected productivities. Costs
for headworks, hoist houses, shaft equipping, and off shaft
development and construction are based on quotations and previous
project buildups factored as required to suit this
scope
|
|
21.4.2
|
Gryphon Surface Facilities Capital Cost Details
|
A breakdown of the costs
for the surface facilities located at Gryphon are provided in Table
21-13.
Table
21-13. Gryphon Surface Facilities
Capital Cost Details
|
Surface Facilities Capital Cost Details
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Ventilation
|
$ 4,842
|
$ -
|
$ 4,842
|
|
Capital Purchases - FA
& RA Fans
|
$ 5,859
|
$ 763
|
$ 6,622
|
|
Water
Treatment
|
$ 17,025
|
$ 115
|
$ 17,139
|
|
Mine Rescue / Office
Building
|
$ 178
|
$ -
|
$ 178
|
|
Ore and Waste
Storage
|
$ 18,891
|
$ -
|
$ 18,891
|
|
Fenced
Storage
|
$ 58
|
$ -
|
$ 58
|
|
Explosives
Storage
|
$ 79
|
$ -
|
$ 79
|
|
Backfill
Plant
|
$ -
|
$ 5,180
|
$ 5,180
|
|
Gryphon
Allocation
|
$ -
|
$ 16
|
$ 16
|
|
Total Costs
|
$ 46,932
|
$ 6,074
|
$ 53,006
|
Cost estimates for these
elements were completed by obtaining supplier quotes and from
Stantec’s historical cost database from past
projects.
|
|
21.4.3
|
Gryphon Underground Capital Cost Details
|
Gryphon underground
capital cost details are provided in Table 21-14.
Table
21-14. Gryphon Underground
Capital Cost Details
|
Underground Capital Cost Details
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Ramp
Development
|
$ 7,459
|
$ 9,416
|
$ 16,875
|
|
Lateral Waste
Development
|
$ 11,292
|
$ 16,115
|
$ 27,407
|
|
Vertical
Development
|
$ 5
|
$ 9,211
|
$ 9,215
|
|
Underground
Infrastructure
|
$ 14,433
|
$ 17,262
|
$ 31,695
|
|
Capital Purchases
– Equipment
|
$ 2,874
|
$ 1,152
|
$ 4,026
|
|
Capital Purchases -
Mobile Equipment
|
$ 12,941
|
$ 15,572
|
$ 28,513
|
|
Diamond Drilling /
Boreholes
|
$ 514
|
$ 114
|
$ 628
|
|
Sub Total
|
$ 49,518
|
$ 68,842
|
$ 118,359
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
352
Labour rates were provided
by Denison for company personnel. Contractor labour rates are first
principle buildups from previous projects that are benchmarked
against current contractor rates. Underground development costs
were estimated by completing a first principles work-up of crew
size, equipment requirements, quantities of consumables and
expected productivities. Unit cost for materials and supplies are
from Stantec’s database. Dimensions, expected geotechnical
conditions and ground support requirements were all considered for
each different type and geometry of excavation.
All vertical development
will be completed using raiseboring methods and the costs are based
on first principle build ups benchmarked against recent bids from
an underground raise boring contractor. Infrastructure costs are
based on Stantec’s cost database of recent similar projects
and factored as required.
The majority of the
capital purchases are quoted specifically for this project. Mobile
equipment capital costs are sources from an existing executed
project as well as previous project quotations. Diamond drilling
costs are provided by Denison based on recent quotations which also
include assaying costs.
A summary of the ramp and
lateral development rates and performances is provided in Table
21-15.
Table
21-15. Gryphon Lateral
Development Rates
|
Description
|
Ramp Development Off Shaft
4.5m W x 5m H |
Ramp at Orebody Development
4.5m W x 5m H |
Capital Access Development
4.5m W x 5m H |
Operating Access
Development
4m W x 4m H |
Ore Sill Development 5.9m W x 4.0m
H
|
|
Single
Heading
4-man crew |
$4,845
|
$3,961
|
$4,096
|
$3,567
|
$5,536
|
|
Performance
(m/day)
|
3.00
|
3.70
|
3.70
|
4.00
|
2.60
|
|
Double
Heading
4-man crew |
$4,295
|
$3,518
|
$3,653
|
$3,154
|
$4,888
|
|
Performance
(m/day)
|
3.90
|
4.80
|
4.80
|
5.20
|
3.40
|
|
Multiple
Heading
5-man crew |
$4,244
|
$3,490
|
$3,625
|
$3,130
|
$4,859
|
|
Performance
(m/day)
|
5.00
|
6.10
|
6.10
|
6.60
|
4.30
|
|
|
21.4.4
|
Gryphon Underground Mobile Equipment
|
Table 21-16 lists the
underground mobile equipment purchase and sustaining
costs.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
353
Table
21-16. Gryphon Underground Mobile
Equipment Capital Cost Details
|
Gryphon Underground Mobile Equipment Capital
Cost Details (1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
2 Boom
Jumbo
|
$ 3,234
|
$ 1,393
|
$ 4,627
|
|
2.5 yd with
Forks
|
$ -
|
$ 893
|
$ 893
|
|
30t Trucks
|
$ 1,310
|
$ 2,619
|
$ 3,929
|
|
Bolters
|
$ 2,787
|
$ -
|
$ 2,787
|
|
Boom
Trucks
|
$ -
|
$ 554
|
$ 554
|
|
Compressor
|
$ -
|
$ -
|
$ -
|
|
Fan
Handler
|
$ 179
|
$ -
|
$ 179
|
|
Fork Lifts
|
$ -
|
$ 179
|
$ 179
|
|
Graders
|
$ 1,618
|
$ 759
|
$ 2,377
|
|
ITH with
Compressor
|
$ 2,110
|
$ 1,618
|
$ 3,728
|
|
LHD
|
$ -
|
$ 2,110
|
$ 2,110
|
|
Mobile equipment
sustaining capital
|
$ -
|
$ 3,918
|
$ 3,918
|
|
Portable Refuge
Station
|
$ 1,016
|
$ -
|
$ 1,016
|
|
Scissor
Lifts
|
$ 279
|
$ 508
|
$ 787
|
|
Shotcrete
Equipment
|
$ 407
|
$ 477
|
$ 884
|
|
Toyota
Jeeps
|
$ -
|
$ 272
|
$ 272
|
|
Roadbed
Crusher
|
$ -
|
$ 371
|
$ 371
|
|
Tractors
|
$ -
|
$ -
|
$ -
|
|
Sub Total
|
$ 12,941
|
$ 15,671
|
$ 28,612
|
Underground mobile equipment
capital costs are sourced from an existing executed project as well
as previous project quotations and Stantec database
costs.
|
|
21.4.5
|
McClean Lake Mill Upgrades Capital Cost Details
|
The processing of Wheeler
River ore at the McClean Lake Mill is advantageous to the project
as many of the circuits required for processing are already in
place with available capacity. Moreover, all of the ancillary
facilities and infrastructure to support processing are available,
in addition to the facility having the required licensed production
capacity.
A factored estimated was
prepared by mill area based on a detailed mechanical equipment
list. Major equipment was priced based on a combination of budget
quotations and in-house data. Installation hours and labour rates
were applied to calculate a total mechanical installed cost.
Discipline costs (piping, electrical, instrumentation etc.) were
then applied by area based on past experience and industry best
practice. Standard allowances were then applied for indirect costs
to arrive at a total installed cost.
Section 17 (Recovery
Methods) outlines the major equipment modifications required to the
McClean Lake Mill to process Gryphon ore. Table 21-17 outlines the
capital costs by area to implement the required modifications, as
discussed in Section 17.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
354
Table
21-17. McClean Lake Mill Upgrades
Capital Cost Details
|
McClean Lake Mill Upgrades Capital Cost Details
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Grinding
|
$ 1,110
|
$ -
|
$ 1,110
|
|
Leaching
|
$ 24,250
|
$ -
|
$ 24,250
|
|
CCD
|
$ 7,947
|
$ -
|
$ 7,947
|
|
Precipitation
|
$ 1,243
|
$ -
|
$ 1,243
|
|
CX
|
$ 6,378
|
$ -
|
$ 6,378
|
|
Acid Plant
|
$ 5,768
|
$ -
|
$ 5,768
|
|
Reagents
|
$ 683
|
$ -
|
$ 683
|
|
Tailings
|
$ 2,540
|
$ -
|
$ 2,540
|
|
Sub Total
|
$ 49,920
|
$ -
|
$ 49,920
|
|
|
|
|
21.4.6 Gryphon
Decommissioning
As with Phoenix, the
decommissioning design and estimate were prepared by SRK and the
costs are based on a mix of first principle estimation and
SRK’s cost database. Table 21-18 provides a summary of the
decommissioning costs for Gryphon.
Table
21-18. Gryphon Decommissioning
Capital Cost Details
|
Decommissioning Capital Cost Details
(1,000's)
|
|||
|
Area
|
Initial
|
Sustaining
|
Total
|
|
Stockpiles and
Pads
|
$ -
|
$ 401
|
$ 401
|
|
Ponds
|
$ -
|
$ 268
|
$ 268
|
|
Infrastructure
|
$ -
|
$ 386
|
$ 386
|
|
Roadways
|
$ -
|
$ 21
|
$ 21
|
|
Environmental
Monitoring*
|
$ -
|
$ 315
|
$ 315
|
|
Other
|
$ -
|
$ 62
|
$ 62
|
|
Opening
Closures
|
$ -
|
$ 124
|
$ 124
|
|
Sub Total
|
$ -
|
$ 1,575
|
$ 1,576
|
|
|
|
|
21.4.7 Other Capital
Costs
Two feasibility studies
will be completed. The Phoenix feasibility study is to be initiated
in 2019 to complete associated field work and to support the
completion of Environmental Assessment work. The second study will
focus on the Gryphon project and will commence approximately one
year before the commencement of production at Phoenix. The
project’s future work plan is provided in Table
21-19
Table
21-19. Wheeler River Future Work
Plan
|
Future Work Plan
|
|
|
Environmental
Assessment and other studies
|
$ 5,000,000
|
|
Phoenix Feasibility
Study and other studies
|
$ 5,275,000
|
|
Gryphon Feasibility
Study and other studies
|
$ 11,275,000
|
|
Wheeler River Grand Total
|
$ 21,550,000
|
These capital costs are
not included in the NPV calculations for the project. Table 21-20
provides the project’s capital schedule.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
355
Table
21-20. Wheeler River Capital
Schedule

Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
356
|
|
21.5
|
Operating Costs
|
Operating costs are
estimated for the 14-year mine production period from July 1, 2024
through to March 31, 2037. Phoenix mine production is scheduled
from July 1, 2024 to June 30, 2034 at and Gryphon mine production
is scheduled from September 1, 2030 to March 31, 2037. Table 21-21
presents a summary of the Wheeler River prefeasibility level
operating cost estimates and total estimated sales. For Gryphon
operations, it is assumed that the McClean Lake mill is processing
a maximum of 9M lbs per year from Gryphon and 15M lbs per year from
Cigar Lake.
Table
21-21. Wheeler River Operating
Cost Summary
|
Cost Area
|
Phoenix
|
Gryphon
|
Total Cost
|
||
|
$000's
|
$/lb U₃O₈
|
$000's
|
$/lb U₃O₈
|
$000's
|
|
|
Mining
|
$ 44,020
|
$ 0.75
|
$
266,202
|
$ 5.45
|
$ 310,222
|
|
Milling
|
$ 115,577
|
$ 1.97
|
$
412,621
|
$ 8.45
|
$ 528,198
|
|
Transport to
Convertor
|
$ 12,341
|
$ 0.21
|
$ 10,252
|
$ 0.21
|
$ 22,593
|
|
Site Support /
Administration
|
$ 82,264
|
$ 1.40
|
$ 53,346
|
$ 1.09
|
$ 135,610
|
|
Total
|
$ 254,202
|
$ 4.33
|
$ 742,421
|
$ 15.21
|
$ 996,623
|
|
Total
USD
|
|
$
3.33
|
|
$
11.70
|
|
|
U308 Sales - lbs in
000's
|
58,767
|
48,817
|
|
||
The operating cost
estimates for mining and milling are quite different for the two
deposits due to the different mining methods involved and the
different processing facilities required as a result – each
of these items will be discussed in more detail below.
Transport to Convertor
costs represent the haulage of processed U308 product from the
mill processing facility to the point of sale at the conversion
site. These costs have been estimated using a cost factor of $0.21
per lb U308.
Site support and
administration costs represent the cost of maintaining the shared
surface infrastructure at Wheeler River as well as putting in place
the appropriate management and functional personnel to run the
operation – these items are discussed in more detail
below.
|
|
21.5.1
|
Phoenix Wellfield Operating Cost Details
|
The Phoenix mining
operating cost estimate consists of: a) labour and materials to
maintain the ground freezing equipment, injection and recovery
pumps and piping systems; b) the electrical power consumption to
run the freeze plants, injection and recovery well pumps; and c)
annual costs to carry-out surface water treatment operations
on-site. Table 21-22 identified the costs. The costs are based
mostly on first principle estimation with percentage allowances for
maintenance costs
Table
21-22. Phoenix Wellfield
Operating Cost Details
|
AREA
|
$000's
|
$/lb U₃O₈
|
|
Freeze Plant, Wellfield
Operations
|
||
|
Maintenance
|
$ 1,611
|
$ 0.03
|
|
Electricity
|
$ 36,616
|
$ 0.62
|
|
Labour
|
$ 5,335
|
$ 0.09
|
|
Water Treatment
Operations
|
$ 458
|
$ 0.01
|
|
Total
|
$ 44,020
|
$ 0.75
|
|
|
21.5.2
|
Phoenix Plant Operating Cost Details
|
The Phoenix Process Plant
Operating cost estimate includes: a) the labour, materials,
electrical power consumption and reagents required to operate the
ISR processing plant for the duration of the Phoenix mining
operation; and b) the labour, materials and equipment required to
perform ongoing maintenance of the plant. Table 21-23 presents a
summary of the Phoenix prefeasibility level process plant operating
cost estimate (also referred to as the milling
estimate).
Table
21-23. Phoenix Precipitation
Plant Operating Cost Details
|
AREA
|
$000's
|
$/lb U₃O₈
|
|
Processing Plant
|
||
|
Maintenance
|
$ 6,894
|
$ 0.12
|
|
Electricity
|
$ 6,803
|
$ 0.12
|
|
Reagents
|
$ 56,183
|
$ 0.96
|
|
Labour
|
$ 45,697
|
$ 0.78
|
|
Total
|
$ 115,577
|
$ 1.97
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
357
|
|
21.5.3
|
Gryphon Mine Operating Cost Details
|
The Gryphon Mining
Operating cost estimate consists of three main elements: a)
underground mining operation costs; b) Surface facility operating
costs for dedicated Gryphon mining facilities; and c) haulage costs
to transport ore from Wheeler to McClean Lake for
processing.
Underground mining
operation costs consist of direct labour, materials and equipment
costs for lateral waste development, ore silling, production and
diamond drilling/borehole activities. Costs also include indirect
labour, power, heat, freight, taxes and indirect plant / mobile
equipment operating and maintenance supplies.
Ore haulage transportation
costs cover the cost of shipping Gryphon ore from Wheeler River to
the JEB Mill at McClean Lake for processing. A budget quote was
obtained from Northern Resource Trucking to haul the ore. Table
21-24 presents a summary of the Gryphon prefeasibility level mining
operating cost estimate.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
358
Table
21-24. Gryphon Mine Operating
Cost Details
|
AREA
|
$000's
|
$/lb U₃O₈
|
$ / Tonne
|
|
Underground Mining
Operations
|
|||
|
Lateral Waste
Development
|
$ 2,138
|
$ 0.04
|
$ 1.70
|
|
Ore
Silling
|
$ 53,933
|
$ 1.10
|
$ 42.89
|
|
Production
|
$ 54,716
|
$ 1.12
|
$ 43.51
|
|
Diamond Drilling /
Boreholes
|
$ 3,599
|
$ 0.07
|
$ 2.86
|
|
Freight
|
$ 2,274
|
$ 0.05
|
$ 1.81
|
|
Owner's Costs
|
|||
|
Indirect
Labour
|
$ 63,000
|
$ 1.29
|
$ 50.10
|
|
Power
|
$ 21,656
|
$ 0.44
|
$ 17.22
|
|
Plant / Equip.
Maintenance and Supplies
|
$ 14,093
|
$ 0.29
|
$ 11.21
|
|
Propane for Mine Air
Heating
|
$ 9,989
|
$ 0.20
|
$ 7.94
|
|
Subtotal
|
$ 225,398
|
$ 4.62
|
$ 179.25
|
|
Surface Facilities
|
|||
|
Water
Treatment
|
$ 2,114
|
$ 0.04
|
$ 1.68
|
|
Mine
Rescue
|
$ 155
|
$ 0.00
|
$ 0.12
|
|
Other
|
|||
|
Ore Haulage to McClean
Lake
|
$ 38,535
|
$ 0.79
|
$ 30.65
|
|
Total
|
$ 266,202
|
$ 5.45
|
$ 211.70
|
|
|
21.5.4
|
McClean Mill Operating Cost Details
|
The Gryphon Milling
Operating Cost Estimate is based on two items. The first is McClean
Lake Mill Processing Costs which are the estimated operating costs
for processing Gryphon ore at McClean Lake. These costs estimated
by Hatch utilize an assumed basis for allocation of common
processing costs in the mill between Wheeler River and the McClean
Lake Joint Venture. Table 21-25 provides allocation details. The
second component of the mill operating costs are toll milling fees
which include any tailings storage fees. These items were derived
by Denison and are based on similar fees for toll milling
operations in northern Saskatchewan and estimates of costs to store
mill tailings associated with the Gryphon ore feed. Table 21-26
presents a summary of the McClean Mill operating cost
details.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
359
Table
21-25. McClean Lake Cost
Allocation
|
Operating Cost Component
|
Basis
|
|
Power
|
●
Current site electrical costs were used as a baseline.
●
New electrical equipment for each processing option were summarized
into an electrical load list. The load list was used to generate
the additional operating costs by each circuit for each
option.
●
100% of grinding costs to Wheeler River ores, 100% of slurry
receiving costs to CLJV
●
Other costs were split between CLJV and Wheeler River by circuit
based on tonnage (Leaching, CCD, Tailings) or uranium throughput
(all others).
|
|
Labour
|
●
Current labour costs used as a baseline.
●
New labour costs were estimated by circuit for each processing
option.
●
100% of grinding costs to Wheeler River, 100% of slurry receiving
costs to CLJV.
●
Other costs were split between CLJV and Wheeler River by circuit
based on tonnage (Leaching, CCD, Tailings) or uranium throughput
(all others).
|
|
Maintenance
|
●
Current maintenance costs used as a baseline.
●
New maintenance costs estimated based on a factor of the capital
cost of new equipment. New total maintenance cost
calculated.
●
100% of grinding costs to Wheeler River, 100% of slurry receiving
costs to CLJV.
●
Other costs were split between CLJV and Wheeler River by circuit
based on tonnage (Leaching, CCD, Tailings) or uranium throughput
(all others).
|
|
Consumables
|
●
Consumables costs for major reagents were developed from plant
model consumption rates based on the process design
requirements.
●
Consumables costs estimated independently for each ore
source.
●
Current site consumables costs were used.
●
For common use consumables, costs were split between CLJV and
Wheeler River based on tonnage or uranium production as
applicable.
|
|
General &
Administrative (G&A)
|
●
Current JEB G&A costs used as a baseline.
●
Increase of 5% to account for additional metallurgical accounting
and accounting of two ore sources.
●
New total cost then split between CLJV and Wheeler River based on
uranium throughput.
|
Table
21-26. McClean Mill Operating
Cost Details
|
AREA
|
$000's
|
$/lb U₃O₈
|
$ / Tonne
|
|
McClean Lake Mill Processing
Cost
|
|||
|
Power
|
$ 11,434
|
$ 0.23
|
$ 9.09
|
|
Labour
|
$ 66,117
|
$ 1.33
|
$ 52.58
|
|
Maintenance
|
$ 13,422
|
$ 0.27
|
$ 10.67
|
|
Consumables
|
$ 100,916
|
$ 2.03
|
$ 80.25
|
|
Indirects / Site
Support / Admin
|
$ 91,470
|
$ 1.84
|
$ 72.74
|
|
Subtotal
|
$ 283,359
|
$ 5.71
|
$ 225.34
|
|
Other Processing
Costs
|
|
|
|
|
Toll Milling / TMF
Fees
|
$ 128,764
|
$ 2.59
|
$ 102.40
|
|
Total
|
$ 412,123
|
$ 8.45
|
$ 327.74
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
360
|
|
21.6
|
Site Support and Administration Cost Details
|
Table 21-27 presents a
summary of the Wheeler River PFS site support and administration
operating cost for all operations. These costs have been estimated
for the 14-year production period and have been allocated between
the two deposits as follows:
|
|
●
|
F’2024 to F’2029 – annual costs
allocated 100% to Phoenix;
|
|
|
●
|
F’2030 to F’2034 – annual costs
allocated pro-rata to Phoenix and Gryphon based on mine production
as measured by lbs U308; and
|
|
|
●
|
F’2035 to F’2037 – annual costs
allocated 100% to Gryphon
|
Table
21-27. Wheeler River Site Support
and Administration Operating Cost Details
|
Cost Area
|
Phoenix
|
Gryphon
|
Total Cost
|
|
||
|
$000's
|
$/lb U₃O₈
|
$000's
|
$/lb U₃O₈
|
$000's
|
|
|
|
Site Support
|
||||||
|
Maintenance
|
$ 3,212
|
$ 0.05
|
$ 1,898
|
$ 0.04
|
$ 5,110
|
|
|
Electricity
|
$ 4,460
|
$ 0.08
|
$ 2,634
|
$ 0.05
|
$ 7,094
|
|
|
Heat
|
$ 643
|
$ 0.01
|
$ 380
|
$ 0.01
|
$ 1,023
|
|
|
Administration
|
||||||
|
Labour
|
$ 31,814
|
$ 0.54
|
$ 20,626
|
$ 0.42
|
$ 52,440
|
|
|
Camp and
Flights
|
$ 26,435
|
$ 0.45
|
$ 17,625
|
$ 0.36
|
$ 44,060
|
|
|
Miscellaneous
|
$ 15,700
|
$ 0.27
|
$ 10,183
|
$ 0.21
|
$ 25,883
|
|
|
Total
|
$ 82,264
|
$ 1.40
|
$ 53,346
|
$ 1.09
|
$ 135,610
|
|
Phoenix and Gryphon Site
Support cost estimates include the materials, fuel, electrical
power consumption and propane associated with operating and
maintaining the shared facilities and utilities on site
including:
|
|
●
|
Operations centre;
|
|
|
●
|
Permanent camp;
|
|
|
●
|
Wash bay / scanning building;
|
|
|
●
|
Fenced and outdoor covered storage;
|
|
|
●
|
Security and gatehouse;
|
|
|
●
|
Incinerator;
|
|
|
●
|
Fuel systems;
|
|
|
●
|
Sewage collection and treatment;
|
|
|
●
|
Potable water treatment and distribution;
|
|
|
●
|
Communication systems;
|
|
|
●
|
Fire water systems;
|
|
|
●
|
Airstrip and terminal building; and
|
|
|
●
|
Site roads.
|
The administration cost
estimates include management and administration labour, camp and
flight costs, and miscellaneous cost items.
Management and functional
group labour is estimated from first principles and
includes:
|
|
●
|
Management Administration – General Manager,
Administrative Assistants;
|
|
|
●
|
Functional Administration – Human Resources
Support (Co-Ordinator, Payroll & Benefits Administration) /
Information Technology Support / Finance Support (Controller,
Accounts Payable);
|
|
|
●
|
Logistics / Services Team – Logistics,
Warehousing, Site Services, Security;
|
|
|
●
|
Health, Safety, Environment and Community Team
(“HSEC”) - HSEC Superintendent, HS Coordinators,
Environmental Engineer, Environmental Techs, Community Relations,
Water Treatment Operator, Trainers;
|
|
|
●
|
Site technical support (assay lab, engineering and
technical staff); and
|
|
|
●
|
Procurement and Contracts Group - Procurement
Superintendent, Buyers
|
Camp and Flights costs are
estimated as follows:
|
|
●
|
Camp operating costs were based on a budget quote
from Athabasca Catering. Daily camp costs vary according to the
number of people in camp, including Denison staff listed above,
plus operations, maintenance, technical, and mining personnel on
site, camp staff and a 5% allowance for occasional visitors;
and
|
|
|
●
|
Flight costs were based on personnel’s turn
around schedule and a flight cost of $391 per person round trip
flight.
|
Miscellaneous costs are
based on a combination of allowances, historical cost databases and
first principles determination and include:
|
|
●
|
Mining and Surface Leases;
|
|
|
●
|
CNSC Fees;
|
|
|
●
|
Insurance;
|
|
|
●
|
Operations Complex Office Supplies;
|
|
|
●
|
Operation Complex Laundry & Dry Supplies;
and
|
|
|
●
|
Emergency Response Supplies.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
361
22
Economic Analysis
The Wheeler River Joint
Venture (“WRJV”) is a joint venture between Denison
Mines Inc. (“DMI”) (90% and operator) and JCU (Canada)
Exploration Company Limited (“JCU”) (10%). The WRJV,
which owns the Wheeler River project, is a joint venture and is not
itself a taxable entity. Instead each joint venture partner reports
its share of the joint venture operations in its own tax return. As
each JV partner has a unique tax profile, the Wheeler River project
has been evaluated using two different cash flow model
approaches:
|
|
●
|
A pre-tax discounted cash flow model (Table 22-1)
which shows the economics of the project on a 100% basis and
excludes tax specific items related to Canadian Federal and
Provincial income taxes and Saskatchewan profit based royalties,
each of which will vary depending on each joint venture
participants unique facts and circumstances; and
|
|
|
●
|
A post-tax discounted cash flow model, specific to
Denison (Section 22.6), which shows the economics of the project on
a 63.30% basis (Denison’s interest in the Wheeler project as
of September 24, 2018) and a on 90% pro-forma basis
(Denison’s interest in the Wheeler River project as of
October 29, 2018) which includes tax specific items related to
Canadian Federal and Provincial income taxes and Saskatchewan
profit-based royalties and other non-tax related items which are
unique and applicable to Denison’s economic interest in the
Wheeler River project.
|
22.1
Input and Assumptions
Inputs to both the pre-tax
and post-tax cash flow models include:
|
|
●
|
An estimated 3.5-year pre-production period from
January 2021 to June 2024;
|
|
|
●
|
Life of mine production of 1.399 million tonnes at
an average grade of 3.55% U3O8 containing 109.374
million lbs of U3O8;
|
|
|
●
|
A project mine production period of approximately
14 years from July 2024 to March 2037 comprised of: a) Phoenix mine
production from July 2024 to June 2034 at an average production
rate of 5.966 million lbs U3O8 per year; and b)
Gryphon mine production from September 2030 to March 2037 at an
average production rate of 7.648 million lbs U3O8 per year;
|
|
|
●
|
Estimated metallurgical process uranium recoveries
of 98.5% and 98.2% for Phoenix and Gryphon mill feeds,
respectively;
|
|
|
●
|
A Base case uranium pricing scenario as follows: a)
Phoenix – based on UxC’s Q3-2018 Uranium Market Outlook
Report Composite Midpoint spot price projection, in constant
dollars, ranging from USD$29.48 to USD$45.14 per pound
U3O8
during the Phoenix mine production period, translated to CAD using
an exchange rate of 1.30 CAD/USD; b) Gryphon – based on
a price of USD$50.00 per pound during the Gryphon mine production
period, translated to CAD using an exchange rate of 1.30
CAD/USD;
|
|
|
●
|
Project capital costs of $1,131.813 million (100%
basis) as shown in Table 21-1;
|
|
|
●
|
Project operating costs of $996.623 million (100%
basis) as shown in Table 21-21; and
|
|
|
●
|
Saskatchewan revenue-based royalties and surcharges
applicable to uranium revenue, as follows: a) a basic royalty of
5.0% of uranium revenue; b) a resource credit of 0.75% of uranium
revenue (which partially offsets the basic royalty); and c) a
resource surcharge of 3.0% of the value of uranium revenue.
|
No inflation or escalation
of revenue or costs has been incorporated.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
362
|
|
22.2
|
Canadian Royalties Applicable to Wheeler River
|
The province of
Saskatchewan imposes royalties on the sale of uranium extracted
from ore bodies in the province in accordance with Part III of The
Crown Mineral Royalty Regulations (the “Regulations”)
pursuant to The Crown Minerals Act (the “Act”). The
uranium royalty regime currently in effect in Saskatchewan has
three components:
|
|
i.
|
Basic Royalty: Computed as 5% of gross revenues
derived from uranium extracted from ore bodies in the
province;
|
|
|
ii.
|
Resource Credit: Reduction in the basic royalty
equal to 0.75% of gross revenues derived from uranium extracted
from ore bodies in the province; and
|
|
|
iii.
|
Profit Royalty: Computed as 10% to 15% of net
profits derived from the mining and processing of uranium extracted
from ore bodies in the province.
|
Under the current system,
each owner or joint venture participant in a uranium mine is a
royalty payer. Individual interests are consolidated on a corporate
basis for the computation and reporting of royalties due to the
province.
Gross revenue, for
purposes of the Basic Royalty and Resource Credit, is determined in
accordance with the Regulations and allows for reductions based on
specified allowances. In computing gross revenue Denison has
included the transport to convertor cost as a specified allowance
allowed under the Regulations. Net profit, for the Profit Royalty,
is calculated based on the recognition of the full dollar value of
a royalty payer’s production, exploration, capital and
decommissioning costs, in most cases, incurred after January 1,
2013, subject to various expiry provisions. Net profits are taxed
under the profit royalty at a rate of 10% for net profits up to and
including CAD$22.00 per kilogram (CAD$10 per pound) of uranium
sold, and at 15% for net profits in excess of CAD$22.00 per
kilogram. The CAD$22.00 threshold is applicable for 2013 (the base
year) and is indexed in subsequent years for
inflation.
Royalty payments are due
to the province on or before the last day of the month following
the month in which the royalty payer sold, or consumed, the uranium
for the purposes of the basic royalty, and quarterly installments
are required based on estimates of net profits in respect of the
profit royalty.
22.3
Canadian Income and Other Taxes Applicable to Wheeler
River
In 2018, taxable income of
a Canadian resource company with a project located in the province
of Saskatchewan is subject to federal tax at a rate of 15% and
Provincial tax in Saskatchewan at a rate of 12% for a combined tax
rate of 27%. This combined tax rate is applied to a company’s
taxable income for the year, which is calculated on a net basis
after claiming certain allowable deductions.
Resource corporations in
Saskatchewan are also subject to a uranium resource surcharge equal
to 3% of the value of uranium resource sales from production in
Saskatchewan, if any, during the year. As with the Basic Royalty
and Resource Credit, the value of resource sales can be reduced by
specified allowances – Denison has included the transport to
convertor cost as a specified cost allowance for the purpose of the
resource surcharge.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
363
22.4
McClean Lake Toll Milling Revenue Applicable to Wheeler
River
Denison’s wholly
owned subsidiary, DMI, holds a 22.5% interest in the McClean Lake
joint venture project (“MLJV”). The MLJV is a joint
venture between Orano Canada (formerly AREVA Resources Canada Inc.
- 70% and operator), DMI (22.5%), and OURD (Canada) Ltd.
(7.5%).
Participants in the MLJV
receive their proportionate share of toll milling fees earned at
the McClean Lake mill from toll milling carried out on behalf of
any non-MLJV joint ventures or other third parties. In the case of
Wheeler, where it has been assumed that Gryphon ore will be milled
at the McClean Lake mill, DMI would receive 22.5% of the toll
milling fees paid by the WRJV to the MLJV related to Gryphon ore
processing, by virtue of its ownership in the MLJV.
22.5
Pre-tax Economic Analysis
22.5.1 Pre-tax Cash Flow
Model – Base Case
Basis of
the Model
The pre-tax base case cash
flow model is based on the inputs noted in Section 22.1 and the
following additional notes:
|
|
●
|
The evaluation of the project is on a 100% ownership
basis;
|
|
|
●
|
No toll milling revenue or production credits
applicable to MLJV participants is included;
|
|
|
●
|
No Saskatchewan Profit Royalty is included;
|
|
|
●
|
No provincial / federal tax calculations are included;
and
|
|
|
●
|
Net Present Value (NPV) calculations assume a discount
rate of 8%.
|
Table 22-1 shows the
Wheeler River project pre-tax base case cash flow model. Note: For
presentation purposes, the post-production period (2038 to 2043)
has been grouped into a single column.
Basis of
Discount Rate
A discount rate of 8% was
selected for assessing the time value of money for project
economics. While the standard industry discount is 10%, a lower
rate was selected based on the following rationale:
|
|
●
|
Reference to current interest / lending rates are
at relative lows;
|
|
|
●
|
Project country risks (political stability,
established taxation regime, extent of corruption and civil unrest)
are considered low in Canada and in Saskatchewan;
|
|
|
●
|
Minimal unexpected risks associated with operating
a uranium mine in the eastern Athabasca Basin region in northern
Saskatchewan due to the significant existing regional
infrastructure and current mining / milling operations in the
area;
|
|
|
●
|
Relatively small scale of pre-production capital
expenditures and short expected pre-production and pay back periods
reducing inflationary exposure; and
|
|
|
●
|
Assessment of project specific risks (geotechnical,
hydrogeological) are already incorporated into the project
economics through specific risk, schedule and contingency analysis
and provisions throughout the financial modelling process.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
364
Table
22-1. Wheeler River Project
Pre-Tax Base Case Cash Flow Model

Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
365
22.5.2 Pre-Tax Indicative
Economic Results – Base Case
The Wheeler River project
pre-tax indicative base case economic results are as
follows:
|
|
●
|
NPV (8%) of $1,308 million when discounting project
cash flows back to 2021;
|
|
|
●
|
Internal rate of return (“IRR”) of
38.7%; and
|
|
|
●
|
Payback period of ~24 months from the start of
uranium production in July 2024.
|
Note that this analysis
considers all project pre-development costs (i.e. environmental
assessment, feasibility study, etc.) as excluded capital costs
(Section 21-5) and as such they are not factored into the
above calculations.
22.5.3 Pre-Tax Sensitivities
– Base Case
Basic
Sensitivities
The base case results are
summarized as follows (all in Canadian dollars):
Average uranium
price $57.10 per pound (average combined selling price of
USD$43.92/lb U3O8 converted using
exchange rate of 1.30 CAD/USD)
Average mill feed grade
3.55% U3O8
Average site
operating cost $9.26 per pound U3O8 (total Phoenix and
Gryphon operating costs of $996.623 million divided by recovered
pounds of 107.584 million)
Total project capital cost
$1,131.813 million
Denison has prepared a
sensitivity analysis by varying these four inputs. Table 22-2 shows
the impact on NPV (8%), in millions of dollars, of varying these
input values on the base case pre-tax economic indicators. Figure
22-1 presents these sensitivities in graphical format. As with most
mining projects, the most sensitive parameter is the commodity
price. Mill feed grade (% U3O8) is the next most
sensitive parameter.
Table
22-2. NPV
Sensitivity
|
|
NPV (8%) Sensitivity
($M)
|
||||||
|
Variable
|
-30%
|
-20%
|
-10%
|
0%
|
10%
|
20%
|
30%
|
|
Capex
|
1,509
|
1,442
|
1,375
|
1,308
|
1,241
|
1,174
|
1,107
|
|
Opex
|
1,423
|
1,385
|
1,347
|
1,308
|
1,270
|
1,231
|
1,193
|
|
Uranium
Price
|
600
|
836
|
1,072
|
1,308
|
1,544
|
1,781
|
2,017
|
|
U3O8 Grade
|
650
|
875
|
1,094
|
1,308
|
1,532
|
1,756
|
1,979
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
366

Figure
22-1. NPV Sensitivity
22.5.4 Price Sensitivity
– High Case
The project economic
results are quite sensitive to the price of uranium. To illustrate
the potential for the project to benefit from rising uranium
prices, the PFS considered an additional pricing scenario, the High
Case, which used an estimated uranium selling price of USD$65.00/lb
for all production.
The Wheeler River project
pre-tax indicative high case economic results are as
follows:
|
|
●
|
NPV (8%) of $2,587 million when discounting project
cashflows back to 2021;
|
|
|
●
|
IRR of 67.4%; and
|
|
|
●
|
Payback period of ~11 months from the start of
uranium production in July 2024.
|
A summary of the economic
results of the base and high case scenarios are illustrated in
Table 22-3.
Table
22-3. Pre-tax Economic
Results
|
Scenario
|
Pre-Tax Results
|
NPV
|
IRR
|
Payback
|
|
Base
Case
|
(UxC spot price for
Phoenix & fixed USD$50/lb U3O8 for Gryphon
production)
|
$1,308
million
|
38.7%
|
~ 24
Months
|
|
High
Case
|
All production at
USD$65/lb U3O8
|
$2,587
million
|
67.4%
|
~ 11
Months
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
367
22.6
Post Tax Economic Analysis
22.6.1 Post Tax Cash Flow
Model – Base Case
The post-tax base case
cash flow model is specific to Denison’s ownership interest
in the WRJV and Denison’s specific facts and circumstances as
it relates to: a) tax pools it has available to it to reduce
taxable income for both Saskatchewan Profit Royalties as well as
Canadian Federal and Provincial income taxes, and b) benefits that
accrue to it from its interest in the MLJV.
Effective September 24,
2018 Denison held a 63.30% ownership interest in the WRJV. Under
two publicly announced agreements, Denison can increase its
ownership in the WRJV up to 90% as follows:
|
|
●
|
In January 2017, Denison agreed to fund additional
WRJV expenses in 2017 and 2018 to increase its interest in the WRJV
up to approximately 66.16% at the end of fiscal 2018. Under this
agreement, DMI would be the owner of this WRJV interest; and
|
|
|
●
|
In September 2018, Denison agreed to increase its
interest in the WRJV by acquiring Cameco’s remaining interest
(expected to be approximately 23.84%) in exchange for the issuance
of common shares of Denison Mines Corp (“DMC”). DMC
would be the owner of this WRJV interest. Upon completion of the
transaction Denison’s ownership would increase to 90%.
|
To illustrate the economic
impact of the change in ownership, Denison has provided post-tax
base case cash flow model summaries at 63.3% (its current ownership
interest) and 90% (its pro-forma maximum ownership interest). The
post-tax base case cash flow model is based on the inputs noted in
Section 22.1 with the following additional items:
|
|
●
|
Adjustments for Denison’s share of project
development costs (refer to section 21) and the associated impact
on Denison’s estimated tax pools;
|
|
|
●
|
The economic benefits of Denison’s 22.5%
share of MLJV’s toll milling fees;
|
|
|
●
|
The impact of the Saskatchewan Profit Royalty
applicable on uranium production;
|
|
|
●
|
Denison’s expected Federal and Provincial
income taxes payable; and
|
Discounting for NPV
calculations remains at 8% and the impact of Denison’s NPI
interest (refer to section 4) has not been included as the impact
is estimated to be immaterial.
The following assumptions
were used in computing the Federal and Provincial income tax
payable, as well as Saskatchewan Profit Royalty amounts owing by
Denison in the model:
|
|
●
|
All estimated applicable tax deductions currently
available in DMC and DMI at June 30, 2018, and those which will
arise in the future related to the Wheeler project will be
available for use as a deduction against income generated from the
Wheeler River project;
|
|
|
●
|
Tax deductions attributable to DMI were used to
reduce taxable income from the Wheeler River project up to
DMI’s maximum ownership interest in the WRJV of 66.16% - tax
deductions attributable to DMC were used to reduce taxable income
attributable to Wheeler River for Denison ownership interest in the
WRJV in excess of 66.16%;
|
|
|
●
|
The currently enacted tax laws and the proposed tax
law amendments at the time of this PFS are those that will apply
during the life of the Wheeler River project (as well as the
existing interpretations and assessing practices of the applicable
taxing authority), and that substantially all of the income from
the project will be taxed using a combined Canadian Federal and
Saskatchewan income tax rate of 27.0% (Federal – 15% /
Saskatchewan – 12%);
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
368
|
|
●
|
Non-capital losses will continue to have a loss
carry forward period of 20 years for income tax purposes and 10
years for Saskatchewan Profit Royalty purposes; and
|
|
|
●
|
For Saskatchewan Profit Royalty computations, the
$10.00 profit per pound U3O8 threshold
demarcating the 10% and 15% net profit taxation tiers has been
indexed up to Q4-2017 to approximately $10.56 per pound
U3O8 and then held
constant throughout the life of the Wheeler River project.
|
Table 22-4 contrasts the
results of the Wheeler River project base case pre-tax cash flow
model and the post-tax cash flow model as it applies to
Denison’s current ownership interest and pro-forma maximum
ownership interest.
Table
22-4. Base Case Cash Flow Model
– Pre-Tax vs Post Tax Comparison
|
Item Description
|
Base Case Pre-Tax Summary
|
Base Case Post Tax Summary
|
Base Case Post Tax Summary
|
|
CAD$
millions
|
|
|
(Pro-Forma)
|
|
Project
Percentage
|
100.0%
|
63.30%
|
90.00%
|
|
Gross Uranium Revenue
|
6,142.6
|
3,888.3
|
5,528.3
|
|
Toll Milling
Fees
|
Excl.
|
4.8
|
1.3
|
|
Operating
Costs
|
(996.6)
|
(630.9)
|
(897.0)
|
|
Operating Costs
– Toll Milling Credits
|
Excl.
|
8.2
|
11.7
|
|
Saskatchewan Revenue
Royalties, Surcharges
|
(443.7)
|
(280.9)
|
(399.3)
|
|
Operating Cash Flow
|
4,702.3
|
2,989.5
|
4,245.0
|
|
Capital
Costs
|
(1,131.8)
|
(716.4)
|
(1,018.6)
|
|
Capital Costs
– Project Development
|
Excl.
|
(13.5)
|
(19.2)
|
|
Contribution before Taxes
|
3,570.5
|
2,259.6
|
3,207.2
|
|
Saskatchewan Profit
Royalties
|
Excl.
|
(341.0)
|
(421.9)
|
|
Canadian Federal /
Provincial Income Taxes
|
Excl.
|
(497.2)
|
(685.5)
|
|
Net Contribution
|
3,570.5
|
1,421.4
|
2,099.8
|
|
NPV (8%) at fiscal
2021
|
1,308.3
|
506.4
|
755.9
|
|
IRR
|
38.7%
|
31.7%
|
32.7%
|
Net contribution
represents the undiscounted cash flow impact applicable to the
Wheeler project.
22.6.2 Post Tax Cash Flow
Model – High Case
The sensitivity of the
post-tax cash flow model to Capex, Opex, Uranium Price and
U3O8 Grade is similar to
that of the pre-tax cash flow model.
To illustrate the
project’s sensitivity to higher uranium prices, the high case
post-tax cash flow model is based on a uranium selling price of
USD$65.00/lb with all other assumptions used in the base case
post-tax cash flow model held constant.
Table 22-5 contrasts the
results of the Wheeler River project high case pre-tax cash flow
model and the post-tax cash flow model as it applies to
Denison’s current ownership interest and pro-forma maximum
ownership interest.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
369
Table
22-5. High Case Cash Flow Model – Pre-tax vs Post Tax
Comparison
|
Item Description
|
High Case Pre-Tax Summary
|
High Case Post Tax Summary
|
High Case Post Tax Summary
|
|
CAD$
millions
|
|
|
(Pro-Forma)
|
|
Project
Percentage
|
100.0%
|
63.30%
|
90.00%
|
|
Gross Uranium Revenue
|
9,090.9
|
5,754.5
|
8,181.8
|
|
Toll Milling
Fees
|
Excl.
|
4.8
|
1.3
|
|
Operating
Costs
|
(996.6)
|
(630.9)
|
(897.0)
|
|
Operating Costs –
Toll Milling Credits
|
Excl.
|
8.2
|
11.7
|
|
Saskatchewan Revenue
Royalties, Surcharges
|
(657.5)
|
(416.2)
|
(591.7)
|
|
Operating Cash Flow
|
7,436.8
|
4,720.4
|
6,706.1
|
|
Capital
Costs
|
(1,131.8)
|
(716.4)
|
(1,018.6)
|
|
Capital Costs –
Project Development
|
Excl.
|
(13.5)
|
(19.2)
|
|
Contribution before Taxes
|
6,305.0
|
3,990.5
|
5,668.3
|
|
Saskatchewan Profit
Royalties
|
Excl.
|
(617.5)
|
(776.8)
|
|
Canadian Federal /
Provincial Income Taxes
|
Excl.
|
(889.9)
|
(1,254.2)
|
|
Net Contribution
|
6,305.0
|
2,483.1
|
3,637.3
|
|
NPV (8%) at fiscal
2021
|
2,587.7
|
1,006.2
|
1,483.8
|
|
IRR
|
67.4%
|
53.8%
|
55.7%
|
Net contribution
represents the undiscounted cash flow impact applicable to the
Wheeler project.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
370
23
Adjacent Properties
There are no properties
adjacent to the Denison Wheeler River property that are considered
relevant to this technical report.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
371
|
|
24
|
Other Relevant Data and Information
|
24.1
Project Execution Plan
The project execution
strategy is focused on delivering the project on budget, scope, and
schedule. In order to accomplish these goals, the philosophy of the
execution generally follows:
|
|
●
|
Use of external firms: Simply put, Denison is not
in the business of nor does it specialize in the design and
construction of surface, underground, or processing facilities. As
such, Denison will seek out and partner with specialty firms to
provide these services for project development. Denison has already
engaged with reputable engineering firms and personnel for the PFS
and will aim to continue building these relationships in future
steps of project development. This will minimize both transition
risk between stages and the re-learning of unique aspects of the
project.
|
|
|
●
|
Staged execution of the project: The project will
be implemented in two stages, with the Phoenix deposit initiated
first, followed by the Gryphon deposit. Within each of the two
projects, further sequencing of activities has been established to
identify critical path activities and to organize the project in
separate phases. Staged construction of the two deposits simplifies
project execution and reduces overall risk associated with project
construction.
|
|
|
●
|
Materials procurement: At all times, a formal
tendering process will be used to select suitably qualified vendors
for materials and supplies. As a remote site, Denison will seek to
maximize pre-fabrication of buildings and equipment with
transportation to site as pre-assembled units. This will reduce
construction costs and schedules, project complexity, and the
number of personnel on site.
|
|
|
●
|
Construction procurement: At all times, a formal
tendering process will be used to select suitably qualified vendors
for construction. Denison will target lump sum and/or unit rate
contracts to provide a degree of inherent cost control on the
project. Denison has already received interest in the project from
local contractors and it is expected that, during the feasibility
study, procurement documents will be prepared in advance for early
engagement of contractors. This will be especially important to
ensure Denison is allowed time to initiate discussions,
communications, and relationships between contractors and northern
communities.
|
|
|
●
|
Constructability reviews: Denison has already
engaged contractors in the design phase to provide input and
guidance on constructability of the project. Third party reviews
and optimization of project design will continue in future stages
to further add value to the project.
|
|
|
●
|
Operations: The project is designed to be operated
by employees once construction activities are complete.
Saskatchewan has a long history in mining operations and
established training programs for young people just starting out.
Given the small-scale nature of the operation, it is expected that
a small management team and workforce will be the most efficient
method to operate the site. The combination of the Phoenix and
Gryphon mine schedules and the low operating costs offers an
attractive career for employees with lower risk of closures during
market downturns.
|
24.1.1 Phoenix
Deposit
The Phoenix project is
broken down into several key phases. The first is the
pre-construction phase, followed by construction and
operations.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
372
Pre-development
Phase
Following receipt of
environmental approvals, the preparatory phase will include
initiation of licensing activities, organization of the project
execution team, preparation of key project documents, and
procurement of equipment, materials, and labour. These activities
will be initiated during the last stages of the feasibility study
should results continue to support advancement of the
project.
Construction
Phase
Following receipt of
licensing approvals, construction activities on site will commence.
Construction of Phoenix infrastructure has several key areas which
make up the bulk of the capital costs.
Site
Preparation: Clearing and leveling of the surface
facilities will be contracted out to a suitable contractor. Lidar
surveys of the area for PFS level estimation and contracting at
unit rates will minimize the risk of capital cost
overruns.
Wellfield and
Freeze Hole Drilling: Denison has been drilling on
the property since 2004 and has successfully drilled over 250 holes
and 110,000 meters into the deposit and surrounding sandstone. This
experience and knowledge will be applied to the drilling of the
freeze and wellfield holes. Suitably qualified and experienced
contractors will be overseen by Denison personnel to complete
drilling activities. This organization, currently in use by
Denison, has been successfully implemented and has resulted in some
of the lowest cost drilling operations in the Athabasca
Basin.
ISR Plant
Construction: While the plant is likely the most
complex construction activity for the project, when compared to
other projects, it is relatively simple, with limited numbers of
vessels and piping. Furthermore, due to the degree of isolation of
the plant from other site facilities, construction of this facility
can be prioritized with minimal impact to other facilities. Denison
has already received interest in lump sum construction of this
plant and will seek to engage interested parties for
constructability reviews. Most of the equipment and materials
inside the plant are small in nature, enabling the shipment of
tanks and other vessels pre-assembled.
Other Surface
Infrastructure: Other surface infrastructure includes
camp buildings, the operations centre, the airport terminal
building, and various other smaller infrastructure. With the
exception of the operations centre, all other buildings are
expected to be pre-fabricated buildings to reduce the costs of
construction on site.
Commissioning of the
facilities is expected to be supported by engineering and/or
supplies vendors along with the assistance of the construction
teams. This will ensure constructed facilities adhere to the
designs and specifications set forth and will reduce turnover
challenges for the operations team.
Project and construction
management during the capital development phase of the project will
be managed by a small dedicated project management team. During the
construction phase, Denison will provide general and administrative
services to operate the site and support the contractors in
construction (i.e. room and board, flights, general supplies,
freight haulage, etc.). It is expected that a mix of employees,
contractors, and engineering service providers will support site
construction efforts.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
373
Operations
Phase
The capital construction
period will end with the first production of yellowcake from the
ISR plant. Operations for the ISR deposit is planned to last 11
years. Denison anticipates operating the site with employees, with
limited numbers of external contractors.
24.1.2 Gryphon
Deposit
After Phoenix enters
production, construction activities will be initiated at Gryphon.
The Gryphon project is broken down into several key
phases.
Pre-development
Phase
The Gryphon development
will benefit from Phoenix being an operating site, with various
departments providing support (logistics, procurement, safety and
environment, etc.). The established, fixed infrastructure and
personnel will also reduce complexity of the project. It will be
more in line with a brownfield site, without the disadvantages of
working around production activities. The Gryphon site is 3 km from
Phoenix and as such, it will be a separate site with limited
interaction from producing operations at Phoenix.
The established site
operations and regulatory approvals will enable a shorter
pre-development construction period. During this time, procurement
and detailed engineering will be completed for the shaft
construction. Otherwise, the rest of the engineering and
procurement will be completed as the mine is
developed.
Construction
Phase
Following receipt of
licensing approvals, construction activities on site will commence.
Construction of Gryphon infrastructure has several key areas which
make up the bulk of the capital costs. Similar to Phoenix,
construction of surface facilities, excavation of the shaft, and
construction of underground facilities will be tendered out to
contractors. Standard mine development will be completed by Denison
employees.
Blind
Boring: Shaft excavation is an independent process
with contractors being completely self-sufficient. Excavations of
shafts using this technique is typically completed under civil
construction standards, which include lump sum contracts.
Mobilization of the contractor for the 5.0 m diameter production
shaft will be initiated. A composite concrete/steel liner will be
installed to shaft bottom and grouted in place. Once blind boring
is complete on the production shaft, the equipment will be
relocated to the ventilation shaft for excavation, followed by
lining.
Construction
of Surface Facilities: During the blind boring of the
shafts, construction of surface facilities will be initiated so as
to eliminate these activities from the project critical path. Once
shaft excavation is complete, installation of the headframe will be
completed to allow for installation of permanent infrastructure in
the production shaft down to the 500 m level. The contractor will
excavate the 500 Level shaft station, providing sufficient room to
enable development gear to be reassembled underground and
development to commence once the shaft work is complete. The shaft
crew will complete the equipping to shaft bottom and excavate/equip
the loading pocket and ore pass to the 500 Level.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
374
Mine
Development and Construction: Initial mine
development and construction of underground infrastructure will be
completed by suitably qualified mining contractors. Unit rate
contracts for mine development and lump sum contracts for well
defined infrastructure projects will be employed. Once initial mine
development is completed and development proceeds down the main
ramp, standard mine development activities will be assumed by
Denison employees. Once the production shaft is commissioned, a
single development crew will commence off-shaft development, with a
focus on accessing the ventilation shaft for flow through
ventilation and secondary egress. Development will also progress
towards the first production area in the E Zone mining block on the
582 Level.
Project and construction
management during the capital development phase of the project will
be managed by a small dedicated project management team, supported
by the existing services and personnel operating Phoenix. Denison
will continue to operate site, providing general and administrative
services and support to the construction (i.e. room and board,
flights, general supplies, freight haulage, etc.).
24.2
Construction Schedule
The Wheeler River project
carries an overall duration of approximately 67 months from the
commencement of feasibility and initiation of the environmental
assessment process through first production at Phoenix in late July
2024. This is followed just over six years later, with first
production at Gryphon in September of 2030.
The project has been
scheduled as two independent phases, with the higher-grade Phoenix
deposit starting first, followed by Gryphon construction commencing
just after the first year of commercial production at
Phoenix.
Pre-construction
activities begin in January 2019 with the initiation of the
environmental assessment exercise, which has been scheduled to take
three years to receive full project approvals in January of 2022.
The project feasibility study also starts in January of 2019 and is
expected to take two years to complete. The year of lag post
feasibility and pre-environmental approvals will be used for
detailed engineering of critical path activities, procurement of
long lead time items, and the selection of appropriate contractors
for early construction packages.
The critical path for
physical construction flows through the establishment of the ISR
processing plant and the creation of the frozen curtain over the
Phoenix orebody to initiate ISR production.
Physical site work
commences in the early spring of 2022, following environmental
approvals, and is currently scheduled to begin in May of that year
once physical conditions have recovered from winter. The initial
earthworks construction will focus on preparing suitable roads from
the main access highway into the site, specifically to the ISR
plant and the two ends of the Phoenix deposit where the ground
freezing drilling will occur. These two sites will remain the focus
of levelling and grading activities into the autumn period. All of
this work will be supported by temporary camps and utilities while
permanent facilities are established.
Two streams of work carry
on in parallel to support the critical path goal of establishing
ISR production, the first being ground freezing above the Phoenix
orebody and the second being construction of the ISR processing
plant.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
375
Ground freezing requires
the establishment of a pattern of freeze wells drilled across the
orebody and of refrigeration units and corresponding electrical and
mechanical services to each. Freeze well drilling is expected to
commence in the summer of 2022 and proceed through that autumn. In
parallel, the ground freezing units will arrive at site and be
physically installed, site electrical infrastructure will be
installed, with the main powerline being constructed during this
first summer, and the main electrical substation will be
constructed. Electrical distribution to the ground freezing plants
is completed by February of 2023, which is in sync with the
completion of the ground freezing plant construction and
connections into the freeze wells. This facilitates the
commencement of ground freezing in February of 2023, which is
expected to require 14 months to freeze an appropriate freeze
curtain around the orebody by late April 2024.
ISR plant construction
begins immediately following earthworks at the ISR plant site.
Foundations begin in October 2022, with the pre-engineered building
being installed in December 2022, and mechanical, electrical, and
other installation work commencing in March of 2023 to have the
plant complete by March of 2024. A three-month commissioning period
begins post-construction and leads to first ISR production in late
July of 2024. The ISR wellfield phase one drilling is carried out
over the previous winter and is completed just ahead of ISR
commissioning.
The summer of 2023 begins
again with the second phase of earthworks, when the balance of the
site is completed, facilitating the completion of the remaining
infrastructure and utility systems.
The operations center is
completed in January of 2024, which will allow the operations team
to be in place ahead of commissioning to complete all preparedness
for operations activities in the suitable building, and will create
a permanent maintenance facility ahead of operations commencement.
The permanent camp is completed in a similar time frame, along with
basic services such as permanent communications and fire
systems.
The balance of the
infrastructure items, such as storage areas, incinerator, and
security checkpoints, are completed at about the time of
commissioning and will complete the construction at
Phoenix.
Phoenix milestones are
summarized in Table 24-1 below.
Table
24-1. Project Construction
Milestones - Phoenix
|
Milestone
|
Completion Date
|
|
Environmental
Assessment Start
|
January 1,
2019
|
|
Feasibility
Start
|
January 1,
2019
|
|
Feasibility
Complete
|
January 1,
2021
|
|
Environmental
Assessment Complete
|
January 1,
2022
|
|
Earthworks
Start
|
May 1,
2022
|
|
Electrical
Complete
|
February 27,
2023
|
|
Ground Freezing
Start
|
February 27,
2023
|
|
Wellfield Drilling
Start
|
January 1,
2024
|
|
Commissioning of
Phoenix Facilities Complete
|
January 5,
2024
|
|
Wellfield
Complete
|
April 18,
2024
|
|
Ground Freezing
Complete
|
April 22,
2024
|
|
Commissioning of ISR
Complete
|
July 21,
2024
|
|
Phoenix First
Production
|
July 21,
2024
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
376
The Gryphon deposit has
been scheduled such that physical construction begins approximately
one year after Phoenix ISR production commences.
Gryphon will have an
independent feasibility study, which will last two year and will
commence in July 2023.
The critical path for
Gryphon development flows through the establishment of the two mine
shafts and the subsequent underground development to the orebody,
which facilitates first production.
Engineering and
procurement for the blind boring contractor is assumed to start
immediately after the approval of the feasibility study in July of
2025 and continues for 9 months into the spring of 2026. Production
shaft collar work begins at this time, along with setup of drilling
equipment and training of personnel. Blind boring of the shaft and
the ensuing liner installation begins in July 2026 and continues
through December of 2027.
Installation of the
physical plant required for shaft equipping begins in April 2027
during shaft lining and there is an approximate 4-month period
post-lining where the headframe is installed and preparations are
completed for shaft equipping. Shaft equipping is completed in
February 2029 and the production shaft is commissioned at the same
time.
The ventilation shaft
collar construction commences in October 2027 and blind boring of
the ventilation shaft commences in December 2027 following drilling
and lining of the production shaft. Boring and lining is completed
in March 2029. The ventilation shaft is commissioned in September
2029 following construction of the headframe and hoist house, and
equipping.
The two shafts are
connected underground for ventilation purposes by November 2029,
and development of infrastructure and construction of facilities
occurs in the ensuing four months. Underground infrastructure is
complete on the 500 Level by September 2030. Underground
development continues through the construction period and first ore
production occurs in September 2030.
Gryphon surface
construction is scheduled to be developed in parallel with shaft
sinking periods and to be completed at the time that underground
development commences. Gryphon road work and earthworks is
completed in November 2026. Physical systems, such as fuel,
firewater, and propane, are completed in September
2028.
Of concern is the
establishment of the site water treatment plant at Gryphon. This
facility is commissioned in November of 2028 and ready for the end
of shaft sinking activities.
As Gryphon ore will be
trucked via highway trucks, the extension of highway 512 will
coincide with the start of Gryphon construction and is completed in
September 2030.
Gryphon milestones are
summarized in Table 24-2 below.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
377
Table
24-2. Project Construction
Milestones - Gryphon
|
Milestone
|
Completion Date
|
|
Feasibility
Start
|
July 28,
2023
|
|
Feasibility
Complete
|
July 17,
2025
|
|
Surface Engineering
Complete
|
January 12,
2026
|
|
Mining Engineering
Complete
|
April 12,
2026
|
|
Mobilization to
Site
|
April 13,
2026
|
|
Blind Boring of
Production Shaft Complete
|
December 11,
2027
|
|
Production Shaft
Headframe and Surrounding Infrastructure Complete
|
May 28,
2028
|
|
Shaft Surface
Infrastructure Complete
|
November 27,
2028
|
|
Initiation of McClean
mill upgrade engineering followed by construction
|
January 1,
2029
|
|
Production Shaft
Equipping Complete
|
February 20,
2029
|
|
Blind Boring of
Ventilation Shaft Complete
|
March 9,
2029
|
|
Ventilation Shaft
Headframe and Surrounding Infrastructure Complete
|
June 7,
2029
|
|
Ventilation Shaft
Equipping Complete
|
September 3,
2029
|
|
McClean mill upgrades
complete
|
December
2031
|
|
Gryphon First
Production
|
September 17,
2030
|
24.3
Project Opportunities and Risks
During the completion of
the PFS, risk and opportunity assessments were completed for all
major areas of work including Phoenix mining and processing, site
infrastructure, Gryphon mining and surface infrastructure, McClean
Lake mineral processing, environmental and regulatory, capital and
operating costs, financial modelling, and market analysis, among
others.
Risk assessments were
completed by a combination of QPs, consulting engineers, and
Denison project personnel using a standardized scoring system.
Risks and opportunities were evaluated based on likelihood and
consequence/benefit to arrive at a quantitative score. The highest
ranked factors are classified as critical, meaning if the event
occurs, it could have a material impact on the project. Lower
ranked factors are classified as high, moderate, or low as the
quantitative score decreases.
Following the ranking,
action plans (opportunities) and mitigations plans (risks) were
identified and developed to address the item in future work. The
action and mitigation plans and associated budgets are incorporated
into the next steps in project development. A brief description of
some of the higher ranked opportunities and risks
follows.
24.3.1 Project
Opportunities
During the study, a total
of 32 opportunities were identified, with the majority of them
being material to the project (Figure 24-1). Action plans have been
established for all opportunities and are incorporated into future
project development budgets. A brief summary of the material
opportunities follows.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
378
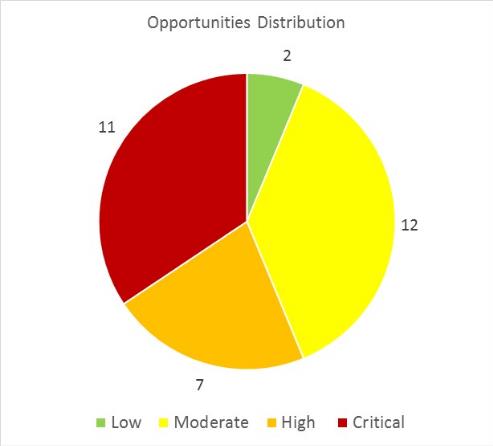
Figure
24-1. Project Opportunities
Ranking Distribution
|
|
1.
|
Increase in total Production at Phoenix: ISR
metallurgical testing achieved over 90% resource extraction with
testing halted prematurely while pregnant leaching solution
concentrations remained above 5 g/l. With economic cut-off grades
far below this level, there may be potential for additional
resource extraction above the 85% assumed in the PFS. In addition,
the current mineral resource estimate at Phoenix is based on a 0.8%
U3O8 cut-off grade based
on previously assumed conventional mining practices. Using an ISR
extraction method is significantly less costly and as a result, a
lower cut-off grade can be utilized. Furthermore, there are other
areas at Phoenix (Zone C, Zone D, mineralized zones between Zone A
and B) which are known to contain mineralization but have not been
drilled or quantified to a mineral resource level of confidence due
to the negligible impact these would have on an underground
conventional mining operation. However, this mineralization may
prove to be attractive under an ISR extraction technique.
|
|
|
2.
|
Phoenix production increase: The current production
plan is based on the assumption that 10 recovery wells will be
producing 10 g/L solution for an overall production level of 6 M
lbs/yr. Mineral processing test work has demonstrated solution
average grades of 12 g/L and grades as high as 27 g/L.
Additionally, there is a total of 94 recovery wells planned for the
Phoenix Zone A and Zone B mineral resources. Based on the above
information, should the solution grades be higher than the
assumptions used in this study, or if additional recovery wells are
operated, there is potential for production levels to increase
above the 6 M lbs/yr plan.
|
|
|
3.
|
Wellfield drilling: The project design assumed
contractor drilling of the wellfields using a reverse circulation
drill rig for all aspects of the well drilling and installation. In
the future, evaluation of owner supplied equipment and/or
utilization of multiple drill rigs for installation could
significantly reduce costs and schedule for wellfield
construction.
|
|
|
4.
|
Gryphon ore sorting: During the metallurgical
testing, it was determined that radiometric sorting of the ore may
be possible. This would significantly reduce the quantity of ore to
be transported to the mill for processing and would have material
reductions in transportation costs, milling costs, tailings storage
requirements, etc.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
379
|
|
5.
|
Processing Gryphon ores at Wheeler River: Due to
the mining sequence, the Phoenix ISR plant will be constructed and
operating well before Gryphon is developed. The current plan for
processing of Gryphon ores is to ship them to McClean Lake, which
requires significant capital and operating costs, including
construction of a 50 km extension of Highway 914, McClean Lake mill
upgrades, toll milling and tailings storage fees, mill operating
costs, etc. Future work will evaluate the construction of a front
end to the ISR mill (i.e. grinding and leach circuit) to process
Gryphon ores to reduce capital and operating costs.
|
|
|
6.
|
Rare earth metals: Both the Phoenix and Gryphon
deposits contain levels of rare earth elements. The PFS focused on
the production of uranium and did not consider recovery of other
valuable elements. However, from metallurgical test work, it is
known that rare earth metals may be recovered in the leaching
process. Future work will evaluate the recovery of other metals
from the pregnant leach solution.
|
|
|
7.
|
Gryphon sill development: Current ground support
designs in the ore sills require bolts and screen. Later in the
development design stage, shotcrete was included in the design for
radiological exposure reduction. In future project stages,
optimization of ground support will allow for elimination of ground
support duplication, saving significant time and money during sill
development phases.
|
|
|
8.
|
Phoenix freeze wall spacing: Currently, the
schedule allows for a total of 19 months to drill freeze holes at 5
m centres and to establish a 10 m freeze wall surrounding the
deposit. The critical path for production is estimated at 30
months. As freezing is not on the critical path for Phoenix
production, reduction of the capital costs by increasing freeze
hole spacing to 6 or 7 m (reducing the total meters of drilling)
and/or purchasing smaller freeze plants (requires longer time to
freeze) will enable material reductions in the capital costs.
|
24.3.2 Project
Risks
During the study, a total
of 66 risks were identified, with the majority of them being rated
as low to moderate level risks (Figure 24-2). Mitigation plans have
been established for all risks and are incorporated into future
project development budgets. A brief summary of the material risks
follows.

Figure
24-2. Project Risks Ranking
Distribution
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
380
1.
Regulatory approvals: The design assumes that federal and
provincial project approvals will be granted in certain time
periods and without major impact to the project. There is no
guarantee that such approvals will be received or that they will be
received in the time period assumed.
2.
Gryphon toll milling agreements: Processing of Gryphon ores would
require a toll milling agreement between the WRJV and the MLJV.
There is no guarantee that such an agreement will be completed or
that the terms of the agreement, toll milling capacities, and /or
associated fees would be at the levels assumed within this
PFS.
3.
Gryphon toll milling: Impact of future Cigar Lake grades on process
design. Data was requested from Denison on future production grades
from Cigar Lake, however Hatch was informed that this data was not
available. Lower grades (higher tonnage) may increase the type
and/or size of equipment required to process both feeds. However,
if lower grades do occur, additional costs may not solely rest with
Denison, as this would need to be reviewed according to the terms
of the existing Cigar Lake toll milling JV agreement. The quality
of future Cigar Lake feed grades will have a material impact on the
results of Hatch’s analysis.
4. Toll
milling: Test work has not yet been completed on comingled samples
(Cigar Lake ore and Wheeler River ore). There is potential for
impact on recovery (i.e. if a metallurgical interaction were to be
observed in comingled leaching, resulting in lower recovery),
capital costs (i.e. if an increased residence time were to be
required to maintain recovery in a comingled circuit, and in turn a
larger circuit is required), and operating costs (i.e. if higher
acid addition were to be required in a comingled circuit), among
others.
5.
Inability for mining solution to move through Phoenix deposit at
rates required: The PFS assumed the operation of ten recovery wells
(out of 94 total recovery wells) and solution grades of 10 g/L to
produce 6 Mlbs/yr. At these quantities, total solution to be
recovery would be 500 L/min out of the wellfield. In order to
produce this quantity of solution, the orebody must possess a
certain level of permeability. While hydrogeological testing to
date indicates that the required permeability is within the range
of field test results, there is potential for the overall
permeability to be less than current field test results. Should
this risk occur, operation of additional wellfields or higher-grade
solutions would be required in order to meet annual production
targets.
6.
Gryphon toll milling: The current McClean Lake operating license
from the Canadian Nuclear Safety Commission (CNSC) is valid to
2027. The current approval to operate from the Saskatchewan
Ministry of the Environment is valid until 2023. There is a risk
that McClean Lake may not receive or may be delayed in receiving
future licenses, permits, and approvals, which would impact the
ability to process Wheeler River ore at McClean Lake.
|
|
7.
|
Gryphon toll milling: The McClean Lake mill is an
operating facility. Completing the required modifications to
process Wheeler River materials will require detailed execution
planning and construction planning. Construction may need to occur
over multiple years in order to utilize planned mill shutdowns to
complete tie-ins and other critical tasks. As a result, there is a
potential risk to project schedule and cost if execution planning
is not carefully completed and managed.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
381
|
|
8.
|
Gryphon blind boring: The main production shaft
requires a high degree of accuracy in terms of verticality to
ensure conveyances are able to travel through the shaft.
Application of traditional blind boring technology may not be able
to produce a vertical shaft within specifications. In order to
ensure verticality, a pilot hole or other measures may be required
to guide the blind boring to the end target.
|
|
|
9.
|
Underestimation of capital costs: Wheeler River is
exposed to the same risks of capital cost increases as any major
mining project. While best practices have been utilized to reduce
this risk and deliver accurate cost estimates, there is no
guarantee that actual capital costs may be within this range.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
382
|
|
25
|
Interpretations and Conclusions
|
25.1
General Conclusions
In December 2017 Denison
retained several engineering consulting organizations to complete a
prefeasibility study for the Wheeler River project, which includes
the Phoenix and Gryphon orebodies.
This technical report
provides a summary of the results and findings from assessments of
geological modelling, hydrogeology, rock mechanics, mineral
processing and alternatives, infrastructure design, underground
mine design, environmental management and permitting, capital and
operating cost estimates, and project economic analysis. The level
of detail in the investigations of each of these sections is
suitably defined to be consistent with what is normally expected
from a prefeasibility study of this nature.
The results of the PFS
indicate that the Wheeler River project has positive economic
conditions under the base case assumptions considered (Section 22).
The results should be considered reliable to guide further decision
making by Denison on future next steps in the development of the
project. This would normally be a definitive feasibility
study.
25.2
Geology and Mineral Resources
The Phoenix mineral
resource consists of two separate lenses known as Zone A and Zone B
located at the Athabasca unconformity approximately 400 m below
surface within a 1.1 km long, northeast trending mineralized
corridor. Both lenses contain a higher-grade core within a lower
grade mineralized envelope and extend along the unconformity
roughly overlying the northeast trending WS basement fault. Some
mineralization also occurs on the northwest side of the WS Fault
but commonly at a slightly lower elevation.
Mineral resources for
Phoenix, based on 196 diamond drill holes totalling 89,835 m, were
estimated by RPA at a cut-off grade of 0.8% U3O8. On a 100% basis,
Indicated Resources total 166,000 t at 19.1% U3O8 containing 70.2
million lb U3O8. Inferred Resources
total 9,000 t at 5.8% U3O8 containing
1.1 million lb U3O8.
The Gryphon deposit is
located three kilometres northwest of Phoenix. The Gryphon uranium
deposit occurs within southeasterly dipping crystalline basement
rocks of the Wollaston Supergroup below the regional sub-Athabasca
Basin unconformity. The deposit is located from 520 m to 850 m
below surface and has an overall strike length of 610 m, dip length
of 390 m and varies in thickness between two metres and 70 m,
depending on the number of mineralized lenses present. The
mineralized lenses are controlled by reverse fault structures which
are largely conformable to the basement stratigraphy and dominant
foliation. The A, B and C series of lenses comprise stacked,
parallel lenses which plunge to the northeast along the G-Fault,
which occurs between hangingwall graphite-rich pelitic gneisses and
a more competent pegmatite-dominated footwall. A ubiquitous zone of
silicification, the Quartz Pegmatite Assemblage, straddles the
G-Fault, and the A, B and C series of lenses occur in the
hangingwall of, within, and in the footwall of the Quartz-Pegmatite
Assemblage respectively. The D series lenses occur within the
pegmatite-dominated footwall along a secondary fault zone, the
Basal Fault, or within extensional relay faults which link to the
G-Fault. The E series lenses occur along the GFault, up-dip and
along strike to the northeast of the A and B series lenses, within
the upper basement or at the sub-Athabasca unconformity.
Mineralization within the Gryphon deposit lenses is dominated by
massive, semi-massive or fracture-hosted uraninite associated with
an alteration assemblage comprising hematite, dravitic tourmaline,
illite, chlorite and kaolinite. Secondary uranium minerals,
including uranophane and carnotite, and sulphides are trace in
quantity.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
383
Current mineral resources
for Gryphon, based on 214 diamond drill holes totalling 120,351 m,
were estimated by RPA at a cut-off grade of 0.2% U3O8. On a 100% basis,
indicated mineral resources total 1,643,000 t at 1.7% U3O8 containing 61.9
million lb U3O8. Inferred mineral
resources total 73,000 t at 1.2% U3O8 containing 1.9
million lb U3O8. The Gryphon deposit
is a growing, high-grade uranium deposit that belongs to a select
group of large basement-hosted uranium deposits in the eastern
Athabasca Basin, which includes Eagle Point mine and Millennium
deposit, and Rio Tinto's Roughrider deposit. The Gryphon deposit
remains open in numerous areas with significant potential for
future resource growth. Priority target areas include: (1) Along
strike to the northeast of the E series lenses, where both
unconformity and basement potential exists; (2) Down plunge of the
A and B series lenses; (3) Along strike to the northeast and
southwest of the D series lenses; and (4) Within the currently
defined D series lenses, where additional high-grade shoots may
exist.
CIM Definitions (2014)
were followed for classification of mineral resources, and in
RPA’s opinion, the estimation methodology is consistent with
standard industry practice and the Wheeler River property mineral
resource estimate is considered to be reasonable and
acceptable.
25.3
Hydrogeology
Hydrogeological conditions
at the Wheeler River deposits were assessed during drilling
programs in 2015 through 2018. Data from the hydraulic testing,
pressure transducer systems, water levels surveys, water chemistry,
and lab testing of core samples were combined with geological
modelling and structural interpretation to build an understanding
of the hydrogeological system at both the Phoenix and Gryphon
deposits.
Phoenix
The hydrogeological system
surrounding the Phoenix deposit has been assessed as it pertains to
the proposed ISR mining option. The mine design, with the
encapsulating freeze zone and underlying basement formations
provide a controlled groundwater system that will greatly simplify
control of ISR fluids due to the hydraulic containment.
Additionally, operational and closure monitoring will be
simplified.
Within the ISR volume,
testing to date, although limited, indicates that fluid flow
through the mineralised portion is expected to be viable at rates
required for designed production. Additional work on in-situ
testing is planned to augment the current in-situ hydraulic tests,
which were designed for more conventional design evaluation, and
core testing. This ISR specific testing will be carried out as part
of the Feasibility level program.
Gryphon
The Gryphon deposit has an
extensive data set for a deposit of this depth at Pre-Feasibility
level of study, with data covering the overlying Athabasca
formations, the regional unconformity, and the basement complex.
This data was used to model potential inflows to the basement
hosted deposit and underground workings, with results comparing
very closely to similar mines in the Athabasca Basin. Additional
test work will be carried out during Feasibility level programs but
aimed more at confirmatory testing of specific structural targets
and areas related to specific mine design aspects.
Potential for inflow from
the overlying unconformity and Athabasca formations was assessed
both numerically and benchmarked against other mines in the Basin.
Based on the low hydraulic conductivity of the unconformity in all
tests to date at Gryphon and lack of identified connection between
the unconformity and the mining zones, this geological feature does
not appear to present the same risk at some other Basin locations.
Inflow control and risk mitigation from the overlying sedimentary
units is considered to be feasible through mine design (avoidance
of thin crown pillar) and mining practice (assessment and
mitigation through probe and grout) in potential areas of suspected
steep angle structure, etc.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
384
High inflow events, if
they were to occur, were not numerically modelled, but have been
based on design and operational criteria from other mines in the
Basin.
25.4
Geotechnical
Rock mass quality throughout
the Gryphon deposit typically ranges from predominantly
“FAIR” to
“GOOD” using
established rock mass classification terminology (RMR and
Q-Systems). Within
the Basement units the intact
rock strength can vary between R0 (very weak) to R5 (very
strong).
‘Typical’ fresh
basement is classified as strong rock (R3, 50-100 MPa). A standard
ground support pattern of bolts and screen has been designed to
control rock movement during operations. However, during operations
there are likely to be localized areas that may have deteriorated
ground conditions and may require additional ground
support.
Recent hydrogeological
assessment completed by SRK indicates relatively low hydraulic
conductivity rock mass conditions within the basement units at
Gryphon. For geotechnical engineering purposes the rock masses have
been considered wet but dewatered (i.e. not subject to significant
water pressure or flows). In the event that local water control
grout campaigns may be required, rock discontinuities generally
appear amenable to cementitious grout injection.
The upper portion of the
mining is located ~25 m below the unconformity and below the paleo
weathering profile. However, it is recommended to complete this and
other high risk development under probe and grout cover
programs.
The PFS mine plan proposes
two underground mining methods, longitudinal and transverse long
hole stoping with cemented rock backfill (CRF). A 15 m level
spacing is proposed with longitudinal stopes averaging 5.9 m wide,
17 m along strike. Stope dimensions were analyzed using the
empirical open stope design methodology known as Mathews-Potvin or
the Stability Graph Method (Hutchinson & Diederichs 1996).
Application of the method indicates the deposit is amenable to the
planned longitudinal and transverse long hole stoping.
25.5
Phoenix Mining
ISR recovery of the
Phoenix orebody has been shown to be an economically attractive and
physically viable alternative for the extraction of this
resource.
The technology employed in
the wellfield drilling is well understood and is in place in
numerous jurisdictions globally where it has been shown to operate
successfully. The permeability modelling has shown that even under
conservative assumptions the orebody is amenable to insitu
conditions required for ISR operations.
Testing to date, although
limited, indicates that fluid flow through the mineralised portion
is expected to be viable at rates required for designed production.
Additional work on in-situ testing is planned to augment the
current in-situ hydraulic tests, which were designed for more
conventional design evaluation, and core testing. This ISR specific
testing will be carried out as part of the Feasibility level
program.
In the absence of the
required impermeable lithological unit above the orebody horizon,
the ground freezing design is a practical risk mitigation approach
that will keep the orebody isolated from the regional groundwater
which will serve to maximize product recovery, minimize dilution
and eliminate environmental impacts.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
385
It is expected that the
planning and implementation of operations will benefit directly
from the existing operational practices in place at other sites,
suitably modified and factored for the extremely high grades
present at Phoenix.
25.6
Gryphon Mining
Based upon the information
currently available, ground conditions in the mine are, in general,
anticipated to be reasonable. The main geotechnical risks for the
project is related to mining near the unconformity; hence the
permanent 25 metre crown pillar and the presence of faults which
may intersect the area. The faults will affect access development,
requiring appropriate ground control measures to be implemented.
There are also certain areas of the hanging and footwall with
unfavourable stope wall conditions that may lead to localised,
increased waste dilution and/or ore loss.
The preliminary
hydrological assessment indicated initial water inflows of 258
m3/hr (58 m3/hr from process water and 200 m3/hr from groundwater)
for the underground mine. If higher rates are encountered, there
may be adverse impacts on the mine production schedule,
particularly the lateral development advance rates. The dewatering
system will be designed to handle emergency inflows of 1,650 m3/hr
(anticipated inflows through unconformity plus 10% extra) for the
underground mine. If higher rates are encountered, the designed
dewatering system may not be sufficient, and the mine may be forced
to be abandoned until the inflows can be controlled.
The current ventilation
design is based upon local legislation and comparative case study
identification. If the proposed ventilation system becomes
insufficient due to recommendations from Arcadis (pending), or
changes in regulations, the ability to expand the volume of air
reporting underground is limited.
The lateral development
advance rates used in the PFS are in accordance with good industry
standards, but there is a risk that these are not consistently
achieved in practice if the hydrology or geo-mechanical assumptions
are understated. In particular, the timely excavation of the
declines and level access development in the early stages of mine
development is critical to attaining the ore production
schedule.
25.7
Phoenix Mineral Processing
There are limited options
for validating the successful operation of an ISR operation at this
level of project definition. Denison Mines retained the services of
knowledgeable uranium ISR development service providers in the U.S.
Specific metallurgical tests, namely an agitation (bottle roll) and
a column leach test were performed with high grade core material
collected from the Phoenix deposit.
Metallurgical test results
from both the agitation and column leach tests indicate that over
90% of the uranium resources can be extracted. Testing also
highlighted the possibility of cumulative buildup of contaminants
in the uranium bearing solution with detrimental effect on the
direct uranium precipitation process. An iron removal step was
introduced and tested with success eliminating the accumulation of
dissolved iron and other impurities in the lixiviant enabling the
production of a high-quality uranium product. The uranium recovery
process, simple in nature, consists of adjusting the pH, adding
hydrogen peroxide and re-fortifying the BLS for re-injection in the
wellfield. The overall uranium recovery rate has been estimated at
98.5% and most losses reporting to the iron removal waste
stream.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
386
Demonstrating the ability
to restore the groundwater to pre-mining quality is critical to the
planning of an ISR mining option. Preliminary test work completed
after the column leach test indicates neutralization of the ground
after low pH mining can be completed. Results indicate the
concentration of some elements does exceed pre-mining baseline
levels but over 60% of the elements monitored were below baseline
levels. Additional testing and optimization is required to improve
restoration performance and modelling of post mining ground water
quality and potential environmental impacts. Groundwater
restoration activity will necessitate the use of reverse osmosis as
a water treatment process. The permeate will be re-injected in the
ground and the concentrate stream evaporated. Salts will be
collected in tote bags and de-ionized water combined with the
permeate stream generating no effluent to be disposed
of.
|
|
25.8
|
Gryphon Mineral Processing
|
The results of the
metallurgical test work program indicate that the Gryphon deposit
is amenable to recovery utilizing the existing McClean Lake mill
flowsheet. Moreover, Gryphon is amenable for processing at similar
conditions to those currently used in the McClean Lake mill.
Overall process recovery based on metallurgical test work to date
has been estimated at 98.4% (co-processed with Cigar Lake ore).
Gryphon production levels align well with known available capacity
in the McClean Lake mill. Production scenarios do not exceed the
McClean Lake mill’s currently licenced capacity of 24 Mlbs/a
U3O8 production. Gryphon
ore be processed in conjunction with Cigar Lake Phase 2 production.
Cigar Lake Phase 2 production, which is not fully defined, is
assumed to be 15 Mlbs/a U3O8, allowing for
Gryphon ore processing at 9 Mlbs/a U3O8.
Processing the Gryphon
deposit will require modifications to the McClean Lake mill. These
modifications include: expansion of the leaching circuit, the
addition of a filtration system to complement the Counter Current
Decantation (CCD) circuit capacity, the installation of an
additional tailings thickener, and expansion of the acid plant.
Upgrades are also required throughout the mill to permit production
at the full 24 Mlbs/a U3O8 licenced capacity.
Total capital costs for Gryphon modifications are $101.7M CAD,
excluding Owners’ costs. The operating cost for Gryphon
co-milling is estimated to be $5.71/lb U3O8.
|
|
25.9
|
Environment
|
The project will be
required to complete a joint environmental assessment in accordance
with provincial and federal legislation. This process will require
approximately 24 to 36 months following the approval of a project
description. A thorough, comprehensive environmental database has
been collected to support the anticipated environmental
assessment.
Based on the existing
understanding of the proposed project, there are no environmental
fatal flaws identified and there is no reason to assume the project
could not successfully complete an environmental assessment which
could be acceptable to the federal and provincial regulatory
regimes and the project’s stakeholders.
|
|
25.10
|
Social Considerations and Stakeholder Engagement
|
Denison initiated a
thorough Stakeholder Engagement Management Plan in 2016. This plan
was developed in accordance with provincial, federal and
international guidance. Since its initiation over 20 face-to-face
meetings have taken place between Denison and stakeholder
communities, First Nations and Metis leadership, community economic
development representatives and community residents. These
engagements have allowed for the inclusion of Traditional knowledge
into the design of the environmental baseline programs as well as
portions of the engineering designs presented within this technical
report.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
387
|
|
26
|
Recommendations
|
A review of each of the
areas of the PFS has produced the following suite of
recommendations for future work programs to further develop the
design base and to address the project risk factors and realize
identified opportunities.
This report section
summarizes all these principal recommendations that have arisen
from the PFS. Where possible costs have been included, in the
exceptions to this the costs have been included in the capital
and/or operating cost estimates for the project.
|
|
26.1
|
Phoenix
|
|
|
26.1.1
|
Mine Hydrogeological
|
Sufficient data is
available for assessment of the overlying Athabasca formations and
basement outside of the proposed freeze envelope, so any additional
testing would be to evaluate structure that could impact
operational and closure flow systems in the surrounding rock mass.
This would entail additional packer based hydraulic testing and
groundwater sampling targeting structure where
possible.
Within the frozen shell
and orebody, small scale (short test zone) tests in the sandstone
and orebody itself should be carried out, with the objectives of
determining:
|
|
●
|
Small scale hydraulic parameters (hydraulic
conductivity, storability, and connectivity) of the rock and
orebody.
|
|
|
●
|
Cross hole testing from test screens within the
orebody to simulate lixiviant flow between wells. These tests
should target zones ranging from high fracture frequency to the
more competent ore to compare fluid flow across different portion
of the orebody. Testing should also target different grade portions
to work in with evaluation of ISR production rates.
|
|
|
●
|
Installation of additional VWP transducer strings
should proceed any cross-hole tests to allow for pressure response
monitoring around and within the orebody.
|
Additional lab work to
test for “chemical erosion” of fractures within the ore
should be carried out if feasible. This effect would have
significant impact on lixiviant flow through the orebody as
lixiviant flow would increase with time and would be a major
difference on hydraulic flow within the high-grade Phoenix deposit
compared to low-grade uranium deposits currently in
production.
|
|
26.1.2
|
Ground Freezing
|
The geometry and well
spacing of the freeze curtain design could be optimized with a view
to reducing the number of required wells. Careful review of the
project schedule should be compared to the varying lead times to
achieve freeze thicknesses against available schedule
time.
|
|
26.1.3
|
Metallurgical Testing
|
It is recommended to
simulate the planned ISR operation in a large-scale setting. Using
a pipe diameter of a minimum of 6” and a length similar to
the expected well spacing in the field, ground rock would be packed
within the pipe. The material particle size distribution and
packing methodology would a close approximation of appropriate in
situ permeability value.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
388
Lixiviant would be pumped
through the pipeline on a continuous basis. The solution would be
subjected to ISR recovery processes as defined during the PFS
metallurgical testing programs. The pilot plant installation would
remove iron and other metals prior to the uranium direct
precipitation step. Yellowcake product would be characterized and
accumulated over time. The BLS stream would be re-fortified and
re-injected in the pipeline.
Once the uranium resource
has been successfully extracted from the material, ground
restoration activities would be initiated. It would consist of
completing ground water sweeps, forced neutralization and periods
of soaking. The lixiviant displaced by the groundwater would be
recovered until uranium concentration is deemed sufficiently
dilute. The water exiting the pipeline would feed an RO unit where
permeate water re-used as part of the restoration process and
concentrate stream would be characterized.
|
|
26.1.4
|
Uranium Recovery and Processing
|
During feasibility there
are opportunities to consider the capture additional rare earth
elements that were not quantified during the PFS, this could have
the impact of improving revenue and project economics.
Bench testing has
indicated that the possibility exists of higher uranium solution
concentration levels above the 10 g/L assumed in the PFS.
During the feasibility study attention should be paid to the
capacity of the plant to be able to potentially produce at a higher
level should concentrations be higher than expected without having
to reduce flowrates, effectively increasing overall uranium
production levels.
The possibility of
processing Gryphon ore at the Phoenix ISR plant should be examined
as the costs for modifications to the McClean Lake mill are
material and operating and transportation costs are also
significant. A front-end leaching circuit would be required, and
would be evaluated against the cost of the base case currently
included in the PFS.
|
|
26.2
|
Gryphon
|
|
|
26.2.1
|
Mine Geotechnical
|
The following points
summarize the requirements and recommendations for further
advancement of the project in subsequent project
stages.
|
|
●
|
Review core logging and data collection procedures.
Recommend two data collection systems, RMR76 or RMR89 and Q. A
geotechnical database quality control review should be completed to
ensure a quality assured design data set moving forward. Continue
to collect point load test data to expand the intact rock strength
data set.
|
|
|
●
|
To advance the project through to feasibility level
additional drilling is recommended. Holes that target the highest
grade and widest lenses of economic ore is preferred. The
conditions are likely to represent the poorer conditions and in a
mine block that is at the heart of the mines production.
|
|
|
●
|
Additional laboratory testing is recommended to
confirm intact properties which will result in more accurate
assessments of both intact and rock mass properties, and
subsequently more accurate analysis and numerical simulations. Test
work should focus on altered basement in the HW and ore zone of
economic mineralization. Testing should also include some direct
shear testing of representative discontinuities from drill core to
aid in defining rock mass strength properties.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
389
|
|
●
|
Develop a series of geotechnical models to support
more detailed underground mine design. Such models will allow the
development of a higher confidence overall geotechnical domain
model.
|
|
|
-
|
3D clay alteration models, by intensity.
|
|
|
-
|
3D RQD models. This will be useful in defining the
spatial representation of the various rock mass classes and
assessing HW stability and HW over break limits. It will also be
used to develop the 3D geotechnical domain model.
|
|
|
-
|
3D RMR and intact rock strength models when more
data becomes available. These will serve, along with the RQD model,
to fully define the approximate boundaries of the 3D geotechnical
domains to provide location specific stope stability assessments
and a more accurate numerical model.
|
26.2.2 Mine
Hydrogeological
Feasibility
hydrogeological testing at Gryphon should target structural
features (E-W sub vertical features) that have not been well tested
by current drilling due to drill orientation bias. This work would
be to determine what level of risk these structures could impose as
high inflow features as they would continue down into the basement
and through the underground development. Planned probe and grout
should be feasible to reduce risk in development areas, but
occurrence in open stoping where mitigation would be more difficult
should be assessed.
If these features are
found to be more transmissive and penetrate the basement within the
mine envelope, a series of cross hole pumping tests would be
recommended.
26.2.3 Mining
The following points are
the recommendations for future work on the Gryphon underground
design in subsequent studies, these are purposefully described as
specific recommendations, with specific actions
accordingly.
|
|
●
|
Investigate opportunities to recover additional
resource material via more selective mining methods, varying
cut-off grades appropriately, in addition to planned longhole
stopes;
|
|
|
●
|
Investigate opportunities to reduce time to
production by adopting top down mining or cut and fill in the upper
areas of the mine;
|
|
|
●
|
Review options to create additional mining fronts
(increased equipment, manpower, ventilation, etc.) to recover
tonnes as quickly as possible, and to stockpile at mill, shorten
the mine life, but with deferred revenues; additionally, also
review options to create additional mining fronts to mine
“selectively” while maintaining the target production
rates. This could potentially provide high-grade initial tonnes but
reduce overall recovery with additional sill pillars;
|
|
|
●
|
Evaluate the opportunity to eliminate services in
the ventilation shaft, other than secondary egress. Services
include backfill lines, fibre optics, and redundant dewatering
lines. Currently the proposed secondary egress utilizes fixed
guides. Without services in the shaft there is a better potential
to utilized rope guides, which will reduce capital costs and LOM
operating costs;
|
|
|
●
|
Further review the potential to optimize the
delivery of shotcrete to the underground operations, via slickline
or borehole;
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
390
|
|
●
|
Since the greatest risk to encountering major
inflows of water is during the initial off-shaft development, i.e.
closest to unconformity, further evaluate the opportunity to
install dewatering system earlier in the mine life via borehole
pumps or at shaft bottom should be evaluated. This would allow the
entire dewatering system to be readily available prior to initial
off-shaft development;
|
|
|
●
|
Review ultimate depth of shaft(s) and the potential
to decrease ramp up time to full production, reduced trucking vs
increase shaft cost, and limitations of blind boring; and
|
|
|
●
|
Review opportunities to decrease ore development
costs including: extend heights of sub-levels, eliminate
duplication of ground support in ore headings with both shotcrete
and bolting requirements, or reducing size of drifts with jumbo
slash recovery as stopes are mined.
|
26.2.4 Metallurgical
Testing
To further validate the
performance of processing Wheeler River ores at the McClean Lake
mill, it is recommended that further test work be conducted in the
next study phase. Additional test work is recommended for all
process circuits to provide further metallurgical characterization
of the ore and provide definition to support detailed engineering
design. This test work should include:
|
|
●
|
Comingled leach tests using Wheeler and Cigar Lake
ores.
|
|
|
●
|
Comingled settling and filtration tests using
Wheeler and Cigar Lake ores.
|
|
|
●
|
Tailings aging test work and evaluation of
stability in TMF.
|
|
|
●
|
Variability comminution test work.
|
|
|
●
|
Gryphon ore bulk material property test work and
size distribution.
|
|
|
●
|
Additional variability testing is recommended on
both Phoenix and Gryphon ores to further explore any variation in
processing response throughout the extremes of the deposit. It is
recommended that testing be completed on unique samples from each
lithological group, and well as non-composited samples from the
high and low-grade extremes of the deposits.
|
|
|
●
|
Due to the high clay content in Gryphon ores,
rheology testing is recommended to support agitation and pumping
design.
|
|
|
●
|
Final neutralization tests should be repeated with
higher reagent addition to demonstrate regulatory limit radium
removal.
|
For the processing scope
outlined in Section 17, Hatch recommends a budget of $1.5M to
complete metallurgical test work to the end of a feasibility
study.
26.2.5 Metallurgical Design
and Implementation
The following items are
recommended for future work in a feasibility study:
|
|
●
|
Detailed review and study of the existing calciner
to confirm it is capable of 24 Mlbs/a U3O8 production. This
would include a review of the current ADU product feed to the
calciner (including element and moisture content), physical design
loading considerations, and a review of the associated off-gas
system.
|
|
|
●
|
Minor element deportment and water balance
assessment and confirmation that there are no impacts on the
existing Water Treatment Plant (WTP).
|
|
|
●
|
A detailed execution plan and construction schedule
should be completed for the project. This will improve confidence
in schedule and installation costs given the brownfield nature of
the mill.
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
391
|
|
●
|
For the processing scope outlined in Section 17
(Recovery Methods), Hatch recommends a budget of $3.5M to complete
engineering design to the end of a feasibility study.
|
26.3
Environmental, Regulatory and Community Relations
Continuation of the
collection of environmental data throughout the next phases of
engineering is recommended to increase the already robust
understanding of the baseline conditions of the project and its
immediate and regional environment.
Continued engagement with
the existing stakeholders throughout the advancement of the project
is recommended. This continued engagement will allow for the
integration of additional Traditional knowledge, as it becomes
available, into the engineering designs of the project as they are
advanced to the next level.
26.4
Recommendations Cost Summary
Table 26-1 summarizes the
expected costs to address the assembled collection of
recommendations for the Wheeler EA and for Phoenix feasibility
study. Table 26-2 summarizes the recommended work for the
development of the Gryphon deposit. These costs have been included
in the capital and/or operating costs of the project as presented
in this report.
Table
26-1: EA and Phoenix Future Work
Cost Estimates
|
Environmental Assessment and Field Work / Test
Work
|
|
|
Environmental
Assessment and Project Description
|
$ 2,000,000
|
|
Hydrogeological
Testing
|
$ 500,000
|
|
Freeze Cap
Evaluation
|
$ 1,500,000
|
|
ISR Pilot
Plant
|
$ 1,000,000
|
|
Subtotal Field Work/Test
Work
|
$ 5,000,000
|
|
Phoenix Feasibility Study
|
|
|
Geological
Modelling
|
$ 150,000
|
|
Hydrogeological
Modelling
|
$ 150,000
|
|
Freeze Cap
Modelling
|
$ 150,000
|
|
Well Field
Design
|
$ 250,000
|
|
ISR Plant
Design
|
$ 1,500,000
|
|
Surface Infrastructure
Design
|
$ 1,250,000
|
|
Class 3 Cost
Estimation
|
$ 1,000,000
|
|
Execution
Plan
|
$ 250,000
|
|
Manage/Assemble
Feasibility Study
|
$ 575,000
|
|
Subtotal Feasibility Study
|
$ 5,275,000
|
|
Phoenix Total
|
$ 10,275,000
|
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
392
Table
26-2: Gryphon Future Work Cost
Estimates
|
Field Work / Test Work
|
|
|
Additional Shaft Test
Holes
|
$ 300,000
|
|
Geotechnical and
Hydrogeological Drilling
|
$ 200,000
|
|
Metallurgical Test
Work
|
$ 1,500,000
|
|
Subtotal Field Work/Test
Work
|
$ 2,000,000
|
|
Feasibility Study
|
|
|
Geological
Modelling
|
$ 150,000
|
|
Geotechnical
Modelling
|
$ 150,000
|
|
Hydrogeological
Modelling
|
$ 150,000
|
|
Shaft
Design
|
$ 950,000
|
|
Mine
Design
|
$ 550,000
|
|
Underground
Infrastructure Design
|
$ 750,000
|
|
Processing Plan Upgrade
Design
|
$ 750,000
|
|
Surface Infrastructure
Design
|
$ 500,000
|
|
Class 3 Cost
Estimation
|
$ 1,000,000
|
|
Execution
Plan
|
$ 250,000
|
|
Mineral Processing
Feasibility study
|
$ 3,500,000
|
|
Manage/Assemble
Feasibility Study
|
$ 575,000
|
|
Subtotal Feasibility Study
|
$ 9,275,000
|
|
Gryphon Total
|
$ 11,275,000
|
|
Wheeler River Grand Total
|
$ 21,550,000
|
|
|
27
|
References
|
Acid plant expansion
Engcomp cost estimate 2011 252ML Excel Sheet.
Agnerian, H., and W. E.
Roscoe. 2002. The Contour Method of Estimating Mineral Resources.
CIM Bulletin, v. 95, pp. 100-107.
Arcadis. 2018. Phoenix ISR
Screening. Report Arcadis. July 2018.
Arcadis. 2018. Gryphon
Radiation Modelling. Report Arcadis. September 2018.
Areva. 1996. McClean Lake
1996 Original Equipment List with Design Criteria. Revision 1.
March 1996.
Areva. 2007. McClean Lake
Operation Monthly Operations Report December, 2006. Areva Resources
Canada. January 2007.
Areva. 2010. JEB Mill
Upgrade Mill Area Site Plan General Arrangement. Revision L.
Document No. ML-301-C-110. December 2010.
Areva. 2010. McClean
Operations Report December, 2009. Areva Resources Canada. January
2010.
Areva. 2010. Order of
Magnitude Pricing in Canadian Dollars JEB Mill Acid Plant
Expansion. Areva Resources Canada. December 2010.
Areva. 2011. JEB Mill
Upgrade: Pre-feasibility Study. Volume 1 . Increase Production
Capacity to 22 Mlbs Yellowcake (U3O8) Per Year. Areva Resources
Canada. Document No. 265ML-RP-Z-001. July 2011.
Areva. 2011. McClean Lake
JEB Mill Upgrade. Equipment. Areva Resources Canada. Document No.
265ML-LS-J-001. Revision J. July 2011.
Areva. 2013. JEB Mill
Upgrade Design Manual. Areva Resources Canada. Document No.
265ML-DC-Z-001. Revision D. March 2013.
Areva. 2015. CX
Centrifuge/Dryer/Scrubber Upgrader. Areva Resources Canada.
Financial Report. October 2015.
Areva. 2015. McClean Lake
Site Overall Switching Simplified Single Line Diagram. Project No.
279WL. Drawing No. ML120-P-164. Areva Resources Canada. Revision 4.
October 2015.
Areva. 2015. 265ML JEB
Mill Upgrade - Denison Review. Areva Resources Canada. Document
No., 265ML-A-001, Mass Balance. Revision H. August
2015.
Areva. 2015. 265ML JEB
Mill Upgrade. Areva Resources Canada. Document No., 265ML-A-001,
Mass Balance. Revision H. August 2015.
Areva. 2015. 265ML JEB
Mill Upgrade Acid Plant Construction Scope. Areva Resources Canada.
Revision F. August 2015.
Areva. 2016.McClean Lake
JEB Mill Upgrade Process Flow Diagram. Project No.
265ML.
Areva. 2017. McClean Lake
Joint Venture Month End Financial Report for the Period Ended
December 31 2017. Report. Orano Energy Company.
Areva. 2018. McClean
Operations Monthly Report. Report. AREVA Resources Canada Inc.
January 2018.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
393
Bosman, S.A., and J.
Korness. 2007. Building Athabasca Stratigraphy, Revising,
Redefining, and Repositioning. in Summary of Investigations, Volume
2, Saskatchewan Geological Survey, Saskatchewan Ministry of Energy
and Resources, Miscellaneous Report 2007-4.2, CD-ROM, Paper A-8, 29
p.
BSI. 2016. Certificate of
Registration. Quality Management System - ISO 9001:2008.
Certification No. FS 642795. British Standards Institution. May
2016.
CEAA. 2012. Canadian
Environmental Assessment Act. Amended in 2012.
Cameco. 2012a. McArthur
River Operation - Northern Saskatchewan, Canada Technical Report.
Technical report. Cameco Corporation. August 31, 2012.
Cameco. 2016. Cigar Lake
Operation Northern Saskatchewan, Canada. National Instrument 43-101
Technical Report. Cameco Corporation. March 2016.
Cameco Corporation.
www.cameco.com/businesses/uranium-perations/suspended/mcarthur-river-key-lake.
Press Release. Cameco corporation. November 8, 2017.
Campbell, J.E. 2007.
Quaternary Geology of the Eastern Athabasca Basin, Saskatchewan in
Jefferson, C.W. and Delaney, G. eds., EXTECH IV: Geology and
Uranium Exploration Technology of the Proterozoic Athabasca Basin,
Saskatchewan and Alberta, Geological Survey of Canada Bulletin 588,
pp. 211-228.
Card, C.D., D. Pana, P.
Portella, D.J. Thomas, and I.R. Annelsey. 2007. Basement Rocks of
the Athabasca Basin, Saskatchewan and Alberta in Jefferson, C.W.
and Delaney, G. eds., EXTECH IV: Geology and Uranium Exploration
Technology of the Proterozoic Athabasca Basin, Saskatchewan and
Alberta, Geological Survey of Canada Bulletin 588, pp.
69-87.
CNSC. 2014. McClean Lake
Operation License Conditions Handbook, Revision 2. Canadian Nuclear
Safety Commission. April 25, 2014.
CNSC. 2017. McClean Lake
Operation. Licence Conditions Handbook. Canadian Nuclear Safety
Commission. McClean Lake Operation Uranium Mine Operating Licence
File No.: 2.04 ML-A. Revision 4. October 2017.
CNSC. 2017. Uranium Mine
Operating Licence Areva Resources Canada Inc. McClean Lake
Operation. Licence No.: UMOL-MINEMILL-McCLEAN.01/2027.
Dahlkamp, F.J., and B.
Tan. 1977. Geology and Mineralogy of the Key Lake U-Ni Deposits,
Northern Saskatchewan, Canada in Jones, M.J. eds., Geology, Mining,
and Extractive Processing of Uranium: Institute of Mining and
Metallurgy, London, pp. 145-157.
Denison. 2015. Phoenix
Deposits and Gryphon Zone Geology Overview. Presentation. Denison
Mines Inc. January 30, 2015.
Denison. 2017. Gryphon
Deposit Metallurgical Sample Selection. Technical Report. Denison
Mines Corporation. July 2017.
Denison. 2018. Mining and
Processing Update Memo. Memorandum. Denison Mines Corporation.
January 2018.
Denison. 2018. SRC
Metallurgical Testing Summary Report. Report. Denison Mines
Corporation. May 2018.
Denison. 2018. Gryphon
Assays Sag Ball Mill Bond WI Determination Test Raw Data. Denison
Mines Corporation. March 2018.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
394
Earle, S., and V. Sopuck.
1989. Regional Lithogeochemistry of the Eastern Part of the
Athabasca Basin Uranium Province in Uranium Resources and Geology
of North America, International Atomic Energy Agency-TecDoc-500,
pp. 263-296.
ENGCOMP. Wheeler River
Project Mining and Site Infrastructure Pre-Feasibility Study.
Estimating & Scheduling Plan. Denison Mines. Project No.
1470-G-EP-001. Revision 0.
Grimstad, E., Barton, N.
and Loset, F. 1993. Rock Mass Classification and NMT Support Design
Using a New Q-system Chard. World Tunnelling, September
1993.
In situ leach Uranium
Mining: An overview of operations. IAEA Nuclear energy series No.
NF-T-1.4 International Atomic Energy Agency Vienna
2016.
Jefferson, C.W., D.J.
Thomas, S.S. Gandhi, P. Ramaekers, and et al. 2007.
Unconformity-associated uranium deposits of the Athabasca Basin,
Saskatchewan and Alberta in Jefferson, C.W. and Delaney, G. eds.,
EXTECH IV: Geology and Uranium Exploration Technology of the
Proterozoic Athabasca Basin, Saskatchewan and Alberta, Geological
Survey of Canada Bulletin 588, pp. 23-67.
Kazatomprom Company.
December 4, 2017. Kazatomprom Announces Further Production Cuts.
Retrieved from
http://www.kazatomprom.kz/en/news/kazatomprom-announces-further-production-cuts.
Kerr, W.C. 2010. The
Discovery of the Phoenix Deposit: a New High Grade, Athabasca Basin
Unconformity-Type Uranium Deposit, Saskatchewan, Canada. Society of
Economic Geologists Special Publications 15, pp.
703-728.
Kerr, W.C., C. Gamelin, C.
Sorba, R. Basnett, L. Petrie, and R. Wallis. 2011. The Phoenix
Deposits: New High-Grade, Athabasca Basin Unconformity-Type Uranium
Deposits, Saskatchewan, Canada. Vienna Paper Version #7, 45
p.
Liu, Y., K. Bodnarchuk, L.
Petrie, and R. Basnett. 2011. Wheeler River Project, Denison Mines
Corp., 87 p.
McGill, D.G., J.L. Marlat,
R.G. Matthews, V.J. Supuck, L.A. Homeniuk, and J.J Hubregtse. 1993.
The P2 North uranium deposit, Saskatchewan, Canada, Exploration and
Mining Geology, v. 2, pp. 321-331.
McClean Lake. 2017.
McClean Lake Joint Venture. Month End Financial Report for the
Period Ended December 31 2017.
McClean Lake. 2017.
Milling Operations.
MEND. 2009. Prediction
Manual for Drainage Chemistry from Sulphidic Geologic Materials,
MEND Report 1.20.1. December 2009.
Orano. McClean Lake Joint
Venture Maintenance Cost 2017.
Orano. Current Sustainable
Maximum Achieved Capacity (Draft). Draft Report.
Ouchi, A.M., Pakalnis, Dr.
R., Brady, T.M. 2004. Update of Span Design Curve for Weak Rock
Masses. Presented at 2004 AGM-CIM. Edmonton, Alberta.
Quirt, D.H. 2003.
Athabasca Unconformity-type Uranium Deposits: One Deposit Type with
Many Variations. Uranium Geochemistry 2003, International
Conference, Nancy, France, April 13-16 2003, Proceedings, pp.
309-312.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
395
R&D Enterprise. 2017.
ISR Testing of Denison Wheeler Uranium Deposit. Report. R&D
Enterprise. November 2017
R&D Enterprise. 2018.
Agitation and Column Leach Testing of Wheeler River Ores in Support
of In-situ Uranium Recovery. Report. September 5,
2018.
R&D Enterprise. 2018.
Denison Wheeler River Project Groundwater Chemical Restoration
Following Acidic Insitu Uranium Recovery Operations. Report.
September 9, 2018.
Ramaekers, P., et al.
2007. Revised Geological Map and Stratigraphy of the Athabasca
Group, Saskatchewan and Alberta in Jefferson, C.W. and Delaney, G.
eds., EXTECH IV: Geology and Uranium Exploration Technology of the
Proterozoic Athabasca Basin, Saskatchewan and Alberta, Geological
Survey of Canada Bulletin 588, pp. 151-191.
RC and Starkey. 2018.
Gryphon Project SAGDesign Test Work Results For 1 Sample. Report.
Saskatchewan Research Council, Mining and Minerals Division.
Starkey & Associates INC. Starkey Project No. S246. Revision 0.
June 2018.
Remple, G. and Schnell, H.
2000. Processing of Cigar Lake Ore in the McClean Lake Mill.
Uranium 2000 Conference. Saskatoon, SK. September 9-15, 2000. p.
63-75.
RPA. 2014. Technical
Report on a Mineral Resource Estimate Update for the Phoenix
Uranium Deposit, Wheeler River Property, Eastern Athabasca Basin,
Northern Saskatchewan, Canada. Technical report. RPA Inc. June 17,
2014.
RPA. 2015. Technical
Report on a Mineral Resource Estimate for the Wheeler River
Property, Eastern Athabasca Basin, Northern Saskatchewan, Canada.
Technical report. RPA Inc. November 25, 2015.
Saracoglu, N., R.H.
Wallis, J.J. Brummer, and J.P. Golightly. 1983. The McClean uranium
deposits, northern Saskatchewan discovery, Canadian Mining and
Metallurgical Bulletin, V. 76, No. 852, pp. 63-79.
Sask. Env. Act, 2002. The
Environmental Assessment Act, Chapter E-10.1 of the Statutes of
Saskatchewan 1979-80 (effective August 25, 1980) as amended by the
Statutes of Saskatchewan, 1983 c.77; 1988-89 c.42 and c.55; 1996
c.F-19.1; and 2002, c.C-11.1.
SEPA. 2017. Denison Mines
– Phoenix and Gryphon Study: Leaching, Hydrogen Evolution and
Aging Tests. Intermediate Report. Orano Mining SEPA Service
D'etudes de Procedes et Analyses.
SEPA. 2017. Denison Mines
– Phoenix and Gryphon Study: Leaching, Hydrogen Evolution,
and Aging Tests. Intermediate Report. Orano Mining SEPA Service
D'etudes de Procedes et Analyses. May 2017.
SEPA. 2018. Denison Mines
– Phoenix and Gryphon Study: Leaching, Hydrogen Evolution and
Solvent Extraction. Report. Orano Mining SEPA Service D'etudes de
Procedes et Analyses. June 2018.
SCC. 2016. Certificate of
Accreditation. Saskatchewan Research Council. Standards Council of
Canada. February 2016.
SCC. 2016. Scope of
Accreditation. Saskatchewan Research Council. Standards Council of
Canada. Accredited Laboratory No. 537. March 2016.
SME. 2017. Approval to
Operate Pollutant Control Facilities. Saskatchewan Ministry of
Environment. Approval No. PO17-186. October 2017.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
396
SNC Lavalin Fenco. 252ML
JEB Mill Upgrade JEB Mill Acid Plant Expansion. Fenco Project No.
505083. December 2010.
SRC. 2014. High Grade
Uranium Ore Metallurgical Testing. Prepared for Denison Mines.
Saskatchewan Research Council, Mining and Minerals Division. SRC
publication No. 13706-2C14. October 2014.
SRC. 2015. Gryphon Uranium
Ore Metallurgical Testing. Prepared for Denison Mines. Saskatchewan
Research Council, Mining and Minerals Division. SRC publication No.
13706-1C15. October 2015.
SRK. 2010. Technical
Report on the Phoenix Deposit (Zones A and B) - Wheeler River
Project, Eastern Athabasca Basin, Northern Saskatchewan, Canada.
Technical report. Vancouver: SRK Consulting Inc. November
2010.
SRK. 2016. Preliminary
Economic Assessment for the Wheeler River Uranium Project,
Saskatchewan, Canada. Technical Report. SRK Consulting (Canada)
Inc. March 2016.
SRC. 2017. Denison Uranium
Ore Metallurgical Testing Part Two: Gryphon Acid Leaching and
Settling. Prepared for Denison Mines. Saskatchewan Research
Council, Mining and Minerals Division. SRC publication No.
13706-4C17. September 2017.
SRC. 2017. Denison Uranium
Ore Metallurgical Testing Part Three: QEMSCAN Mineralogy Analysis.
Prepared for Denison Mines. Saskatchewan Research Council, Mining
and Minerals Division. SRC publication No. 13706-5C17. September
2017.
SRC. 2017. Denison Uranium
Ore Metallurgical Testing Part Four: Uranium Solvent Extraction and
Tailings Neutralization. Saskatchewan Research Council, Mining and
Minerals Division. SRC publication No. 13706-6C17. October
2017.
SRC. 2017. Denison Uranium
Ore Metallurgical Testing General: Executive Summary and
Recommendations. Saskatchewan Research Council, Mining and Minerals
Division. SRC publication No. 13706-7C17. October
2017.
SRC. 2017. SRC
Metallurgical Testing Summary Report. Saskatchewan Research
Council, Mining and Minerals Division. August 2017.
SRC. 2017. Denison Mines
Uranium Leaching Test_Gryphon Deposit. Saskatchewan Research
Council, Mining and Minerals Division. Project No.
13706.
SRC. 2018. Filtration Test
Report. Saskatchewan Research Council, Mining and Minerals
Division. SRC publication No. 13706-5C18. March 2018.
SRC. 2018. Denison Uranium
Ore Metallurgical Testing Report. Saskatchewan Research Council,
Mining and Minerals Division. Project No. 13706-4C18. March
2018.
SRC. 2018. Request for
Laboratory Services (Analysis of Filtrate). Saskatchewan Research
Council, Mining and Minerals Division. Report No. 18-399. March
2018.
SRC. 2018. Request for
Laboratory Services (Analysis of Filtrate). Saskatchewan Research
Council, Mining and Minerals Division. Report No. 18-400. March
2018.
SRC. 2018. Request for
Laboratory Services (ICP1 Total Digestion of Filtration Pulp).
Saskatchewan Research Council, Mining and Minerals Division. Report
No. G-2018-399. March 2018.
SRC. 2018. Request for
Laboratory Services (ICP1 Total Digestion of Filtration Pulp).
Saskatchewan Research Council, Mining and Minerals Division. Report
No. G-2018-400. March 2018.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
397
SRC. 2018. Denison Uranium
Ore Metallurgical Test Work (LECO Induction Furnace Test Work).
Saskatchewan Research Council, Mining and Minerals Division. Report
No. G-2018-921. June 2018.
SRK. 2018. Flow Rate
Predictions for Proposed Phoenix In-Situ Recovery, Wheeler River
Project. Vancouver: SRK Consulting Inc. June 2018.
SRK. 2018. Inflow
Predictions for Proposed Gryphon Underground Mine, Wheeler River
Project. Vancouver: SRK Consulting Inc. April 2018.
SRK and RPA. 2018.
Technical Report with an Updated Mineral Resource Estimate for the
Wheeler River Property, Northern Saskatchewan, Canada. Technical
Report. Denison Mines Corporation. March 2018.
Sweet, K.O., and L.
Petrie. 2010. Denison Memo on calibration factor for triple gamma
probe. Memorandum, Internal Denison Mines Corp.
report.
Trueman R. et al. 2000.
Experience in Australia with the Mathews method for open stope
design. CIM Bull., 93, no. 1036, 2000, 162–7.
Uranium 2000. Uranium
milling operations at McClean Lake. A. L. Badea and L.
Schwartz.
Uranium 2000. Processing
of Cigar Lake ore in the McClean Lake mill. G. Remple and H.
Schnell
UxC Consulting Group.
2017. “Q4 2017 Market Outlook” A Publication by UxC.
January, 4 2018. pp. 135, 150-151
UxC Consulting Group.
2018. Q1 2018 Market Outlook: A Publication by UxC. March 9, 2018.
pp. 158-159, 161-162
Wallis, R.H., N.
Saracoglu, J.J. Brummer, and J.P. Golightly. 1984. The geology of
the McClean uranium deposits, northern Saskatchewan, Canadian
Mining and Metallurgical Bulletin, V. 77, No. 864, pp.
69-96.
Yeo, G.M., and G. Delaney.
2007. The Wollaston Supergroup, Stratigraphy and Metallogeny of a
Paleoproterozoic Wilson Cycle in the Trans-Hudson Orogeny,
Saskatchewan in Jefferson, C.W. and Delaney, G. eds., EXTECH IV:
Geology and Uranium Exploration Technology of the Proterozoic
Athabasca Basin, Saskatchewan and Alberta, Geological Survey of
Canada Bulletin 588, pp. 89-117.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
398
28
Certificates of Qualified Persons
This page left
intentionally blank.
Denison Mines Corp.
| Denison Wheeler River Project Prefeasibility Study Report |
399
CERTIFICATE OF QUALIFIED PERSON
To accompany the
report entitled: Prefeasibility
Study Report for the Wheeler River Uranium Project, Saskatchewan,
Canada, effective date September 24, 2018
I, Mark William
Liskowich do hereby certify that:
|
1)
|
I am a Principal
Consultant with the firm of SRK Consulting (Canada) Inc. with an
office at suite 205, 2100 Airport Drive, Saskatoon
Saskatchewan;
|
|
2)
|
I am a graduate
of the University of Regina, Saskatchewan, where, in 1989 I
obtained a BSc degree in Geology through the Dept. of Sciences. I
have practiced my current profession continuously since 1989. My
principal experience is in the areas of environmental, permitting
and social management of mineral exploration and mining
projects;
|
|
3)
|
I am a
professional geoscientist registered with the Association of
Professional Engineers and Geoscientists of Saskatchewan - PGeo
License (#10005) and the Professional Engineers and Geoscientists
Newfoundland and Labrador (#09424);
|
|
4)
|
I have not
personally inspected the subject project site;
|
|
5)
|
I have read the
definition of qualified person set out in National Instrument
43-101 and certify that by virtue of my education, affiliation to a
professional association, and past relevant work experience, I
fulfill the requirements to be a qualified person for the purposes
of National Instrument 43-101;
|
|
6)
|
I, as a qualified
person, am independent of the issuer as defined in Section 1.5 of
National Instrument 43-101;
|
|
7)
|
I am a
contributing of this report and responsible for sections 1.1,
1.2.2, 1.2.13, 1.2.14, 1.2.16, 1.2.17, 2, 3, 4.4, 4.5, 13.1.8,
17.2.6, 18.18, 18.19, 20, 21.1, 21.2, 21.3.1, 21.3.6, 21.4, 21.4.6,
21.4.7, 21.5, 23, 24.3, 25.1, 25.9, 25.10, 26.3 and 26.4 and accept
professional responsibility for these sections of this technical
report;
|
|
8)
|
I have had prior
involvement with the subject property; I was responsible for the
environmental and social sections of the 2016 preliminary economic
assessment;
|
|
9)
|
I have read
National Instrument 43-101 and confirm that this technical report
has been prepared in accordance therewith and Form
43-101F1;
|
|
10)
|
SRK Consulting
(Canada) Inc. was retained by Denison Mines Corp. to prepare a
preliminary economic assessment audit of the Wheeler River uranium
project in 2016 and to review the incorporation of such report in
this technical report. The preceding report was based on a site
visit, a review of project files and discussions with Denison Mines
Corp. personnel;
|
|
11)
|
I have not
received, nor do I expect to receive, any interest, directly or
indirectly, in the Wheeler River uranium project or securities of
Denison Mines Corp.; and
|
|
12)
|
As at the
effective date of this report, to the best of my knowledge,
information and belief, this technical report contains all
scientific and technical information that is required to be
disclosed to make the technical report not misleading.
“Signed and Sealed”
Mark Liskowich,
PGeo,
Principal
Consultant
Dated
October 30, 2018
|
|
|
|
CERTIFICATE OF QUALIFIED PERSON
To accompany the
report entitled: Prefeasibility
Study Report for the Wheeler River Uranium Project, Saskatchewan,
Canada, effective date September 24, 2018.
I, Mark Hatton do
hereby certify that:
|
1)
|
I am a Senior
Project Manager with Stantec with business address of 1-1760 Regent
Street, Sudbury ON P3E 3Z8;
|
|
2)
3)
|
This certificate
applies to the technical report entitled “Prefeasibility Study Report for the Wheeler
River Uranium Project, Saskatchewan, Canada” (the
Technical Report), dated September 24 2018;
I am a graduate
of Queen’s University, ON, where, in 1992 I obtained a BSc
degree in Applied Science. I am a member in good standing of the
Association of Professional Engineers of Ontario, registration
90433939;
|
|
4)
|
I have not
visited the Property;
|
|
5)
|
I have read the
definition of qualified person set out in National Instrument
43-101 and certify that by virtue of my education, affiliation to a
professional association, and past relevant work experience, I
fulfill the requirements to be a qualified person for the purposes
of National Instrument 43-101;
|
|
6)
|
I, as a qualified
person, am independent of the issuer as defined in Section 1.5 of
National Instrument 43-101;
|
|
7)
|
I am a
contributing author for this report and responsible or partially
responsibility for sections 1.2.5, 1.2.9, 1.2.14, 1.2.16, 1.2.17,
2.1, 2.2, 2.3, 3.0, 15.1, 15.3, 16.1, 16.1.2, 16.5, 16.6, 18.6,
18.7, 18.8, 18.22, 21.0, 21.1, 21.2, 21.4, 21.4.1, 21.4.2, 21.4.3,
21.4.4, 21.4.7, 21.5, 21.5.3, 24.1.2, 24.3, 25.6, 26.2.3, and 26.4,
and accept professional responsibility for these sections or
portions of these sections of this technical report;
|
|
8)
|
Prior to this
study, I have had no past involvement with the subject
property;
|
|
9)
|
I have read
National Instrument 43-101 and confirm that this technical report
has been prepared in accordance therewith and Form
43-101F1;
|
|
10)
|
I have not
received, nor do I expect to receive, any interest, directly or
indirectly, in the Wheeler River uranium project or securities of
Denison Mines Corp.; and
|
|
11)
|
As at the
effective date of this report, to the best of my knowledge,
information and belief, this technical report contains all
scientific and technical information that is required to be
disclosed to make the technical report not misleading.
[“signed
and sealed”]
Mark Hatton,
P.Eng. Stantec
Senior Project
Manager
Dated
October 30, 2018
|
|
|
 |
|
|
|
CERTIFICATE OF QUALIFIED PERSON
I,
William McCombe, P.Eng., do hereby certify that:
1. I am a Senior Metallurgist, of Hatch Ltd.
(“Hatch”), a corporation with a business address of
2800 Speakman Drive, Mississauga, Ontario, L5K
2R7.
2. I am an author of a technical report entitled
“Prefeasibility Study Report for the Wheeler River Uranium
Project, Saskatchewan, Canada”, with an effective date of
September 28, 2018 (the “Technical
Report”).
3.
I am a graduate of Queen’s University, Kingston, Ontario,
Canada in 2005 with a degree in B. Sc. Mining Engineering (Mineral
Processing).
4.
From 2005 to present I have been actively employed as an engineer
in the area of extractive metallurgy. My relevant experience for
the purpose of this Technical Report is:
●
Senior
Metallurgist at Hatch Ltd. from 2005 to present, with extensive
experience in metallurgical test work program analysis, engineering
design, management, and project execution on a number of projects
and commodities for various clients.
●
I was the
lead process engineer (Senior Metallurgist) and commissioning
manager for the Cigar Lake Hydrogen Mitigation Project (leach
circuit re-design and restart) at the McClean Lake JEB
Mill.
5.
I am a member, in good standing, of PEO in the Province of Ontario,
member #100098890, and with APEGS in the Province of Saskatchewan,
member #28650.
6. I have read the definition of “qualified
person” set out in National Instrument
43–101 Standards of Disclosure for Mineral Projects
(“NI 43-101”) and certify that by reason of my
education, affiliation with a professional association (as defined
in NI 43-101) and past relevant work experience, I am a
“qualified person” within the meaning of NI
43-101.
7.
I have not visited the Wheeler River site. I have visited the
McClean Lake JEB Mill multiple times as a consultant of Orano, and
visited the site specifically for the Wheeler River Project on June
5-6, 2018.
8. I am responsible for sections 1.2.11,
13.2, 17.2 (except 17.2.1 and 17.2.6), 21.4.5, 21.5.4, 25.8, 26.2.4
and 26.2.5, and co-authored 1.2.14, 1.2.16, 1.2.17, 2.1, 2.2, 2.3,
2.4, 3, 21.1, 21.2, 21.4, 21.4.7, 21.5, 24.3, and 26.4 of the Technical Report.
9.
I am independent of the issuer, Denison Mines Corp., applying all
of the tests in Section 1.5 of NI 43-101.
10.
As a Senior Metallurgist, I have not had prior involvement with the
Wheeler River property that is the subject of the Technical
Report.
11.
I have read NI 43-101 and the parts of Technical Report that I am
responsible for have been prepared in compliance with that
Instrument.
12.
As of the date of this certificate, to the best of my knowledge,
information and belief, the parts of the Technical Report that I am
responsible for, contains all scientific and technical information
that is required to be disclosed to make the Technical Report not
misleading.
Dated this 30th
day of October, 2018, in Mississauga,
Ontario.
[“signed and sealed”]
William
McCombe, P. Eng.
Senior
Metallurgist
Hatch
Ltd.
Sheridan Science
and Technology Park, 2800 Speakman Drive, Mississauga, Ontario,
Canada L5K 2R7
Tel: +1 (905) 855
7600 www.hatch.com
CERTIFICATE OF QUALIFIED PERSON
To accompany the
report entitled: Prefeasibility
Study Report for the Wheeler River Uranium Project, Saskatchewan,
Canada, effective date September 24, 2018
I, Douglass H
Graves do hereby certify that:
|
1)
|
I am a Principal
with the firm of Woodard & Curran with an office at Bozeman,
Montana, USA;
|
|
2)
|
I graduated with
a Bachelor of Science degree in Watershed Sciences from Colorado
State University in 1975. I am also a graduate with a Bachelor of
Science degree in Civil Engineering from Montana State University
in 1982.
I have worked as
a consulting Engineer for 40years. My experience has encompassed
infrastructure design, mine construction oversight, cost estimating
and control, economic analyses, feasibility studies, equipment
selection, design, construction management and mine
closure/reclamation for numerous metal mining operations,
conventional uranium and uranium ISR facilities. I have either been
responsible for or the engineer of record for the design and/or
construction of five uranium ISR central processing facilities, two
uranium ISR satellite plants and numerous technical and financial
evaluations for other uranium processing facilities in Wyoming,
Colorado, Texas and New Mexico. I have also been responsible for or
the engineer of record for numerous metal and uranium mine
decommissioning and reclamation projects over the past 35 years.
Some of the mining properties I have been involved with
include:
Lance Uranium ISR
Projects
Hansen Uranium
Lost Creek
Uranium
Jab-Antelope
Uranium
Moore Ranch
Uranium
Climax Molybdenum
Nichols Ranch
Uranium
Henderson
Molybdenum
Ludeman
Uranium Bagdad
Copper
Ross Creek
Uranium
Sierrita Copper
Willow Creek
Uranium
Globe Copper
Churchrock
Uranium
Morenci Copper
|
|
3)
|
I am a
Professional Engineer in Wyoming, Montana, Colorado, South
Carolina, Arizona, Idaho, Michigan, Oklahoma and Missouri, a P.
Eng. in Alberta and Saskatchewan, Canada, a Registered Member of
the Society for Mining, Metallurgy and Exploration (SME), Mining
Associates of Wyoming (MAW), Montana Mining Association (MMA),
American Exploration and Mining Association (AEMA).
|
|
4)
|
I did not
personally inspect the subject project;
|
|
5)
|
I have read the
definition of qualified person set out in National Instrument
43-101 and certify that by virtue of my education, affiliation to a
professional association, and past relevant work experience, I
fulfill the requirements to be a qualified person for the purposes
of National Instrument 43-101;
|
|
6)
|
I, as a qualified
person, am independent of the issuer as defined in Section 1.5 of
National Instrument 43-101;
|
|
7)
|
I am a
contributing author for this report and responsible for part or all
of sections 1.2.5, 1.2.8, 1.2.10, 1.2.16, 1.2.17, 2.1, 2.2, 2.3,
3.0, 13.0, 13.1, 15.1, 15.2, 16.1, 16.1.1, 16.4, 16.6, 17.1, 24.3,
25.5, 25.7, 26.1.3, 26.1.4 and 26.4 and accept professional
responsibility for these sections of this technical
report;
|
|
8)
|
I have had no
prior involvement with the subject property;
|
|
9)
|
I have read
National Instrument 43-101 and confirm that this technical report
has been prepared in accordance therewith and Form
43-101F1;
|
|
10)
|
I have not
received, nor do I expect to receive, any interest, directly or
indirectly, in the Wheeler River uranium project or securities of
Denison Mines Corp.; and
|
|
11)
|
As at the
effective date of this report, to the best of my knowledge,
information and belief, this technical report contains all
scientific and technical information that is required to be
disclosed to make the technical report not misleading.
Signed
and sealed Douglass H. Graves
Douglass H.
Graves, P.E., Professional Engineer Wyoming PE 4845 and SME
Registered Member 4149627
Dated October 30,
2018
|

CERTIFICATE OF QUALIFIED PERSON
To accompany the
report entitled: Prefeasibility
Study Report for the Wheeler River Uranium Project, Saskatchewan,
Canada, effective date September 24, 2018.
I, Mark Mathisen
do hereby certify that:
1)
I am a Principal Geologist
with RPA (USA) Ltd. with an office at Suite 505, 143 Union
Boulevard, Lakewood, Colorado, USA 80228;
2)
I am a graduate of Colorado
School of Mines in 1984 with a B.Sc. degree in Geophysical
Engineering;
3)
I am a Registered
Professional Geologist in the State of Wyoming (No. PG-2821), a
Certified Professional Geologist with the American Institute of
Professional Geologists (No. CPG-11648), and a Registered Member of
SME (RM #04156896). I have worked as a geologist for a total of 22
years since my graduation. My relevant experience for the purpose
of the Technical Report is:
●
Mineral Resource estimation
and preparation of NI 43-101 Technical Reports.
●
Director, Project Resources,
with Denison Mines Corp., responsible for resource evaluation and
reporting for uranium projects in the USA, Canada, Africa, and
Mongolia.
●
Project Geologist with Energy
Fuels Nuclear, Inc., responsible for planning and directionof field
activities and project development for an in situ leach uranium
project in the USA. Cost analysis software
development.
●
Design and direction of
geophysical programs for US and international base metal and gold
exploration joint venture programs.
4)
I have personally inspected
the subject project on March 23 to 25, 2015, September 12, 2016,
and September 21 to 22, 2017;
5)
I have read the definition of
qualified person set out in National Instrument 43-101 and certify
that by virtue of my education, affiliation to a professional
association, and past relevant work experience, I fulfill the
requirements to be a qualified person for the purposes of National
Instrument 43-101;
6)
I, as a qualified person, am
independent of the issuer as defined in Section 1.5 of National
Instrument 43-101;
7)
I am a contributing author
for this report and responsible for sections 1.2.1 – 1.2.4,
2.1, 2.2, 2.4, 4.1–4.3, 5-12, 14 and 25.2 and accept
professional responsibility for these sections of this technical
report;
8)
I have read National
Instrument 43-101 and confirm that this technical report has been
prepared in accordance therewith and Form 43-101F1;
9)
I have prepared previous
technical reports on the subject property, including technical
reports on an updated Mineral Resource estimate for the Wheeler
River Property dated November 25, 2015 and March 15,
2018;
10)
I have not received, nor do I
expect to receive, any interest, directly or indirectly, in the
Wheeler River Uranium Project or securities of Denison Mines Corp.;
and
11)
As at the effective date of
this report, to the best of my knowledge, information and belief,
this technical report contains all scientific and technical
information that is required to be disclosed to make the technical
report not misleading.
Signed “Mark
Mathisen”
Mark Mathisen,
CPG
Principal
Geologist
Dated October 30,
2018
RPA 143 Union Boulevard Suite 505 |
Lakewood, CO, USA 80228 | T
+1 (303) 330 0950www.rpacan.com
CERTIFICATE OF QUALIFIED PERSON
To accompany the
report entitled: Prefeasibility
Study Report for the Wheeler River Uranium Project, Saskatchewan,
Canada, effective date September 24, 2018
I, William Roscoe
do hereby certify that:
1)
I am a Principal Geologist
with Roscoe Postle Associates Inc. of Suite 501, 55 University Ave
Toronto, ON, M5J 2H7;
2)
I am a graduate of
Queen’s University, Kingston, Ontario, in 1966 with a
Bachelor of Science degree in Geological Engineering, McGill
University, Montreal, Quebec, in 1969 with a Master of Science
degree in Geological Sciences and in 1973 a Ph.D. degree in
Geological Sciences;
3)
I am registered as a
Professional Engineer in the Province of Ontario (Reg. #39633011)
and in the Province of British Columbia (Reg. # 30343). I have
worked as a geologist for a total of 50 years since my graduation.
My relevant experience for the purpose of the Technical Report
is:
●
Thirty-six years’
experience as a Consulting Geologist across Canada and in many
other countries
●
Preparation of numerous
reviews and technical reports on exploration and mining projects
around the world for due diligence and regulatory requirements,
including estimation and auditing of mineral resources
●
Senior Geologist in charge of
mineral exploration in southern Ontario and
Québec
●
Exploration Geologist with a
major Canadian mining company in charge of exploration projects in
New Brunswick, Nova Scotia, and Newfoundland
4)
I have personally inspected
the subject project on June 16, 2014;
5)
I have read the definition of
qualified person set out in National Instrument 43-101 and certify
that by virtue of my education, affiliation to a professional
association, and past relevant work experience, I fulfill the
requirements to be a qualified person for the purposes of National
Instrument 43-101;
6)
I, as a qualified person, am
independent of the issuer as defined in Section 1.5 of National
Instrument 43-101;
7)
I am a
contributing author for this report and responsible for sections
1.2.1 – 1.2.4, 2.1, 2.2, 2.4, 4.1 – 4.3, 5-12, 14 and
25.2 and accept professional responsibility for these sections of
this technical report;
8)
I have prepared previous
technical reports on the subject property, including technical
reports on an updated Mineral Resource estimate for the Phoenix
deposit dated December 31, 2012 and June 17, 2014; a technical
report on a Mineral Resource estimate for the Wheeler River
Property dated November 25, 2015; mineral resources estimate in preliminary economic assessment
audit of the Wheeler River uranium project in 2016 and to review
the incorporation of such report in this technical
report;
9)
I have read National
Instrument 43-101 and confirm that this technical report has been
prepared in accordance therewith and Form 43-101F1;
10)
I have not received, nor do I
expect to receive, any interest, directly or indirectly, in the
Wheeler River uranium project or securities of Denison Mines Corp.;
and
11)
As at the effective date of
this report, to the best of my knowledge, information and belief,
this technical report contains all scientific and technical
information that is required to be disclosed to make the technical
report not misleading.
Signed “William
Roscoe”
William Roscoe,
P.Eng.
Principal
Geologist
Dated October 30,
2018
RPA 55 University Ave. Suite 501 |
Toronto, ON, Canada M5J 2H7 | T +1 (416) 947 0907www.rpacan.com
CERTIFICATE OF QUALIFIED PERSON
To accompany the
report entitled: Prefeasibility
Study Report for the Wheeler River Uranium Project, Saskatchewan,
Canada, effective date September 24, 2018
I, Gordon Graham
do hereby certify that:
|
1)
|
I am a Vice
President with the firm of Engcomp with an office at
Saskatoon,SK,Canada;
|
|
2)
|
I am a graduate
of Queen’s University, where, in 1988 I obtained a BASc
degree in Mining Engineering through the Faculty of Applied
Science. I have practiced my current profession continuously since
1988. My principal experience is in the areas of mine engineering,
mine operations management and mining project
development;
|
|
3)
|
I am a
professional engineer registered with the Association of
Professional Engineers and Geoscientists of Saskatchewan –
P.Eng License No.: 39771;
|
|
4)
|
I have not
visited the Wheeler River site;
|
|
5)
|
I have read the
definition of qualified person set out in National Instrument
43-101 and certify that by virtue of my education, affiliation to a
professional association, and past relevant work experience, I
fulfill the requirements to be a qualified person for the purposes
of National Instrument 43-101;
|
|
6)
|
I, as a qualified
person, am independent of the issuer as defined in Section 1.5 of
National Instrument 43-101;
|
|
7)
|
I am a
contributing author for this report and responsible for sections
1.2.12, 17.2.1, 18 with the exception of sections, 18.5, 18.6,
18.7, 18.8, 18.18, 18.19, 18.22, 24.1, 24.1.1, and 24.2 and a
contributing author to sections 1.2.16, 1.2.17, 2.1, 2.2, 2.3, 2.4,
24.3 and 26.4 accept professional responsibility for these sections
of this technical report;
|
|
8)
|
I have had prior
involvement with the subject property; as an engagement to complete
a scoping level study of large diameter petroleum drilling as a
primary recovery methodology for the Phoenix deposit;
|
|
9)
|
I have read
National Instrument 43-101 and confirm that this technical report
has been prepared in accordance therewith and Form
43-101F1;
|
|
10)
|
I have not
received, nor do I expect to receive, any interest, directly or
indirectly, in the Wheeler River uranium project or securities of
Denison Mines Corp.; and
|
|
11)
|
As at the
effective date of this report, to the best of my knowledge,
information and belief, this technical report contains all
scientific and technical information that is required to be
disclosed to make the technical report not misleading.
[“signed
and sealed”]
Gordon
Graham,
Vice President,
Mining, Engcomp
Dated
October 30, 2018
|
CERTIFICATE OF QUALIFIED PERSON
To accompany the
report entitled: Prefeasibility
Study Report for the Wheeler River Uranium Project, Saskatchewan,
Canada, effective date September 24, 2018
I, Geoffrey Allan
Wilkie do hereby certify that:
|
1)
|
I am a Specialist
Cost Consultant with the firm of Engcomp with an office at
Saskatoon, Saskatchewan, Canada;
|
|
2)
|
I am a graduate
of the University of British Columbia, BC, where, in 1986. I
obtained a BASc degree in Civil Engineering through the Dept. of
Applied Science. My principal experience is in the area of cost
estimating;
|
|
3)
|
I am a
professional engineer registered with the Association of
Professional Engineers and Geoscientists of Saskatchewan –
Peng. License No.: 11116;
|
|
4)
|
I have not
personally inspected/visited the subject project;
|
|
5)
|
I have read the
definition of qualified person set out in National Instrument
43-101 and certify that by virtue of my education, affiliation to a
professional association, and past relevant work experience, I
fulfill the requirements to be a qualified person for the purposes
of National Instrument 43-101;
|
|
6)
|
I, as a qualified
person, am independent of the issuer as defined in Section 1.5 of
National Instrument 43-101;
|
|
7)
|
I am a
contributing author for this report and responsible for sections
17.2.1, 21.1, 21.2, 21.3.1 to 21.3.5, 21.4, 21.4.7, 21.5, 21.5.1,
21.5.2, 21.6, 24.3 and 26.4 and accept professional responsibility
for these sections of this technical report;
|
|
8)
|
I have had no
prior involvement with the subject property;
|
|
9)
|
I have read
National Instrument 43-101 and confirm that this technical report
has been prepared in accordance therewith and Form
43-101F1;
|
|
10)
|
Engcomp was
retained by Denison Mines Corp. to prepare a prefeasibility level
engineering, design and cost estimates for the On-Site Surface
Infrastructure aspects of the Wheeler River uranium project in 2018
and to incorporate such engineering, designs and estimates in this
technical report;
|
|
11)
|
I have not
received, nor do I expect to receive, any interest, directly or
indirectly, in the Wheeler River uranium project or securities of
Denison Mines Corp.; and
|
|
12)
|
As at the
effective date of this report, to the best of my knowledge,
information and belief, this technical report contains all
scientific and technical information that is required to be
disclosed to make the technical report not misleading.
Signed and Sealed
_______________________________________
Name, Geoffrey
Allan Wilkie, P.Eng.
Title, Cost
Consultant Specialist
Dated
October 30, 2018
|
|
|
|
CERTIFICATE OF QUALIFIED PERSON
To accompany the
report entitled: Prefeasibility
Study Report for the Wheeler River Uranium Project, Saskatchewan,
Canada, effective date September 24, 2018
I, Greg Newman do
hereby certify that:
|
1)
|
I am a President
with the firm of Newmans Geotechnique Inc. with an office at
Saskatoon;
|
|
2)
|
I am a graduate
of the University of Saskatchewan, SK, where, in 1992 I obtained a
BSc degree in Mechanical Engineering through the faculty of
Engineering. I am also a graduate of the University, where I
obtained a M.Sc degree in Geotechnical Engineering in 1995. I have
practiced my current profession continuously since 1992. My
principal experience is in the areas of artificial ground
freezing;
|
|
3)
|
I am a
professional geoscientist registered with the Association of
Professional Engineers and Geoscientists of Saskatchewan - P.Eng.
License No.: 9054;
|
|
4)
|
I have not
personally inspected the project site;
|
|
5)
|
I have read the
definition of qualified person set out in National Instrument
43-101 and certify that by virtue of my education, affiliation to a
professional association, and past relevant work experience, I
fulfill the requirements to be a qualified person for the purposes
of National Instrument 43-101;
|
|
6)
|
I, as a qualified
person, am independent of the issuer as defined in Section 1.5 of
National Instrument 43-101;
|
|
7)
|
I am a
contributing author for this report and responsible for sections
1.2.14, 1.2.16-17, 2.1-2.3, 3, 16.4.2-3, 18.5, 21.1-21.3, 21.4.7,
24.3, 25.3, 26.1.2 and 26.4 and accept professional responsibility
for these sections of this technical report;
|
|
8)
|
I have had no
prior involvement with the subject property, except as a consultant
on a very early scoping study as part of the SRK 2016 task (see
item 10 below);
|
|
9)
|
I have read
National Instrument 43-101 and confirm that this technical report
has been prepared in accordance therewith and Form
43-101F1;
|
|
10)
|
SRK Consulting
(Canada) Inc. was retained by Denison Mines Corp. to prepare a
preliminary economic assessment audit of the Wheeler River uranium
project in 2016 and to review the incorporation of such report in
this technical report;
|
|
11)
|
I have not
received, nor do I expect to receive, any interest, directly or
indirectly, in the Wheeler River uranium project or securities of
Denison Mines Corp.; and
|
|
12)
|
As at the
effective date of this report, to the best of my knowledge,
information and belief, this technical report contains all
scientific and technical information that is required to be
disclosed to make the technical report not misleading.
[Signed] Greg Newman
Greg Newman,
P.Eng.
President,
NGI
Dated
October 30, 2018
|
CERTIFICATE OF QUALIFIED PERSON
To accompany the
report entitled: Prefeasibility
Study Report for the Wheeler River Uranium Project, Saskatchewan,
Canada, effective date September 24, 2018
I, J. Roland
Tosney, B.E., M.Sc., P.Eng., do hereby certify that:
|
1)
|
I am a Senior
Mining Geotechnical Engineer with the firm of North Rock Mining
Solutions Inc. with an office at 15 South Point Lane Corman Park SK
S7T1C1;
|
|
2)
|
I am a graduate
of the University of Saskatchewan, SK, where, in 1998 I obtained a
B.E. degree in Geological Engineering, and in 2001 I obtained a
M.Sc. degree in Mining Geotechnical Engineering, both through the
College of Engineering. I have practiced my current profession
continuously since 1998. My principal experience is in the areas of
open pit and underground mining geotechnics and rock
mechanics;
|
|
3)
|
I am a
professional engineer registered with the Association of
Professional Engineers and Geoscientists of Saskatchewan –
P.Eng. License No.: 29820;
|
|
4)
|
I have personally
inspected the subject project on September 26, 2017;
|
|
5)
|
I have read the
definition of qualified person set out in National Instrument
43-101 and certify that by virtue of my education, affiliation to a
professional association, and past relevant work experience, I
fulfill the requirements to be a qualified person for the purposes
of National Instrument 43-101;
|
|
6)
|
I, as a qualified
person, am independent of the issuer as defined in Section 1.5 of
National Instrument 43-101;
|
|
7)
|
I am a
contributing author for this report for sections 1.2.16, 1.2.17,
2.1, 2.2, 2.3, 2.4, 21.4.7, 24.3 and 26.4, and responsible for
sections 1.2.7, 16.3, 25.4, and 26.2.1 and accept professional
responsibility for these sections of this technical
report;
|
|
8)
|
I have had no
prior involvement with the subject property;
|
|
9)
|
I have read
National Instrument 43-101 and confirm that this technical report
has been prepared in accordance therewith and Form
43-101F1;
|
|
10)
|
North Rock Mining
Solutions Inc. was retained by Denison Mines Corp. to prepare a
preliminary mining geotechnical assessment of the Gryphon
underground component of the Wheeler River project in 2017 and to
review the incorporation of such report in this technical report.
The preceding report was based on a site visit, a review of project
files and discussions with Denison Mines Corp.
personnel;
|
|
11)
|
I have not
received, nor do I expect to receive, any interest, directly or
indirectly, in the Wheeler River uranium project or securities of
Denison Mines Corp.; and
|
|
12)
|
As at the
effective date of this report, to the best of my knowledge,
information and belief, this technical report contains all
scientific and technical information that is required to be
disclosed to make the technical report not misleading.
[SIGNED]
J. Roland
Tosney,
Senior Mining
Geotechnical Engineer
Dated
October 30, 2018
|
CERTIFICATE OF QUALIFIED PERSON
To accompany the
report entitled: Prefeasibility
Study Report for the Wheeler River Uranium Project, Saskatchewan,
Canada, effective date September 24, 2018
I, Michael D.
Royle do hereby certify that:
|
1)
|
I am a Principal
Hydrogeologist with the firm of SRK Canada (INC) with an office at
Suite 22100, 1066 West Hastings Street, Vancouver BC;
|
|
2)
|
I am a graduate
of the University of British Columbia, BC, where, in 1987 I
obtained a BSc degree in Geology through the Dept. of Sciences. I
am also a graduate of the University of New South Wales, NSW,
Australia, where I obtained a M.App.Sc. degree in Hydrogeology and
Groundwater Management. I have practiced my current profession
continuously since 1989. My principal experience is in the areas of
mining hydrogeology;
|
|
3)
|
I am a
professional geoscientist registered with the Association of
Professional Engineers and Geoscientists of Saskatchewan - PGeo
License No.: 30586;
|
|
4)
|
I have personally
inspected the subject project on June 21 to 24, 2016;
|
|
5)
|
I have read the
definition of qualified person set out in National Instrument
43-101 and certify that by virtue of my education, affiliation to a
professional association, and past relevant work experience, I
fulfill the requirements to be a qualified person for the purposes
of National Instrument 43-101;
|
|
6)
|
I, as a qualified
person, am independent of the issuer as defined in Section 1.5 of
National Instrument 43-101;
|
|
7)
|
I am a
contributing author for this report and responsible for sections
1.2.6, 1.2.16, 1.2.17, 2.1, 2.2, 2.3, 2.4, 16.2, 21.3.1, 21.4.7,
24.3.1, 24.3.2, 25.3, 26.1.1, 26.2.2, and 26.4 and accept
professional responsibility for these sections of this technical
report;
|
|
8)
|
I have had prior
involvement with the subject property as listed in item 10
below;
|
|
9)
|
I have read
National Instrument 43-101 and confirm that this technical report
has been prepared in accordance therewith and Form
43-101F1;
|
|
10)
|
SRK Consulting
(Canada) Inc. was retained by Denison Mines Corp. to prepare a
preliminary economic assessment audit of the Wheeler River uranium
project in 2016 and to review the incorporation of such report in
this technical report. SRK was also retained in 2015 through 2018
to design and implement detailed hydrogeological site
characterisation and assessment of the Wheeler River project to
support ongoing exploration and the project PFS. The preceding
report was based on a site visit, a review of project files and
discussions with Denison Mines Corp. personnel;
|
|
11)
|
I have not
received, nor do I expect to receive, any interest, directly or
indirectly, in the Wheeler River uranium project or securities of
Denison Mines Corp.; and
|
|
12)
|
As at the
effective date of this report, to the best of my knowledge,
information and belief, this technical report contains all
scientific and technical information that is required to be
disclosed to make the technical report not misleading.
[signed
and sealed]
______________________________
Michael D.
Royle
Principal
Hydrogeologist
Dated
October 30, 2018
|
CERTIFICATE OF QUALIFIED PERSON
To accompany the
report entitled: Prefeasibility
Study Report for the Wheeler River Uranium Project, Saskatchewan,
Canada, effective date September 24, 2018
I, Michael Selby
do hereby certify that:
|
1)
|
I am a Principal
Consultant with the firm of SRK Consulting (Canada) Inc. with an
office at Sudbury;
|
|
2)
|
I am a graduate
of the Queen’s University, ON, where, in 2001 I obtained a
BSc degree in Mining Engineering through the Faculty of Applied
Science. My principal experience is in the areas of underground
hard rock mining;
|
|
3)
|
I am a
professional engineer registered with the Association of
Professional Engineers and Geoscientists of Saskatchewan - License
No.: 30781;
|
|
4)
|
I have personally
inspected the subject project on September 26, 2017;
|
|
5)
|
I have read the
definition of qualified person set out in National Instrument
43-101 and certify that by virtue of my education, affiliation to a
professional association, and past relevant work experience, I
fulfill the requirements to be a qualified person for the purposes
of National Instrument 43-101;
|
|
6)
|
I, as a qualified
person, am independent of the issuer as defined in Section 1.5 of
National Instrument 43-101;
|
|
7)
|
I am a
contributing author for this report and responsible for sections
1.2.15, 4.4, 19, 22 and 26.4 as well as contributing coauthor of
sections 1.2.2, 1.2.16, 1.2.17, 2.1 to 2.4, 3, 24.3 and accept
professional responsibility for these sections of this technical
report;
|
|
8)
|
I have had no
prior involvement with the subject property;
|
|
9)
|
I have read
National Instrument 43-101 and confirm that this technical report
has been prepared in accordance therewith and Form
43-101F1;
|
|
10)
|
SRK Consulting
(Canada) Inc. was retained by Denison Mines Corp. to prepare a
prefeasibility study of the Wheeler River uranium project. The
preceding report was based on a site visit, a review of project
files and discussions with Denison Mines Corp.
personnel;
|
|
11)
|
I have not
received, nor do I expect to receive, any interest, directly or
indirectly, in the Wheeler River uranium project or securities of
Denison Mines Corp.; and
|
|
12)
|
As at the
effective date of this report, to the best of my knowledge,
information and belief, this technical report contains all
scientific and technical information that is required to be
disclosed to make the technical report not misleading.
[“signed
and sealed”]
Michael Selby,
PEng
Principal
Consultant
Dated
October 30, 2018
|

